
超短槽孔制作方法及印制线路板.pdf

努力****恨风


1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超短槽孔制作方法及印制线路板.pdf
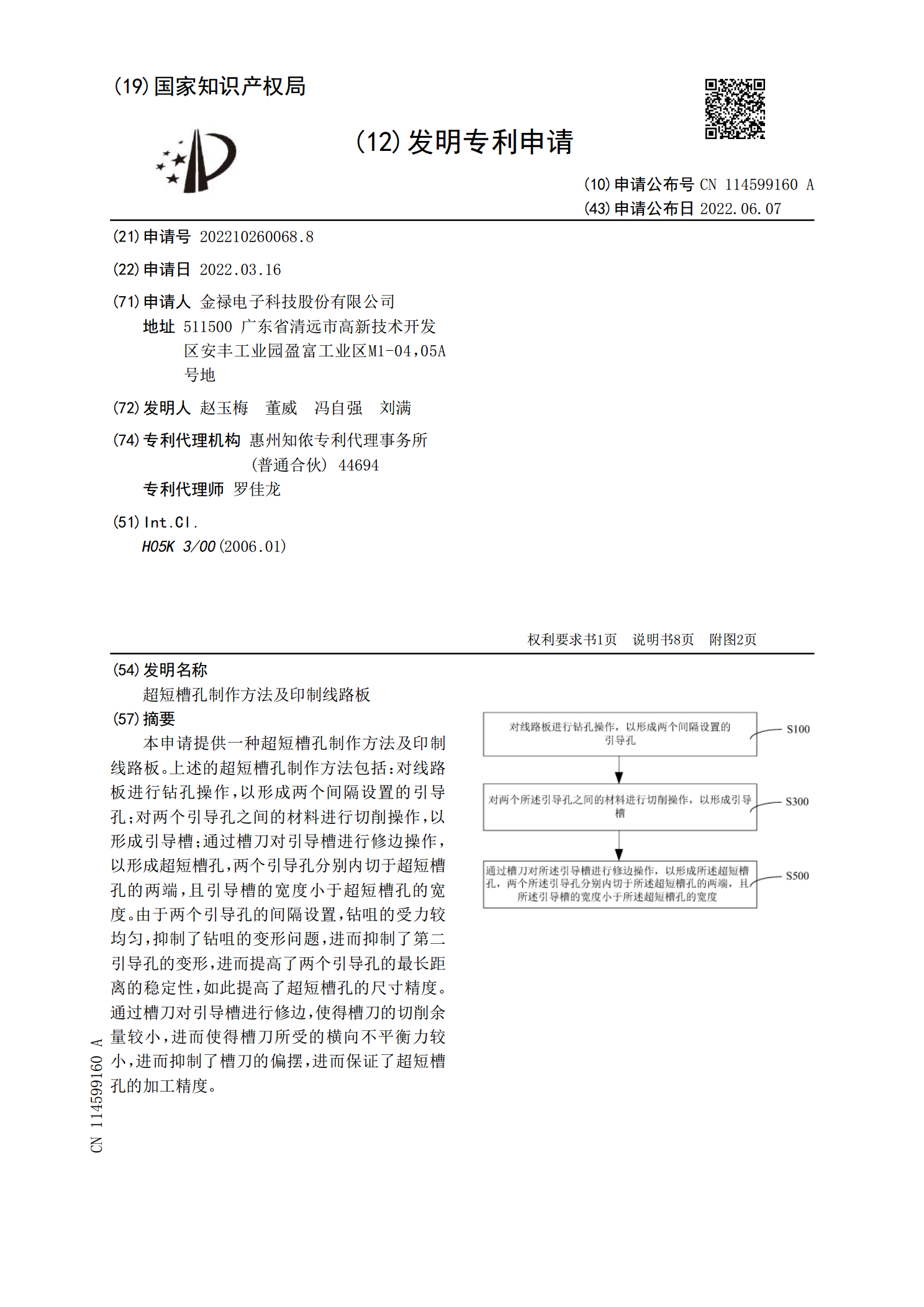
本申请提供一种超短槽孔制作方法及印制线路板。上述的超短槽孔制作方法包括:对线路板进行钻孔操作,以形成两个间隔设置的引导孔;对两个引导孔之间的材料进行切削操作,以形成引导槽;通过槽刀对引导槽进行修边操作,以形成超短槽孔,两个引导孔分别内切于超短槽孔的两端,且引导槽的宽度小于超短槽孔的宽度。由于两个引导孔的间隔设置,钻咀的受力较均匀,抑制了钻咀的变形问题,进而抑制了第二引导孔的变形,进而提高了两个引导孔的最长距离的稳定性,如此提高了超短槽孔的尺寸精度。通过槽刀对引导槽进行修边,使得槽刀的切削余量较小,进而使得
