
基于塞孔处理线路板阻焊制备方法及线路板.pdf

努力****冰心

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于塞孔处理线路板阻焊制备方法及线路板.pdf
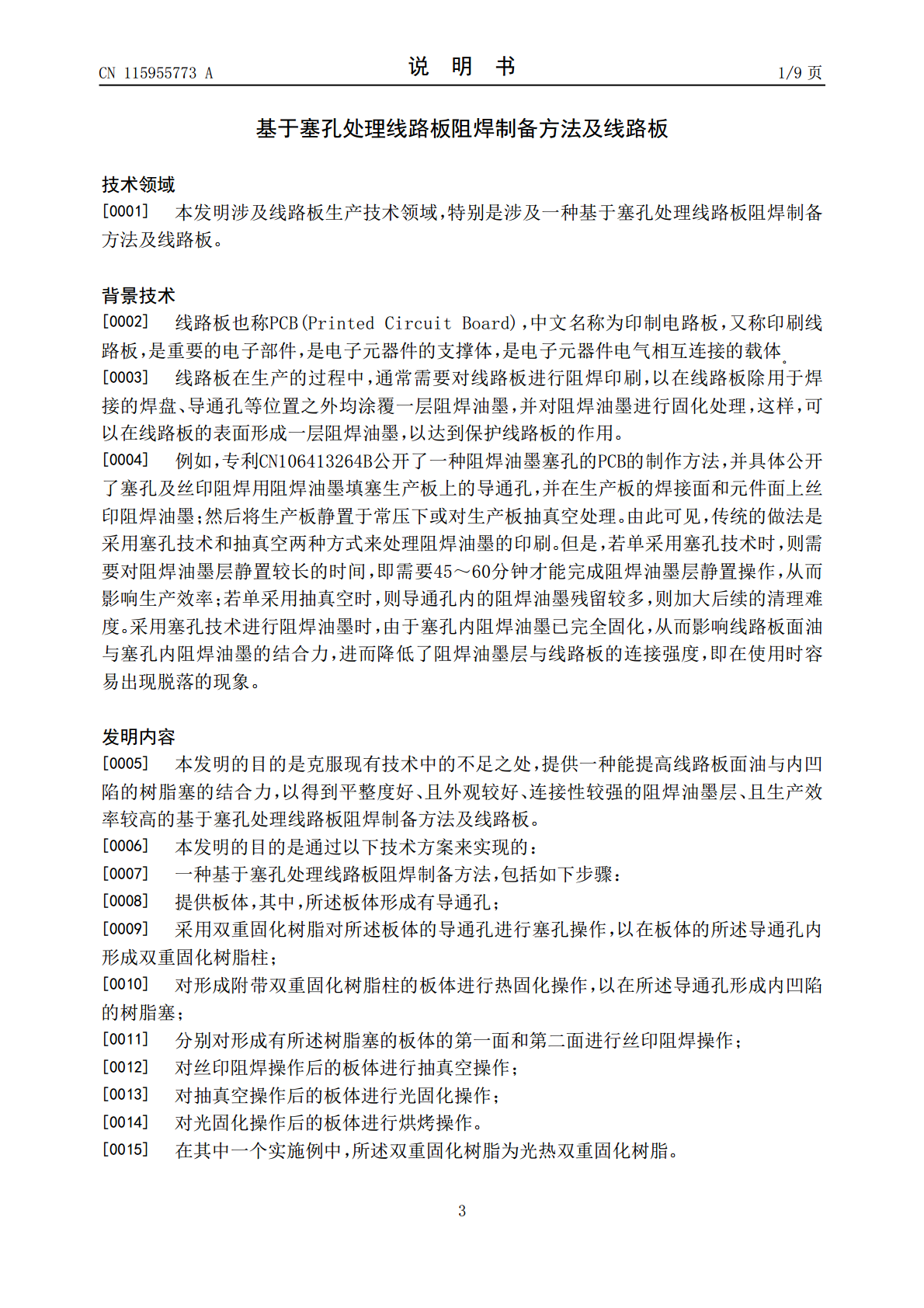
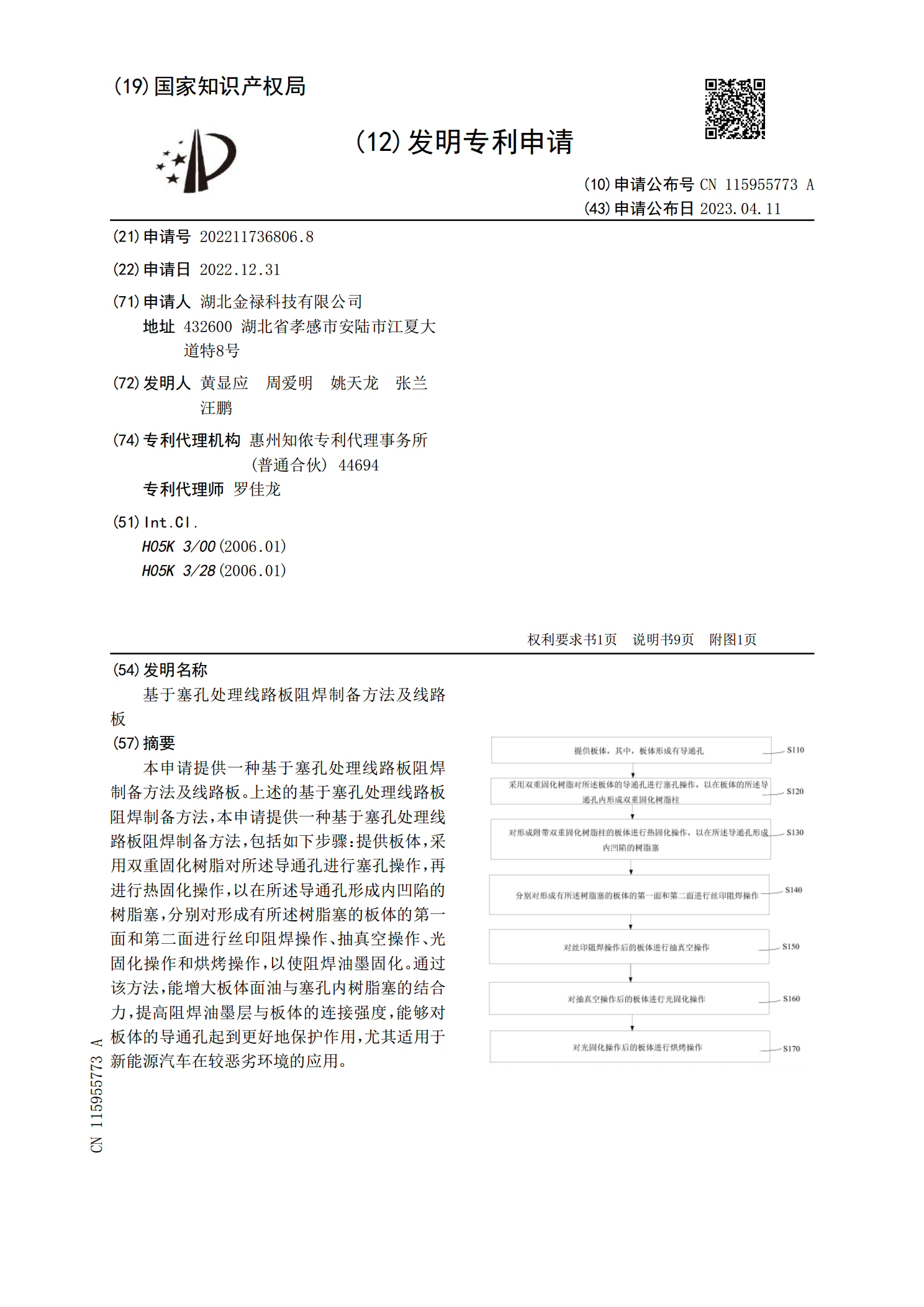
本申请提供一种基于塞孔处理线路板阻焊制备方法及线路板。上述的基于塞孔处理线路板阻焊制备方法,本申请提供一种基于塞孔处理线路板阻焊制备方法,包括如下步骤:提供板体,采用双重固化树脂对所述导通孔进行塞孔操作,再进行热固化操作,以在所述导通孔形成内凹陷的树脂塞,分别对形成有所述树脂塞的板体的第一面和第二面进行丝印阻焊操作、抽真空操作、光固化操作和烘烤操作,以使阻焊油墨固化。