
一种环形套筒窑煅烧自动控制方法.pdf

秀美****甜v


1/9

2/9

3/9

4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种环形套筒窑煅烧自动控制方法.pdf
本发明提供一种环形套筒窑煅烧自动控制方法。本发明的方法包括如下步骤:(1)参数计算;(2)独立自动控制部分的控制:包括驱动空气温度自动控制、内筒冷却空气自动控制、热值控制、石灰冷却空气自动控制;(3)联锁自动控制部分的控制。本发明实现了快速准确的调节,达到控制和稳定各烧嘴的温度和循环气体的温度,保持窑况的稳定,实现了能源的合理利用,降低了生产能耗。
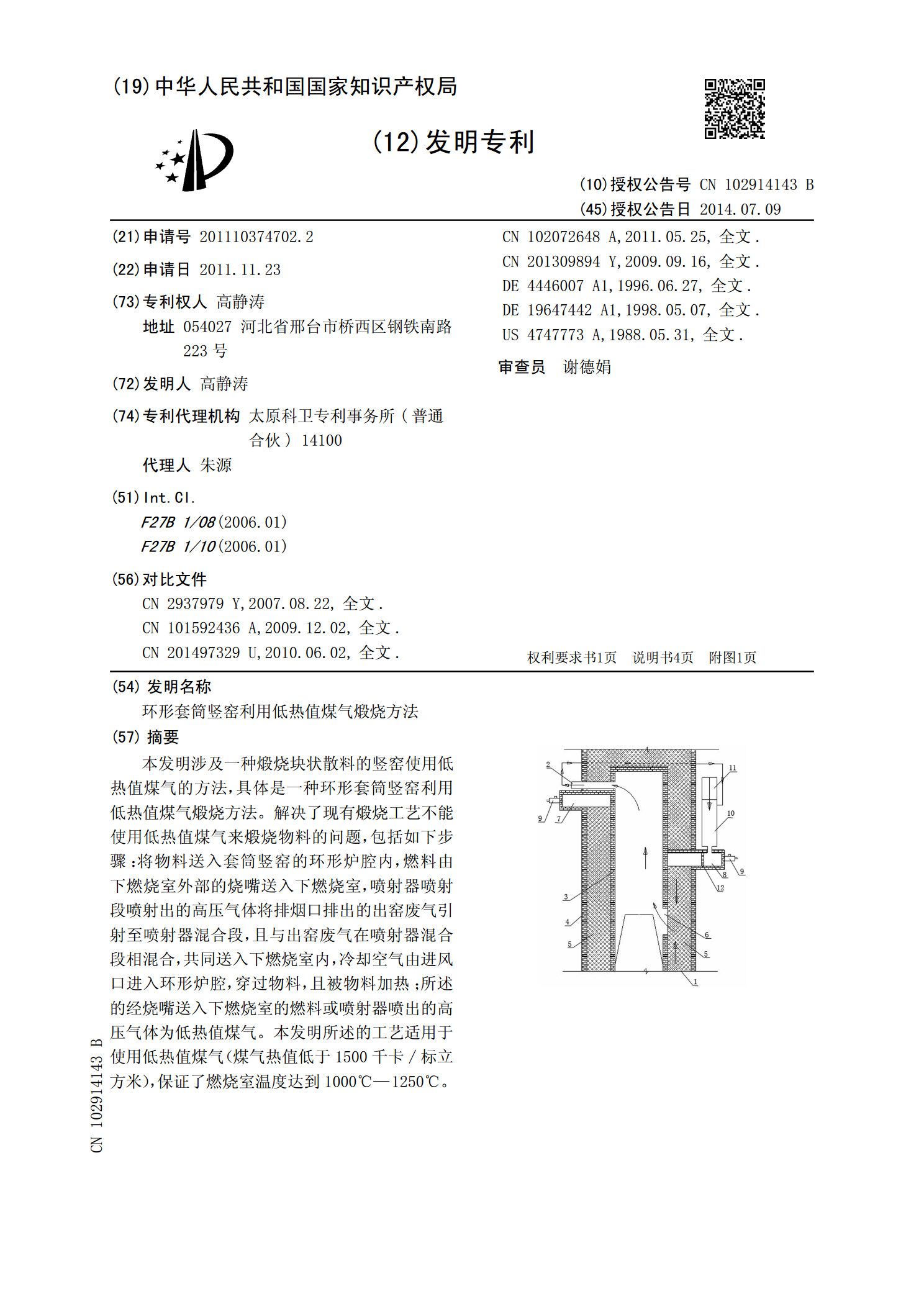
环形套筒竖窑利用低热值煤气煅烧方法.pdf
本发明涉及一种煅烧块状散料的竖窑使用低热值煤气的方法,具体是一种环形套筒竖窑利用低热值煤气煅烧方法。解决了现有煅烧工艺不能使用低热值煤气来煅烧物料的问题,包括如下步骤:将物料送入套筒竖窑的环形炉腔内,燃料由下燃烧室外部的烧嘴送入下燃烧室,喷射器喷射段喷射出的高压气体将排烟口排出的出窑废气引射至喷射器混合段,且与出窑废气在喷射器混合段相混合,共同送入下燃烧室内,冷却空气由进风口进入环形炉腔,穿过物料,且被物料加热;所述的经烧嘴送入下燃烧室的燃料或喷射器喷出的高压气体为低热值煤气。本发明所述的工艺适用于使用低