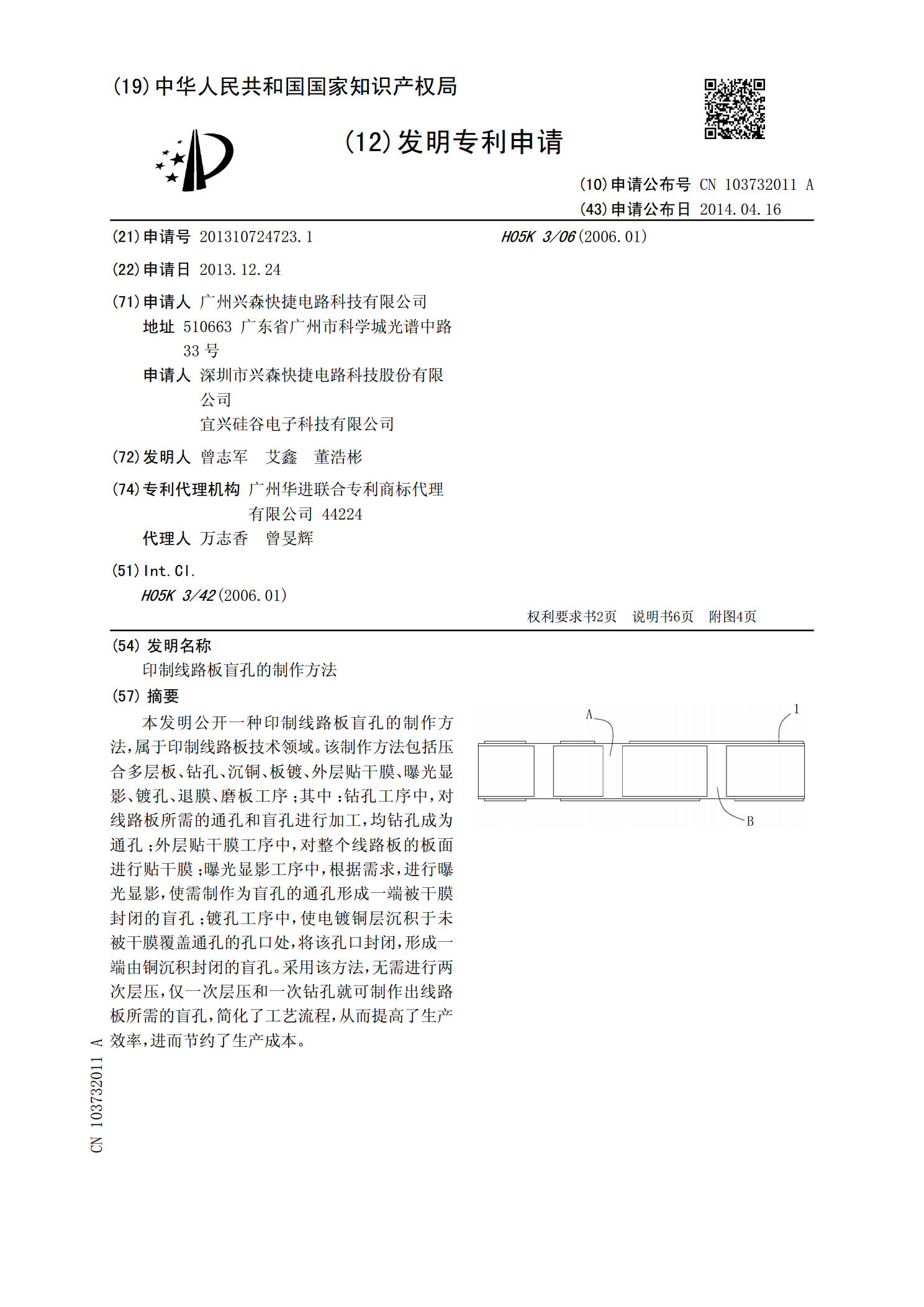
印制线路板盲孔的制作方法.pdf
本发明公开一种印制线路板盲孔的制作方法,属于印制线路板技术领域。该制作方法包括压合多层板、钻孔、沉铜、板镀、外层贴干膜、曝光显影、镀孔、退膜、磨板工序;其中:钻孔工序中,对线路板所需的通孔和盲孔进行加工,均钻孔成为通孔;外层贴干膜工序中,对整个线路板的板面进行贴干膜;曝光显影工序中,根据需求,进行曝光显影,使需制作为盲孔的通孔形成一端被干膜封闭的盲孔;镀孔工序中,使电镀铜层沉积于未被干膜覆盖通孔的孔口处,将该孔口封闭,形成一端由铜沉积封闭的盲孔。采用该方法,无需进行两次层压,仅一次层压和一次钻孔就可制作出

一种含有盲孔的印制线路板的制作方法及其印制线路板.pdf
