
热连轧精轧机组窜辊控制方法.pdf

猫巷****松臣

1/8

2/8
3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热连轧精轧机组窜辊控制方法.pdf
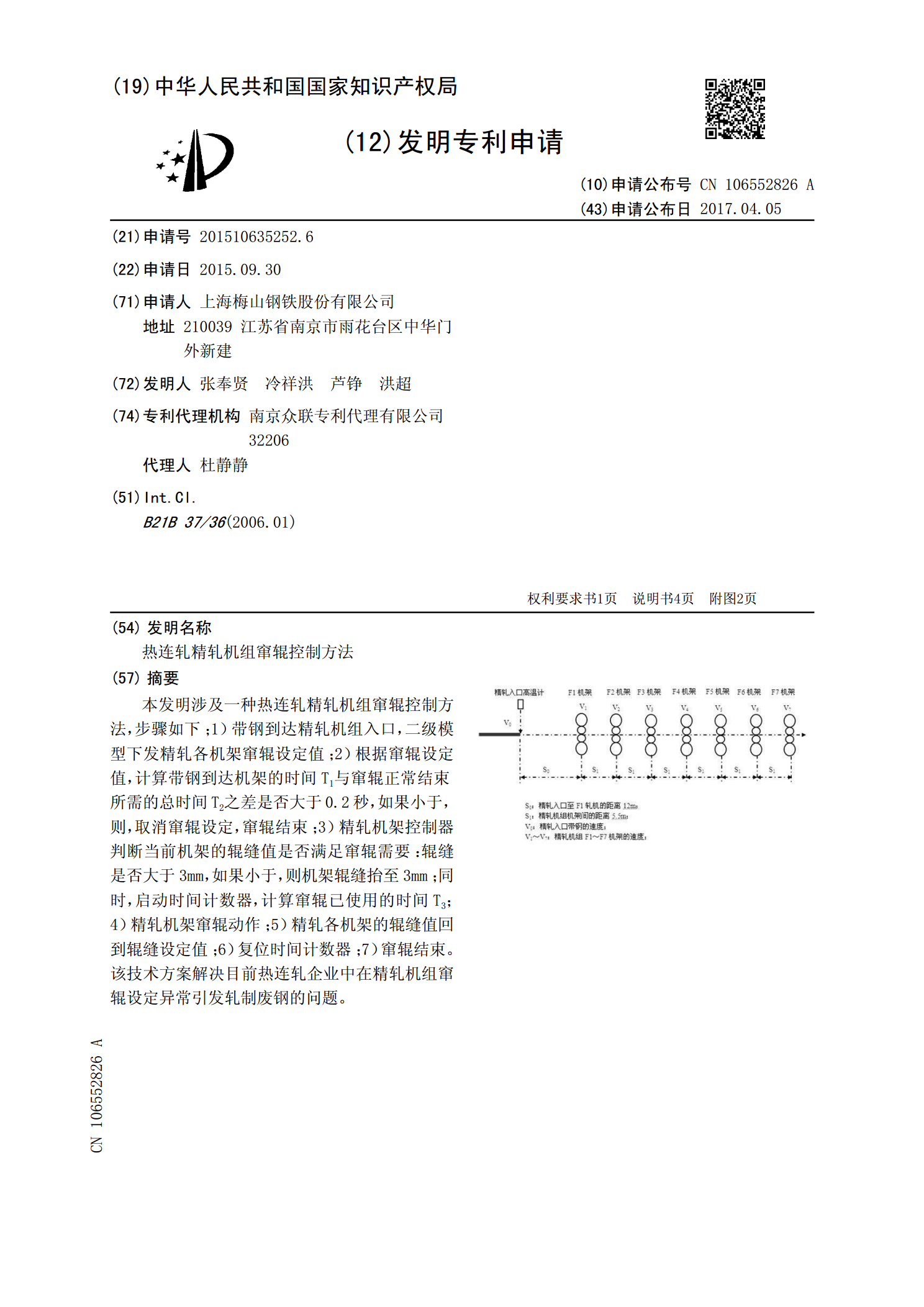
本发明涉及一种热连轧精轧机组窜辊控制方法,步骤如下;1)带钢到达精轧机组入口,二级模型下发精轧各机架窜辊设定值;2)根据窜辊设定值,计算带钢到达机架的时间T
一种热连轧精轧工作辊窜辊的控制方法.pdf
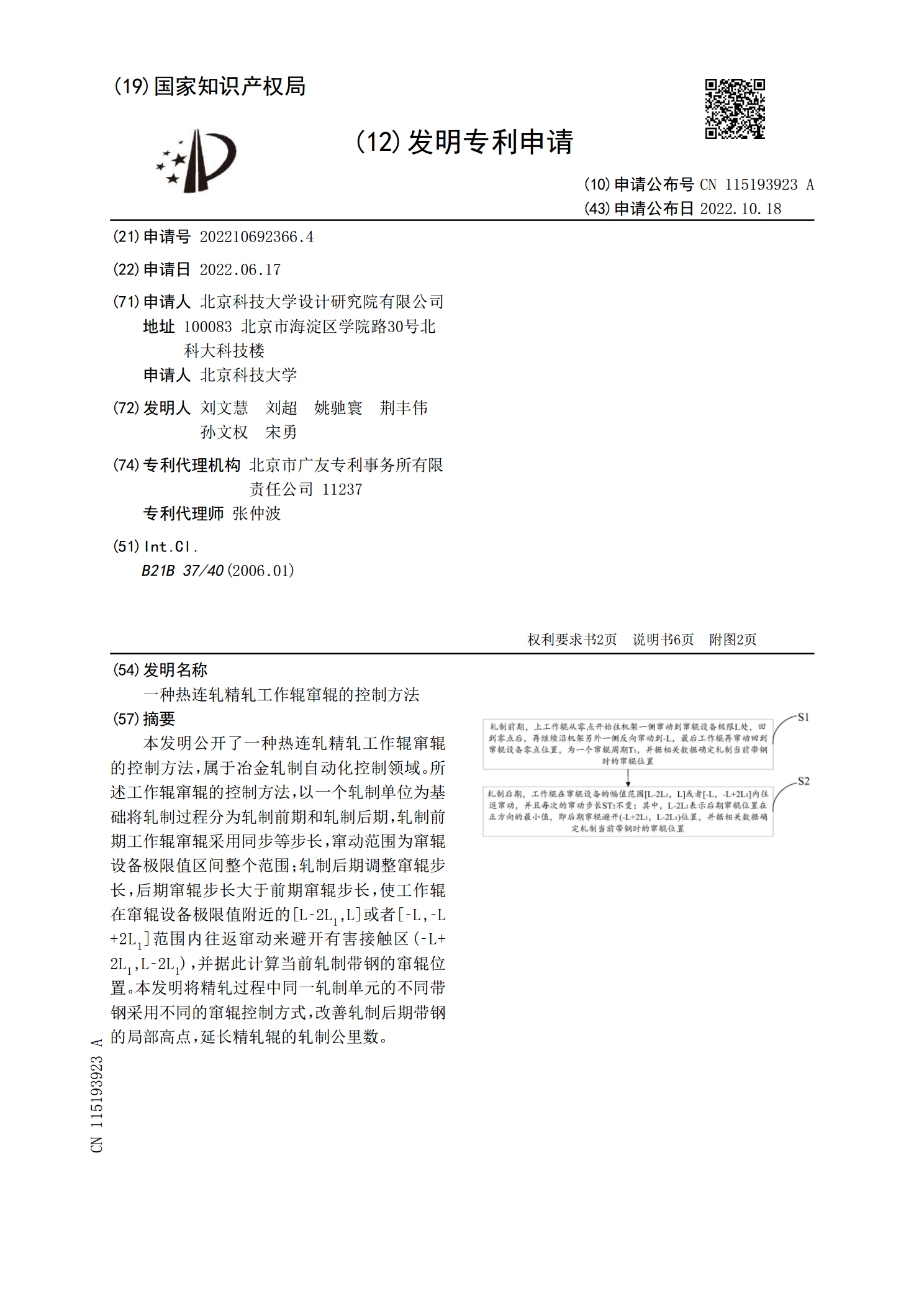
本发明公开了一种热连轧精轧工作辊窜辊的控制方法,属于冶金轧制自动化控制领域。所述工作辊窜辊的控制方法,以一个轧制单位为基础将轧制过程分为轧制前期和轧制后期,轧制前期工作辊窜辊采用同步等步长,窜动范围为窜辊设备极限值区间整个范围;轧制后期调整窜辊步长,后期窜辊步长大于前期窜辊步长,使工作辊在窜辊设备极限值附近的[L?2L<base:Sub>1</base:Sub>,L]或者[?L,?L+2L<base:Sub>1</base:Sub>]范围内往返窜动来避开有害接触区(?L+2L<base:Sub>1</ba

