
连铸板坯连坯检测装置及检测方法.pdf

书生****22


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连铸板坯连坯检测装置及检测方法.pdf
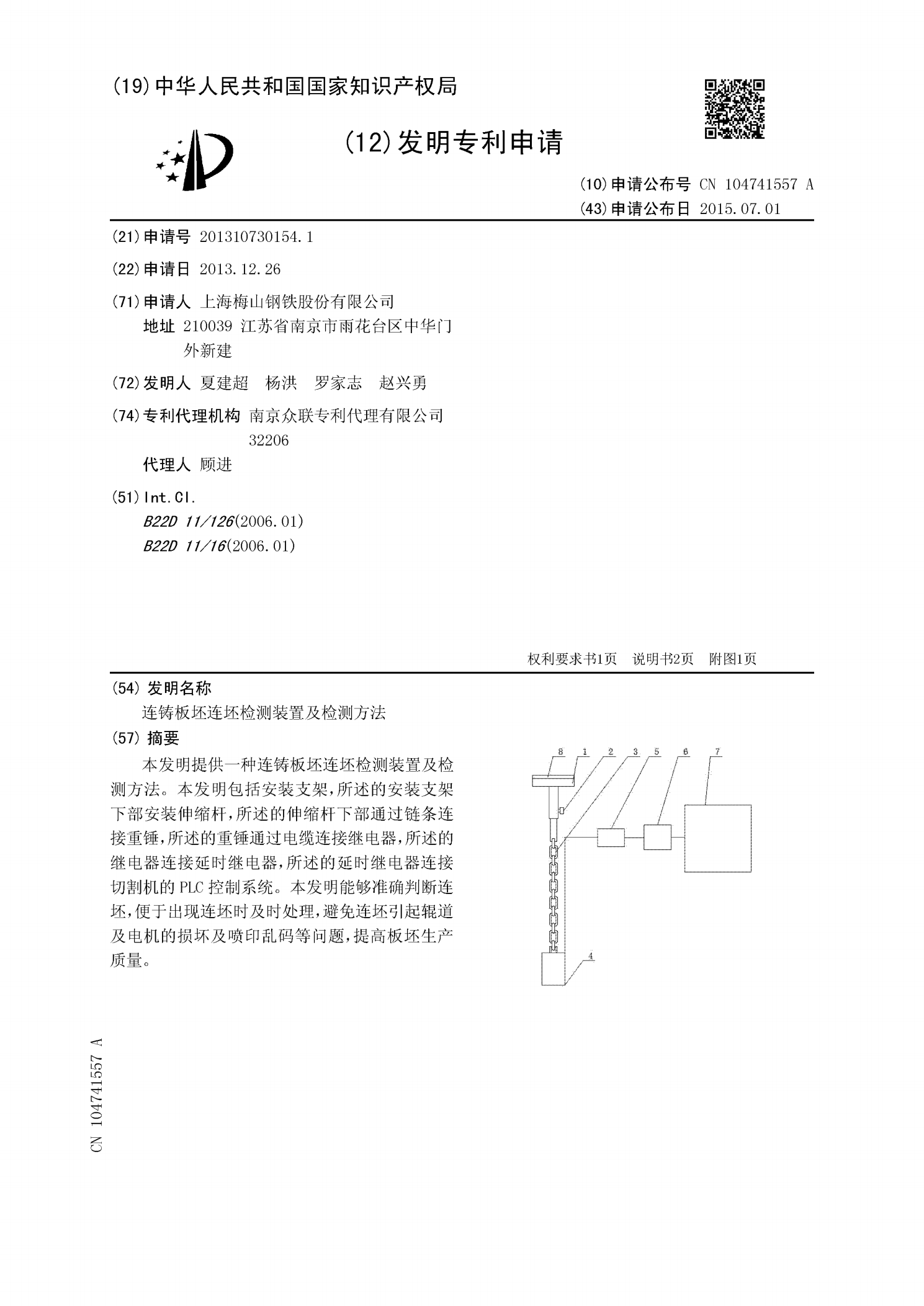
本发明提供一种连铸板坯连坯检测装置及检测方法。本发明包括安装支架,所述的安装支架下部安装伸缩杆,所述的伸缩杆下部通过链条连接重锤,所述的重锤通过电缆连接继电器,所述的继电器连接延时继电器,所述的延时继电器连接切割机的PLC控制系统。本发明能够准确判断连坯,便于出现连坯时及时处理,避免连坯引起辊道及电机的损坏及喷印乱码等问题,提高板坯生产质量。
连铸坯装炉温度检测方法.pdf
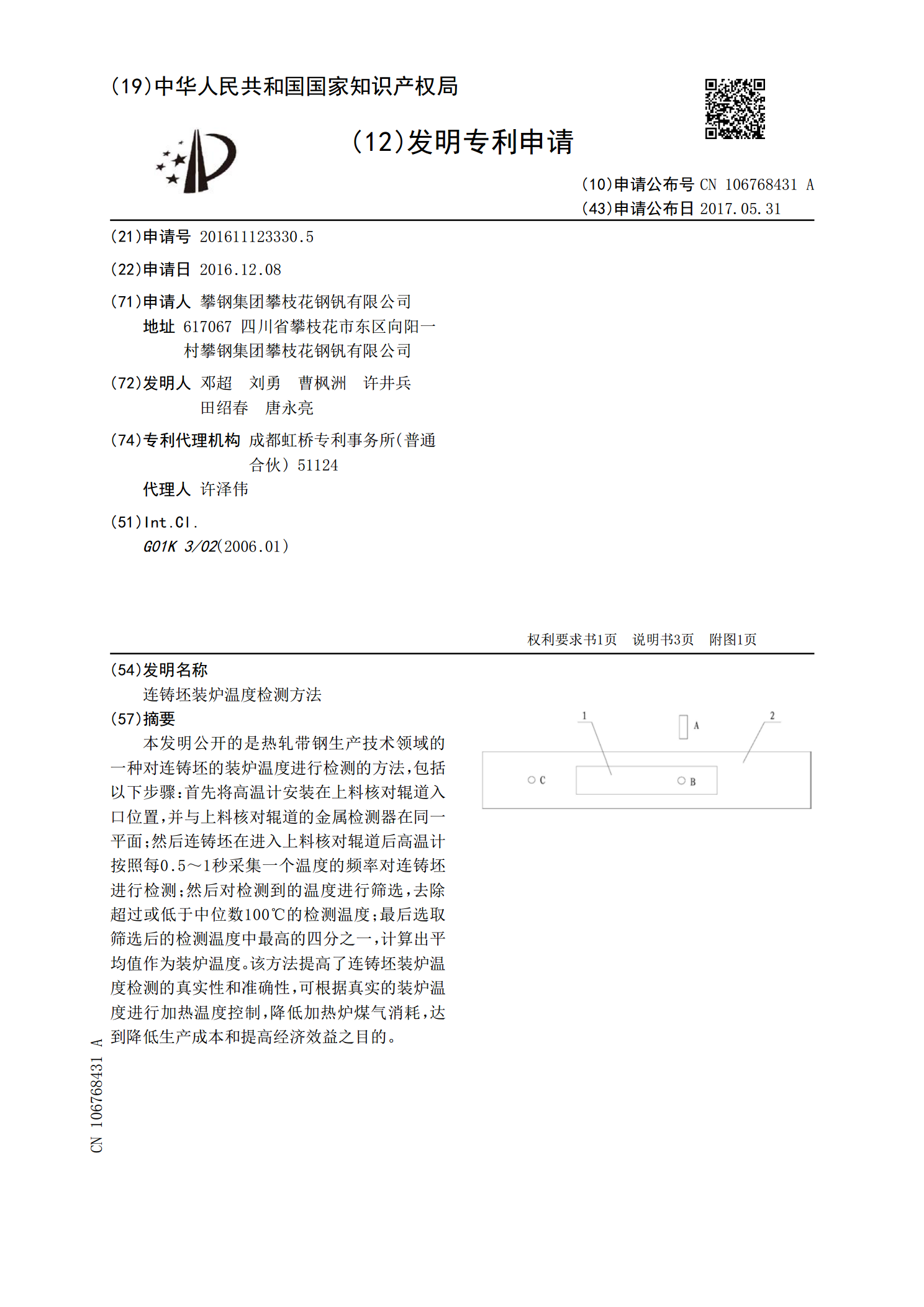
本发明公开的是热轧带钢生产技术领域的一种对连铸坯的装炉温度进行检测的方法,包括以下步骤:首先将高温计安装在上料核对辊道入口位置,并与上料核对辊道的金属检测器在同一平面;然后连铸坯