本发明提供一种含有盲孔的印制线路板的制作方法,所述方法包括:步骤S1):在内层芯板上设置第一对位单元和第二对位单元;步骤S2):待内层芯板侧面压合增层后,根据所述第一对位单元在所述增层上形成X-ray对位孔以及盲孔对位孔,所述盲孔对位孔中露出第二对位单元;步骤S3):以X-ray对位孔为对位基准,在所述增层上进行层间工艺,所述层间工艺包含,以第二对位单元为对位基准形成有效区域内的盲孔。采用该制作方法能有效提高印制线路板中层与层之间的对位精度,从而能够满足高阶HDI印制线路板的制作要求。

印制线路板制作方法及印制线路板.pdf
本申请公开了一种印制线路板制作方法及印制线路板,印制线路板制作方法包括:在半固化片、第一子板、第二子板上分别钻出第一定位通孔、第二定位通孔、第三定位通孔;在所述半固化片上与所述第一子板的焊盘连接的位置钻出第一通孔;将导电膏塞入所述半固化片上的所述第一通孔内;将所述第三定位通孔、所述第一定位通孔对齐,并将所述第一定位通孔与所述第二定位通孔对齐,得到依次叠设的所述第一子板、所述半固化片、所述第二子板;对依次叠设的所述第一子板、所述半固化片、所述第二子板进行处理,得到目标印制线路板;其中,所述第一子板、所述第二
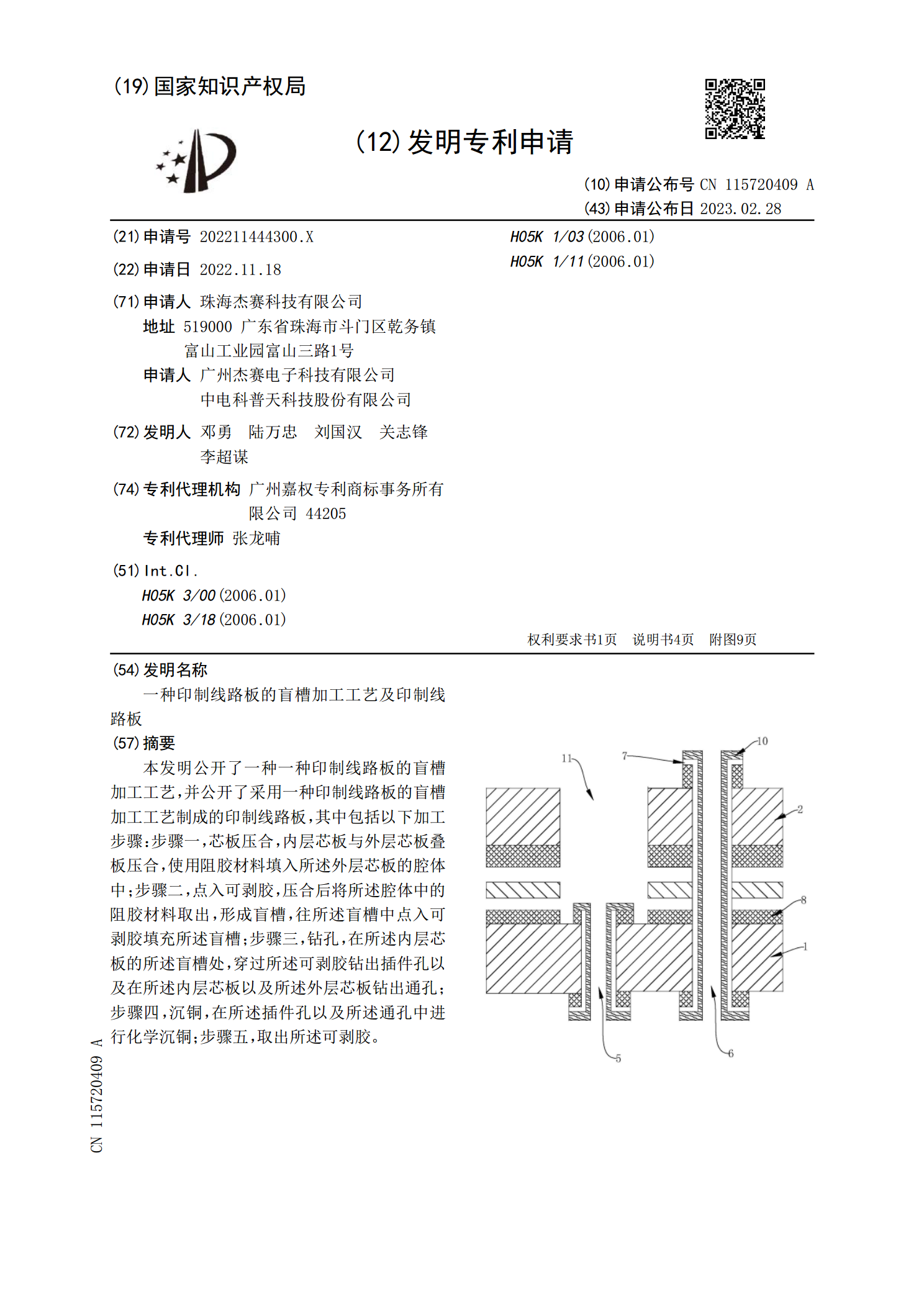
一种印制线路板的盲槽加工工艺及印制线路板.pdf
本发明公开了一种一种印制线路板的盲槽加工工艺,并公开了采用一种印制线路板的盲槽加工工艺制成的印制线路板,其中包括以下加工步骤:步骤一,芯板压合,内层芯板与外层芯板叠板压合,使用阻胶材料填入所述外层芯板的腔体中;步骤二,点入可剥胶,压合后将所述腔体中的阻胶材料取出,形成盲槽,往所述盲槽中点入可剥胶填充所述盲槽;步骤三,钻孔,在所述内层芯板的所述盲槽处,穿过所述可剥胶钻出插件孔以及在所述内层芯板以及所述外层芯板钻出通孔;步骤四,沉铜,在所述插件孔以及所述通孔中进行化学沉铜;步骤五,取出所述可剥胶。