热连轧窜辊装置改造计算及热装工艺.docx
热连轧窜辊装置改造计算及热装工艺随着工业技术的不断发展和进步,国内许多企业开始吸纳全球前沿技术进行改造和升级。其中,热连轧窜辊装置的改造计算和热装工艺则受到了广泛关注。本文将针对此问题进行探讨,探讨其改造计算和热装工艺的相关知识。热连轧窜辊装置是热连轧生产线的重要组成部分。其主要作用是保证板材在热轧过程中的均匀性和可控性,提高产品的成品率和质量。改造计算是其重要的前置工作,其重点在于评估设备当前的性能和运行状况,找到可优化的部分,提高设备的可靠性和生产效率。改造计算具体包括以下几个方面:一、设备评估:通过
热连轧精轧机组带钢自动纠偏控制方法.pdf
本发明涉及一种热连轧精轧机组带钢自动纠偏控制方法,包括以下步骤:步骤一、在热连轧精轧机组的两相邻机架间设置带钢跑偏检测装置;步骤二、带钢跑偏检测装置带钢跑偏值△w;步骤三、根据带钢跑偏值△w计算出下游机架需要调整的辊缝偏差值△G;步骤四、计算带钢从检测装置到下游机架的时间T;步骤五、机架辊缝控制系统延时T时间,按照辊缝偏差值△G对下游机架的辊缝进行调整;步骤六、带钢跑偏检测装置检测位于带钢跑偏检测装置处的带钢跑偏值△w,并返回执行步骤三,直到下游机架抛钢;下游机架抛钢后将下游机架辊缝偏差△G清零。本发明根

一种热连轧精轧机组弯辊的优化设定方法.pdf
一种热连轧精轧机组弯辊的优化设定方法,涉及热轧带钢板形控制领域,解决现有技术仅考虑热轧带钢头部板形控制需要来设定弯辊力的问题。本发明提出的弯辊优化设定方法对带钢全长轧制过程进行考虑,根据最近一次同钢种规格带钢的实际轧制力和凸度变化情况,预算本块带钢用于板形全长实时控制所需要的弯辊力变化值,结合弯辊的设备能力极限,为带钢中尾部板形控制需要预留必要的弯辊力调节量,而不是简单考虑将弯辊力设定在平衡力附近,而是根据整个轧制过程需要的弯辊力调节量,预先留出需要的弯辊能力,最大限度地利用弯辊设备能力。本发明考虑了热轧