通过该方法,能增大板体面油与塞孔内树脂塞的结合力,提高阻焊油墨层与板体的连接强度,能够对板体的导通孔起到更好地保护作用,尤其适用于新能源汽车
线路板及其阻焊塞孔制作方法.pdf
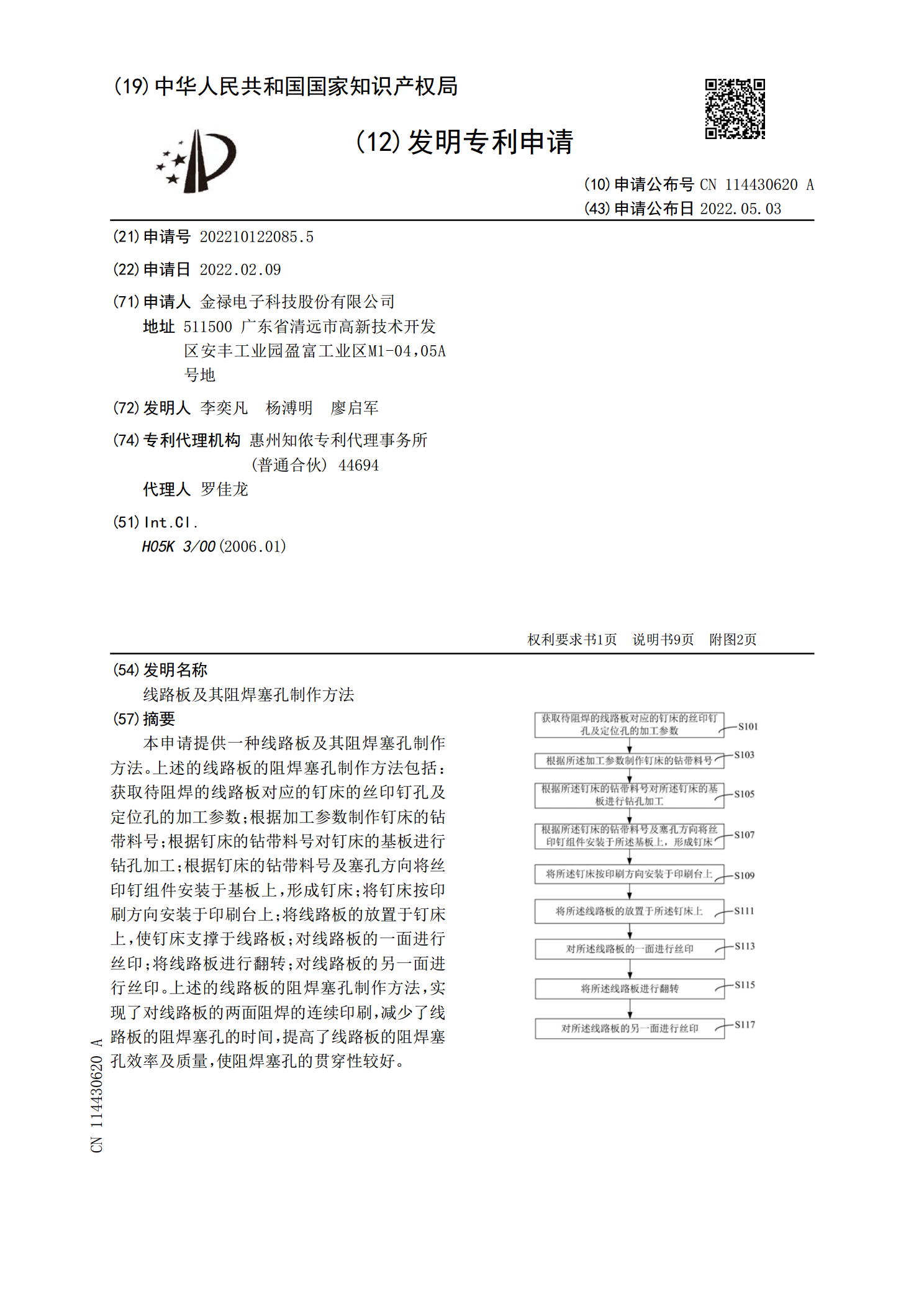
本申请提供一种线路板及其阻焊塞孔制作方法。上述的线路板的阻焊塞孔制作方法包括:获取待阻焊的线路板对应的钉床的丝印钉孔及定位孔的加工参数;根据加工参数制作钉床的钻带料号;根据钉床的钻带料号对钉床的基板进行钻孔加工;根据钉床的钻带料号及塞孔方向将丝印钉组件安装于基板上,形成钉床;将钉床按印刷方向安装于印刷台上;将线路板的放置于钉床上,使钉床支撑于线路板;对线路板的一面进行丝印;将线路板进行翻转;对线路板的另一面进行丝印。上述的线路板的阻焊塞孔制作方法,实现了对线路板的两面阻焊的连续印刷,减少了线路板的阻焊塞孔

改善线路板阻焊塞孔冒油的方法.pdf
