
带钢热连轧精轧机组的变厚轧制方法.pdf

美丽****ka

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带钢热连轧精轧机组的变厚轧制方法.pdf
本发明涉及一种带钢热连轧精轧机组的变厚轧制方法,属于金属的轧制技术领域。该方法的步骤如下:1)设定测厚仪的检测范围;2)将各机架设定数据下发到自动化控制系统;3)设定精轧机组各机架;4)检测开始变厚轧制;5)检测厚度偏差;6)计算相对厚度偏差;7)计算精轧机组的监控动作速率;8)计算传递时间;9)计算各机架监控平衡修正动作速率;10)计算各机架的监控动作速率;11)逐周期扫描厚度偏差,计算精轧组各机架的监控动作速率,并且以同时调节各机架辊缝,使得逐渐减小趋近于零;12)精轧机组抛钢,变厚轧制结束。本发明通
热连轧精轧机组带钢自动纠偏控制方法.pdf
本发明涉及一种热连轧精轧机组带钢自动纠偏控制方法,包括以下步骤:步骤一、在热连轧精轧机组的两相邻机架间设置带钢跑偏检测装置;步骤二、带钢跑偏检测装置带钢跑偏值△w;步骤三、根据带钢跑偏值△w计算出下游机架需要调整的辊缝偏差值△G;步骤四、计算带钢从检测装置到下游机架的时间T;步骤五、机架辊缝控制系统延时T时间,按照辊缝偏差值△G对下游机架的辊缝进行调整;步骤六、带钢跑偏检测装置检测位于带钢跑偏检测装置处的带钢跑偏值△w,并返回执行步骤三,直到下游机架抛钢;下游机架抛钢后将下游机架辊缝偏差△G清零。本发明根
热连轧精轧机组窜辊控制方法.pdf
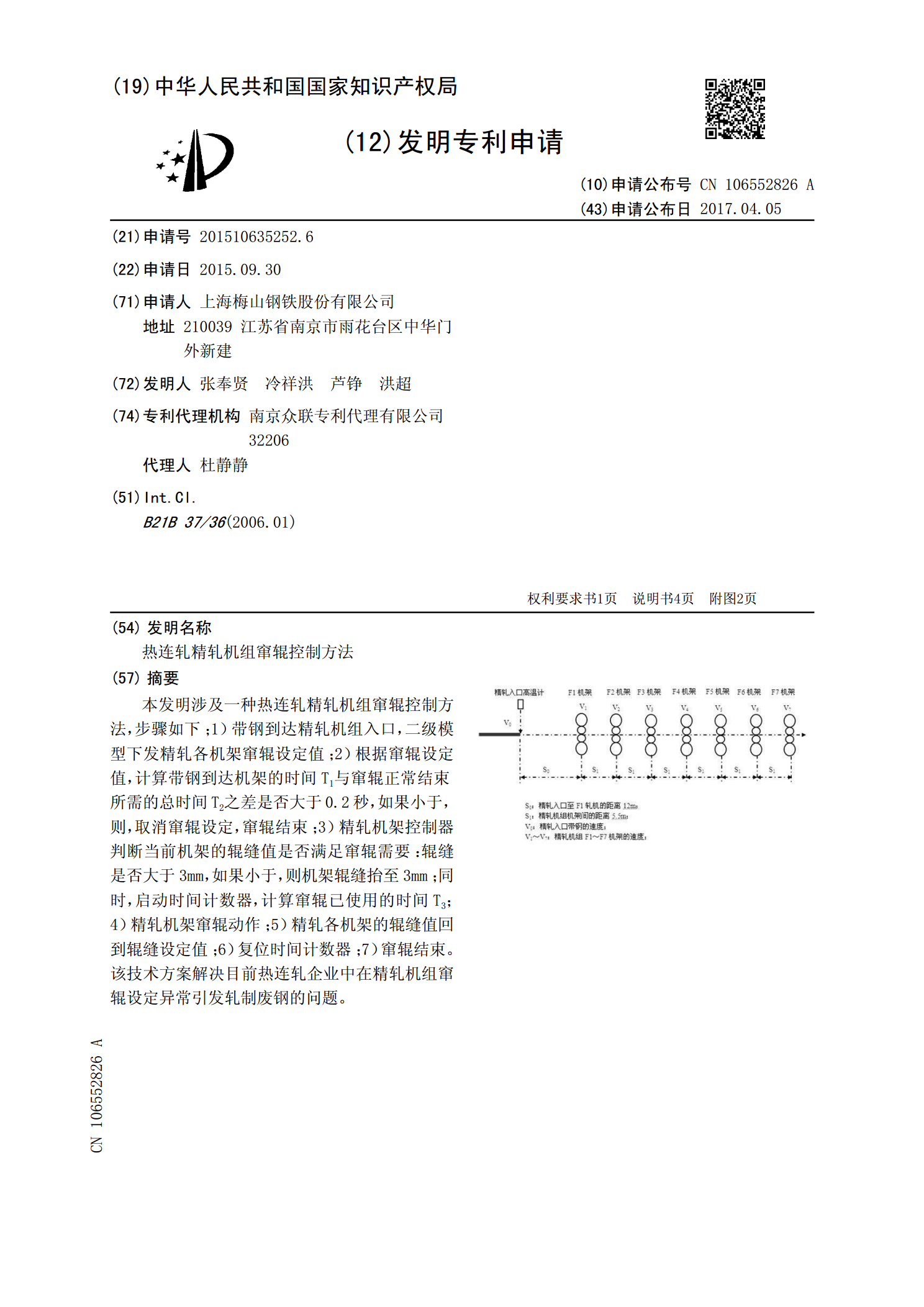
本发明涉及一种热连轧精轧机组窜辊控制方法,步骤如下;1)带钢到达精轧机组入口,二级模型下发精轧各机架窜辊设定值;2)根据窜辊设定值,计算带钢到达机架的时间T
热连轧带钢轧线跟踪自动控制方法.pdf
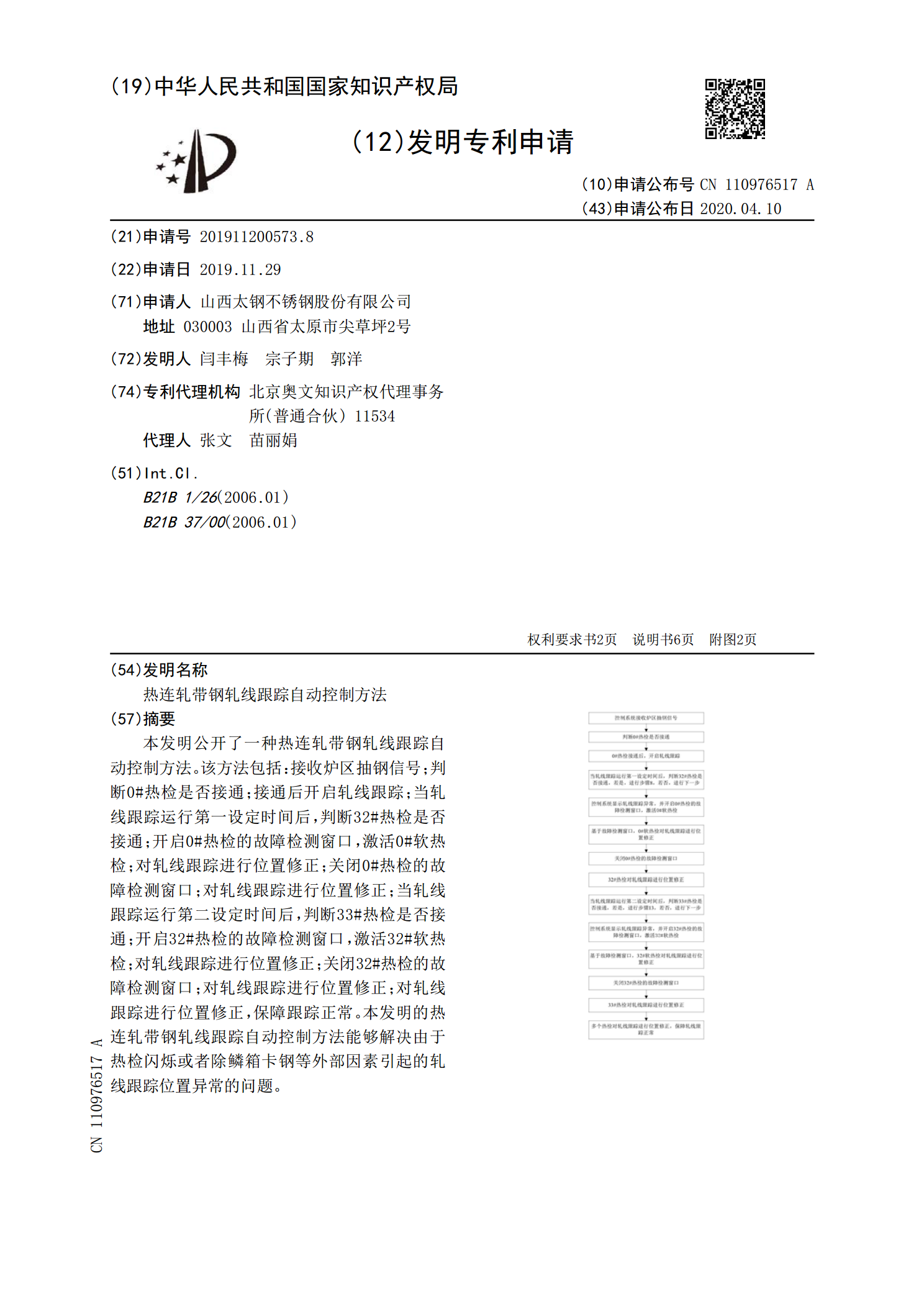
本发明公开了一种热连轧带钢轧线跟踪自动控制方法。该方法包括:接收炉区抽钢信号;判断0#热检是否接通;接通后开启轧线跟踪;当轧线跟踪运行第一设定时间后,判断32#热检是否接通;开启0#热检的故障检测窗口,激