一种稳定环形套筒窑并流煅烧带控制的方法.pdf
本发明涉及一种稳定环形套筒窑并流煅烧带控制的方法。本发明的方法包括:(1)驱动风系统的设备优化使得相同的驱动风压力及流量下循环气体通道内获得较高的负压,同时在循环气体通道清灰口位置增加负压检测;(2)并流煅烧带控制参数的合理确定。本发明有效的解决了目前对于套筒窑并流煅烧带粗放控制的现状,通过此专利的实施,提高了并流煅烧带的煅烧效率及控制水平,提高煅烧石灰质量,降低能耗水平,同时也简化了操作人员的日常操作。
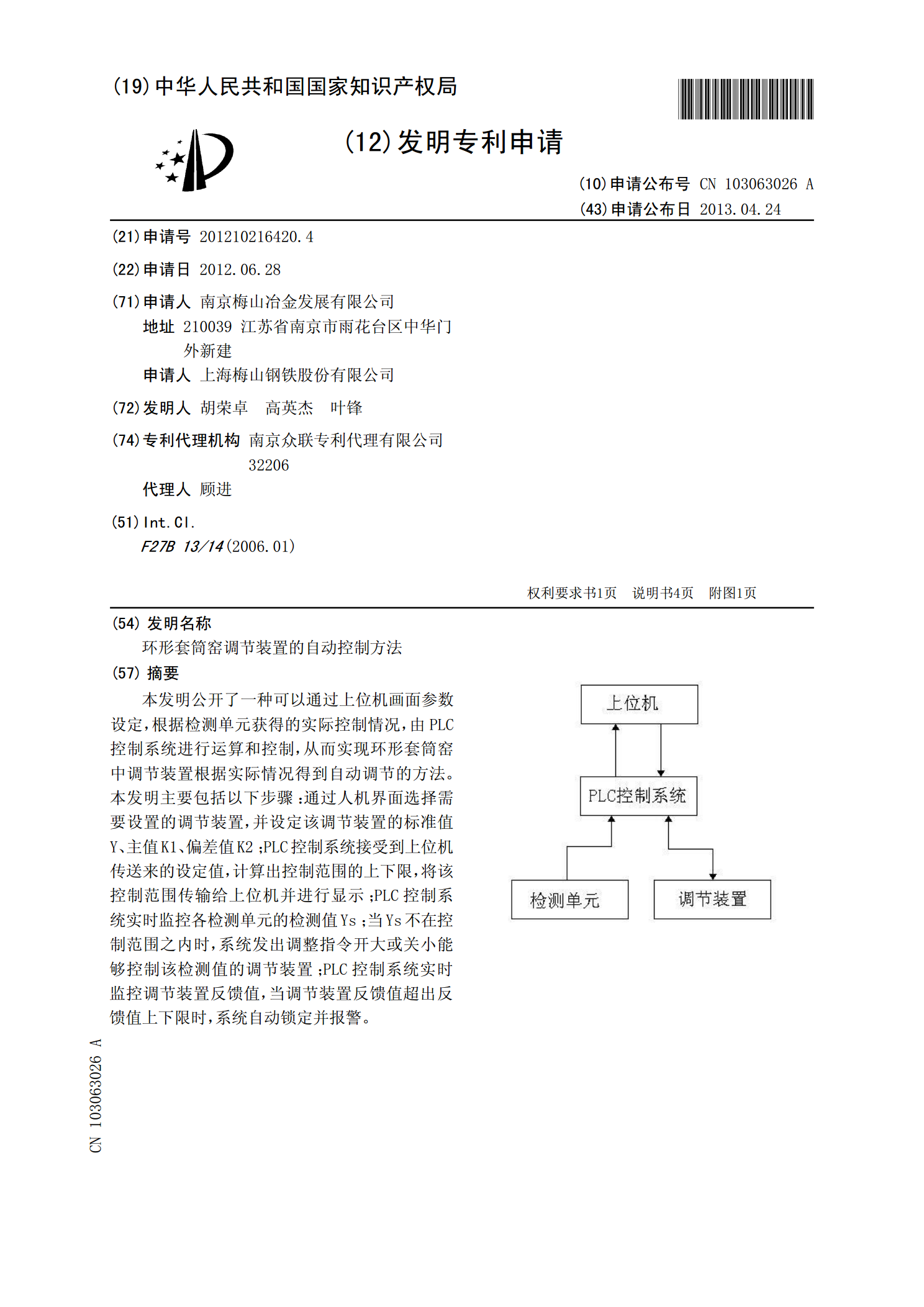
环形套筒窑调节装置的自动控制方法.pdf
本发明公开了一种可以通过上位机画面参数设定,根据检测单元获得的实际控制情况,由PLC控制系统进行运算和控制,从而实现环形套筒窑中调节装置根据实际情况得到自动调节的方法。本发明主要包括以下步骤:通过人机界面选择需要设置的调节装置,并设定该调节装置的标准值Y、主值K1、偏差值K2;PLC控制系统接受到上位机传送来的设定值,计算出控制范围的上下限,将该控制范围传输给上位机并进行显示;PLC控制系统实时监控各检测单元的检测值Ys;当Ys不在控制范围之内时,系统发出调整指令开大或关小能够控制该检测值的调节装置;PL

环形套筒窑停窑降温方法.pdf
本发明公开了一种环形套筒窑停窑降温方法,包括持续加料出料,利用物料逐步对窑内进行降温;打开燃烧室观察孔,使燃烧室内热气外散;待燃烧室温度自然冷却降至800℃后,使燃烧室热气外散;待燃烧室温度降至600℃后,出料速度调整为300秒;燃烧室温度低于500℃开启高温风机,保证燃烧室温降梯度不超过10℃/h;保持窑顶废气不超过60℃;当燃烧室温度降至200℃时,打开烧嘴孔及观察孔,保持燃烧室微负压,利用高温风机抽力对燃烧室进行冷风强制降温;打开人孔用于观察窑内料面,当料面到达人孔处将出料速度改为600秒;当窑顶废