本发明公开了一种改善线路板阻焊塞孔冒油的方法,用于对线路板上的待塞孔进行阻焊塞孔处理,包括以下步骤:阻焊前处理:进行磨板处理,清洁线路板表面,在线路板的铜面形成粗糙度;烘板处理:在阻焊前处理步骤之前进行前烘板处理,及/或,在阻焊前处理步骤之后行进后烘板处理;阻焊塞孔:对线路板上的待塞孔进行塞孔处理;在线路板上印刷阻焊油墨;对线路板进行对位、曝光及显影处理;对线路板进行终固化处理。所述改善线路板阻焊塞孔冒油的方法,能够去除线路板上孔和基材内残留的水分,有效地改善线路板阻焊塞孔固化后出现冒油的缺陷,提高产品的

一种线路板通孔阻焊油墨塞孔深度大于80%的制作方法.pdf
一种线路板通孔阻焊油墨塞孔深度大于80%的制作方法;包括如下步骤:S1.制作含有通孔的线路板;S2.制作开窗铝板;对线路板上的通孔进行阻焊油墨塞孔;S3.制作菲林挡板;S4.对线路板进行烘烤;S5.制作曝光底片l;S6.将曝光底片粘贴在线路板上,对线路板进行曝光显影,固化;S7.对线路板进行文字印刷;S8.将线路板放入烤箱中进行低温烘烤,然后放入隧道炉中进行高温烘烤;S9.对线路板进行表面处理,外形加工,制成线路板。本发明实现阻焊油墨深度大于80%要求,提高了线路板中的阻焊油墨塞孔的品质;避免线路板的通孔

线路板及其阻焊方法.pdf
本申请提供一种线路板及其阻焊方法。上述的线路板的阻焊方法包括如下步骤:获取待阻焊线路板;对待阻焊线路板进行前处理,以使待阻焊线路板上形成厚度一致的阻焊层;对前处理后的待阻焊线路板与菲林片进行对位固定操作,得到待曝光线路板;采用硬光基材板对待曝光线路板进行承载处理,以使待曝光线路板的菲林片承载于硬光基材板上;对承载处理后的待曝光线路板进行后处理操作。上述的线路板的阻焊方法能有效消除菲林印,进而能提高线路板外观和品质。