活0#软热检;对轧线跟踪进行位置修正;关闭0#热检的故障检测窗口;对轧线跟踪进行位置修正;当轧线跟踪运行第二设定时间后,判断33#热检是否接通;开启32#热检的故障检测窗口,激活32#软热检;对轧线跟踪进行位置修正;关闭32#热检的故障检测窗口;对轧线跟踪进行位置修正;对轧线跟踪进行位置修正,保障跟踪正常
一种带钢热连轧温度控制方法及装置.pdf
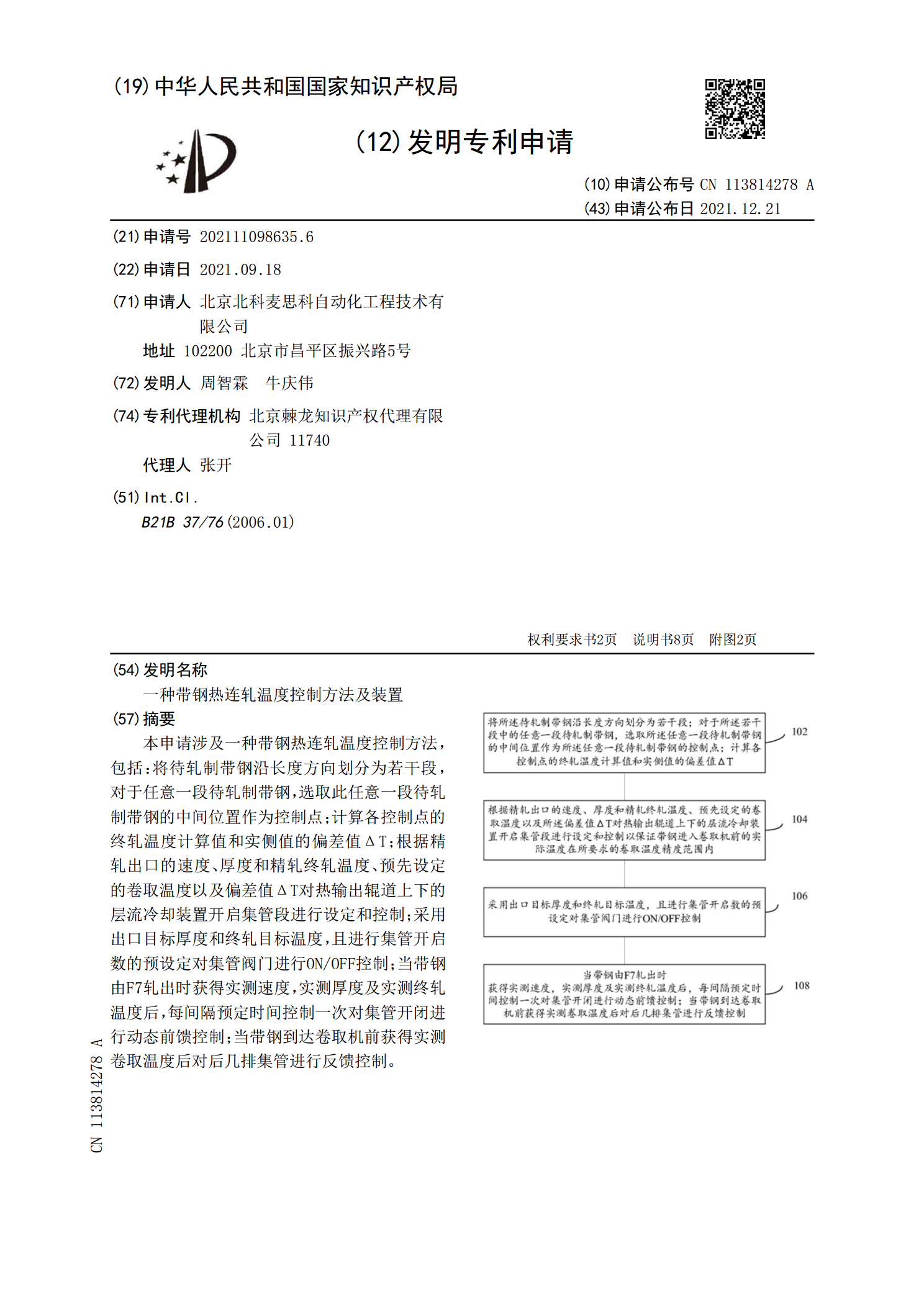
本申请涉及一种带钢热连轧温度控制方法,包括:将待轧制带钢沿长度方向划分为若干段,对于任意一段待轧制带钢,选取此任意一段待轧制带钢的中间位置作为控制点;计算各控制点的终轧温度计算值和实侧值的偏差值ΔT;根据精轧出口的速度、厚度和精轧终轧温度、预先设定的卷取温度以及偏差值ΔT对热输出辊道上下的层流冷却装置开启集管段进行设定和控制;采用出口目标厚度和终轧目标温度,且进行集管开启数的预设定对集管阀门进行ON/OFF控制;当带钢由F7轧出时获得实测速度,实测厚度及实测终轧温度后,每间隔预定时间控制一次对集管开闭进行