
热连轧精轧机组带钢自动纠偏控制方法.pdf

邻家****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热连轧精轧机组带钢自动纠偏控制方法.pdf
本发明涉及一种热连轧精轧机组带钢自动纠偏控制方法,包括以下步骤:步骤一、在热连轧精轧机组的两相邻机架间设置带钢跑偏检测装置;步骤二、带钢跑偏检测装置带钢跑偏值△w;步骤三、根据带钢跑偏值△w计算出下游机架需要调整的辊缝偏差值△G;步骤四、计算带钢从检测装置到下游机架的时间T;步骤五、机架辊缝控制系统延时T时间,按照辊缝偏差值△G对下游机架的辊缝进行调整;步骤六、带钢跑偏检测装置检测位于带钢跑偏检测装置处的带钢跑偏值△w,并返回执行步骤三,直到下游机架抛钢;下游机架抛钢后将下游机架辊缝偏差△G清零。本发明根
带钢热连轧精轧机组的变厚轧制方法.pdf
本发明涉及一种带钢热连轧精轧机组的变厚轧制方法,属于金属的轧制技术领域。该方法的步骤如下:1)设定测厚仪的检测范围;2)将各机架设定数据下发到自动化控制系统;3)设定精轧机组各机架;4)检测开始变厚轧制;5)检测厚度偏差;6)计算相对厚度偏差;7)计算精轧机组的监控动作速率;8)计算传递时间;9)计算各机架监控平衡修正动作速率;10)计算各机架的监控动作速率;11)逐周期扫描厚度偏差,计算精轧组各机架的监控动作速率,并且以同时调节各机架辊缝,使得逐渐减小趋近于零;12)精轧机组抛钢,变厚轧制结束。本发明通