在进入上料核对辊道后高温计按照每0.5~1秒采集一个温度的频率对连铸坯进行检测;然后对检测到的温度进行筛选,去除超过或低于中位数100℃的检测温度;最后选取筛选后的检测温度中最高的四分之一,计算出平均值作为装炉温度。该方法提高了连铸坯装炉温度检测的真实性和准确性,可根据真实的装炉温度进行加热温度控制,降低加热炉煤气消耗,达到降低生
一种板坯连铸滞坯处理方法.pdf
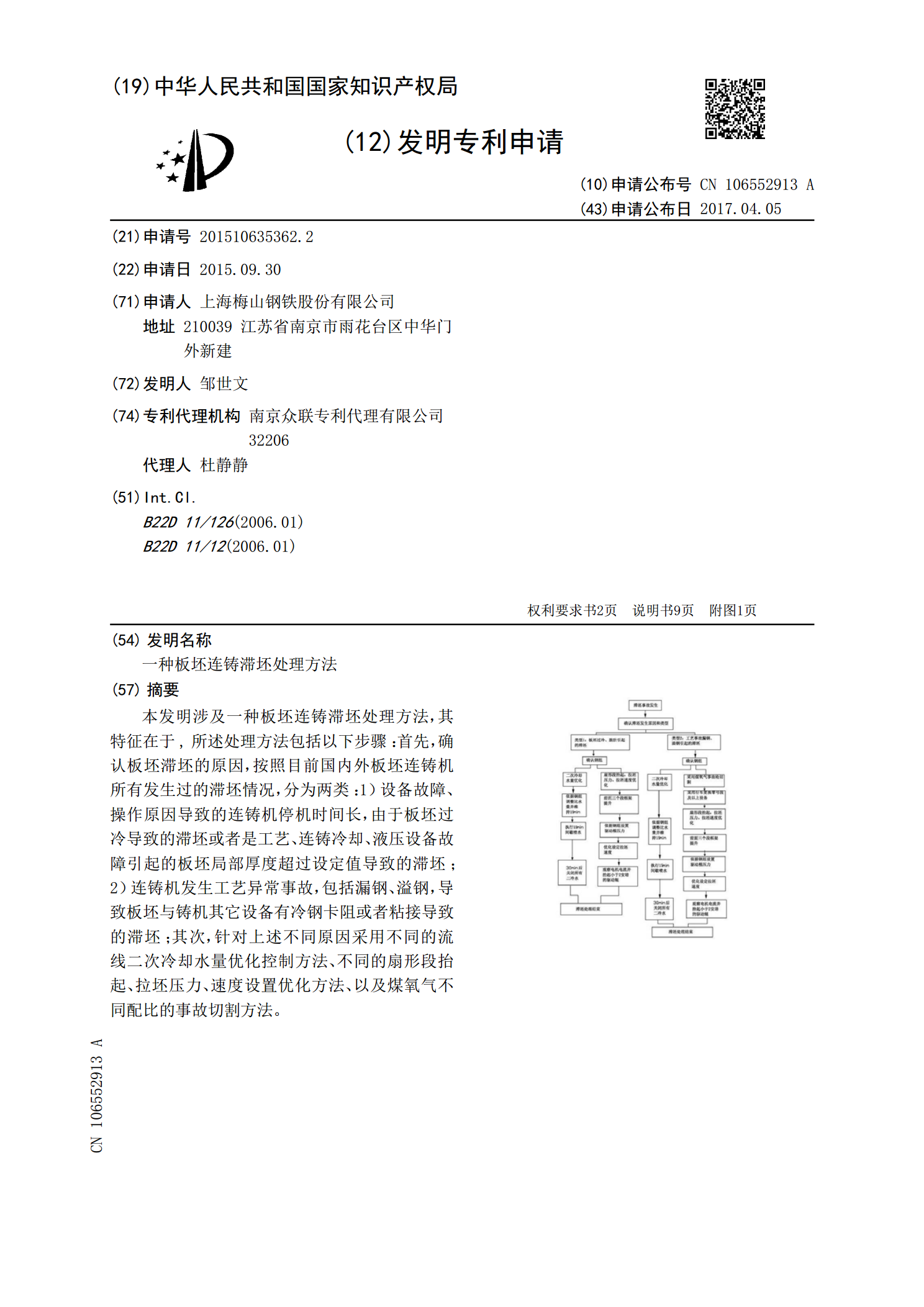
本发明涉及一种板坯连铸滞坯处理方法,其特征在于,所述处理方法包括以下步骤:首先,确认板坯滞坯的原因,按照目前国内外板坯连铸机所有发生过的滞坯情况,分为两类:1)设备故障、操作原因导致的连铸机停机时间长,由于板坯过冷导致的滞坯或者是工艺、连铸冷却、液压设备故障引起的板坯局部厚度超过设定值导致的滞坯;2)连铸机发生工艺异常事故,包括漏钢、溢钢,导致板坯与铸机其它设备有冷钢卡阻或者粘接导致的滞坯;其次,针对上述不同原因采用不同的流线二次冷却水量优化控制方法、不同的扇形段抬起、拉坯压力、速度设置优化方法、以及煤氧
一种减少超宽板坯连铸铸坯纵裂的方法.pdf
本发明公开了一种减少超宽板坯连铸铸坯纵裂的方法,包括以下步骤:优化保护渣碱度、粘度、软化点、保温性参数;由于3250连铸机断面过大,铜板容易变形,生产之前测量结晶器弯月面铜板不平度,不平度要求控制在0.15mm/m长度内;浸入式水口插入深度控制在120‑180mm,并采用自动变渣线功能,最优的自动变渣线频率10分钟一次;中间包钢水温度过热度控制到20—40℃,中间包高液位浇注;使用自动加渣机器人保证保护渣加入的均匀性,浸入式水口内外弧两侧,要及时人工补渣;每2炉计算渣耗,发现渣耗低于0.4Kg/吨钢时,及
板坯连铸辊缝技术与铸坯质量控制.pdf
连铸设备技术研讨会2010年6月济南连铸辊缝设计与控制技术——工艺角度的认识张家泉北京科技大学钢铁冶金系jqzhang@metall.ustb.edu.cnTel:13911171237引言当前常规连铸如同早期的模铸只是钢水向钢材转化技术发展过程中的一个阶段性技术。从节能、降耗、增效、降低排放角度来看铸轧