带钢热连轧精轧温度模型与终轧温度控制的研究.docx
带钢热连轧精轧温度模型与终轧温度控制的研究随着冶金工业的发展,带钢的生产在全球范围内逐渐普及。然而,在带钢的生产过程中,精准控制温度是关键因素之一,这不仅关乎带钢厚度与形状的稳定性,还关系到带钢的物理性能和化学组成。因此,带钢热连轧精轧温度模型与终轧温度控制的研究就显得尤为重要和迫切。热连轧和精轧是带钢生产过程中最关键的环节之一。在热连轧过程中,温度的精准控制能够有效地提高带钢的成型质量和品质。对于精轧过程,温度控制对于提升带钢的机械性能和表面质量也是非常关键的。现代带钢生产中,不同生产工艺和细节会对温度
热连轧带钢轧线跟踪自动控制方法.pdf
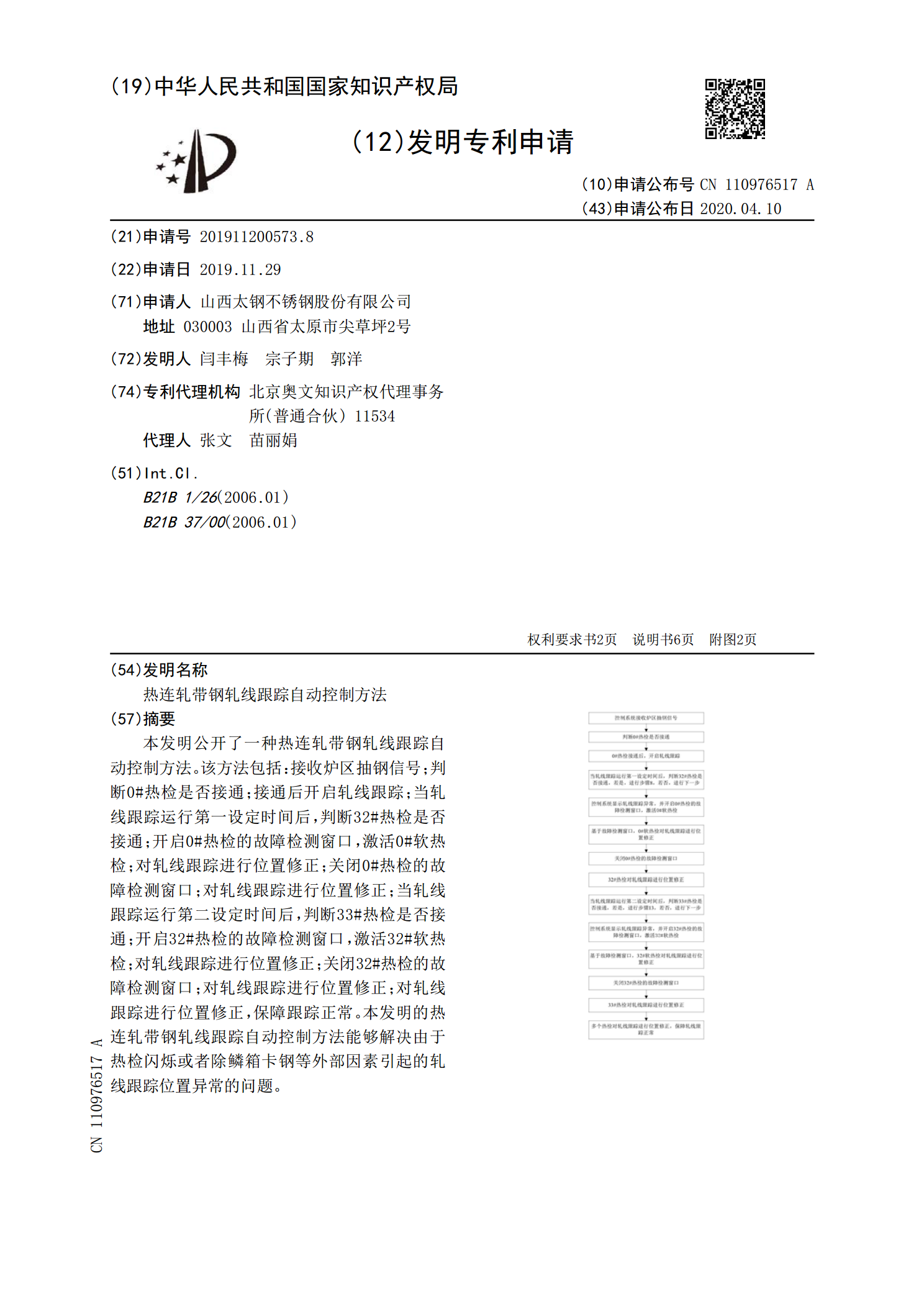
本发明公开了一种热连轧带钢轧线跟踪自动控制方法。该方法包括:接收炉区抽钢信号;判断0#热检是否接通;接通后开启轧线跟踪;当轧线跟踪运行第一设定时间后,判断32#热检是否接通;开启0#热检的故障检测窗口,激活0#软热检;对轧线跟踪进行位置修正;关闭0#热检的故障检测窗口;对轧线跟踪进行位置修正;当轧线跟踪运行第二设定时间后,判断33#热检是否接通;开启32#热检的故障检测窗口,激活32#软热检;对轧线跟踪进行位置修正;关闭32#热检的故障检测窗口;对轧线跟踪进行位置修正;对轧线跟踪进行位置修正,保障跟踪正常

热连轧窄带钢自动宽度设定方法.docx
热连轧窄带钢自动宽度设定方法热连轧窄带钢自动宽度设定方法摘要:热连轧窄带钢是一种高效的钢材生产方式,其宽度的自动设定对于材料的质量和生产效率具有重要影响。本论文将探讨热连轧窄带钢的自动宽度设定方法,包括传统的机械宽度设定方法、电子宽度设定方法以及基于深度学习的自适应宽度设定方法。通过比较不同的设定方法,可以找到最合适的自动宽度设定方法以提高钢材生产的效率和质量。1.引言热连轧窄带钢是一种通过高温轧制钢坯得到的窄幅钢材,常用于汽车、电子、航空等领域。由于其特殊的生产工艺和要求,宽度的确定对于钢材的质量和生产