
蓄热部件及其制造方法.pdf

是你****馨呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
蓄热部件及其制造方法.pdf
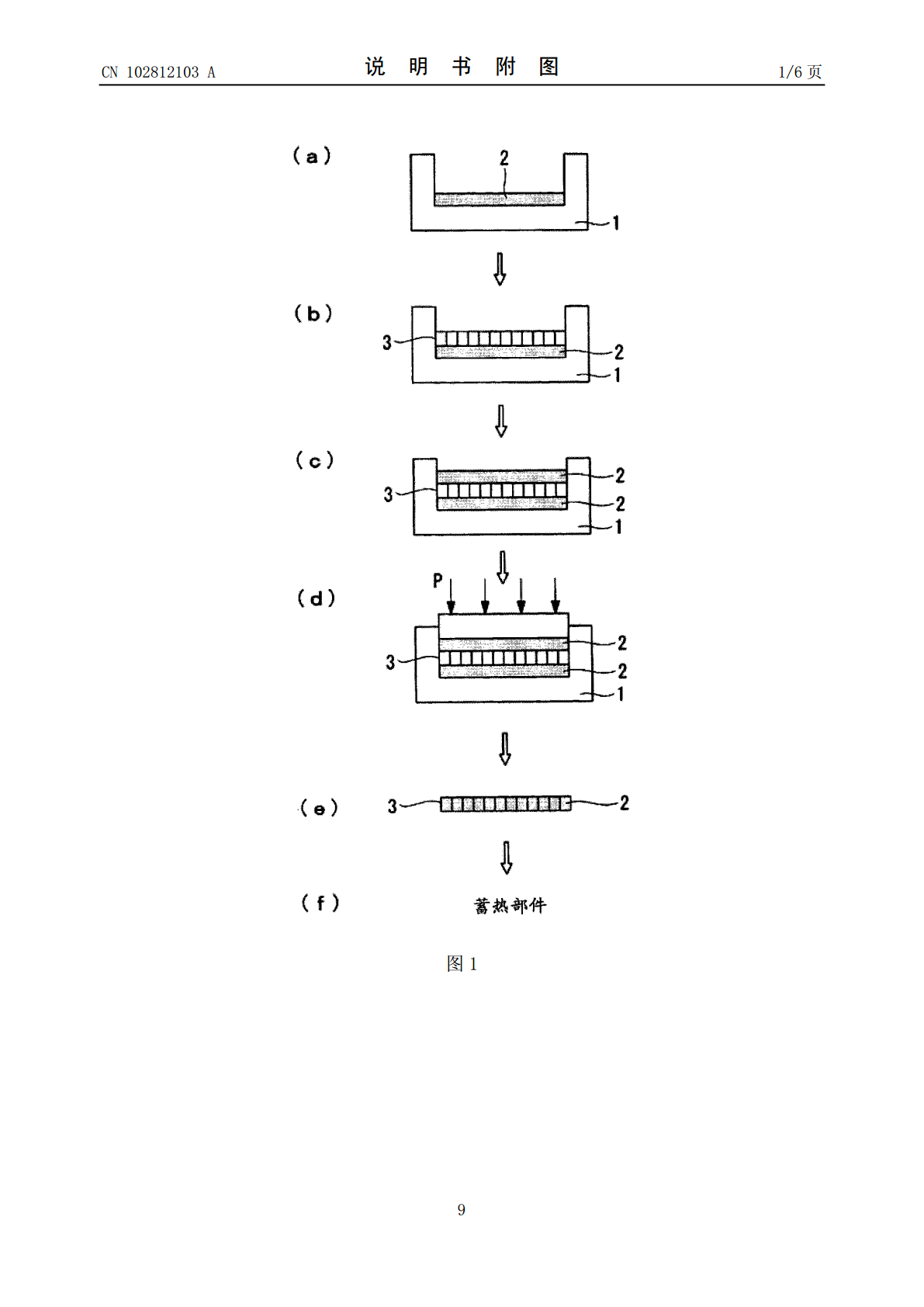
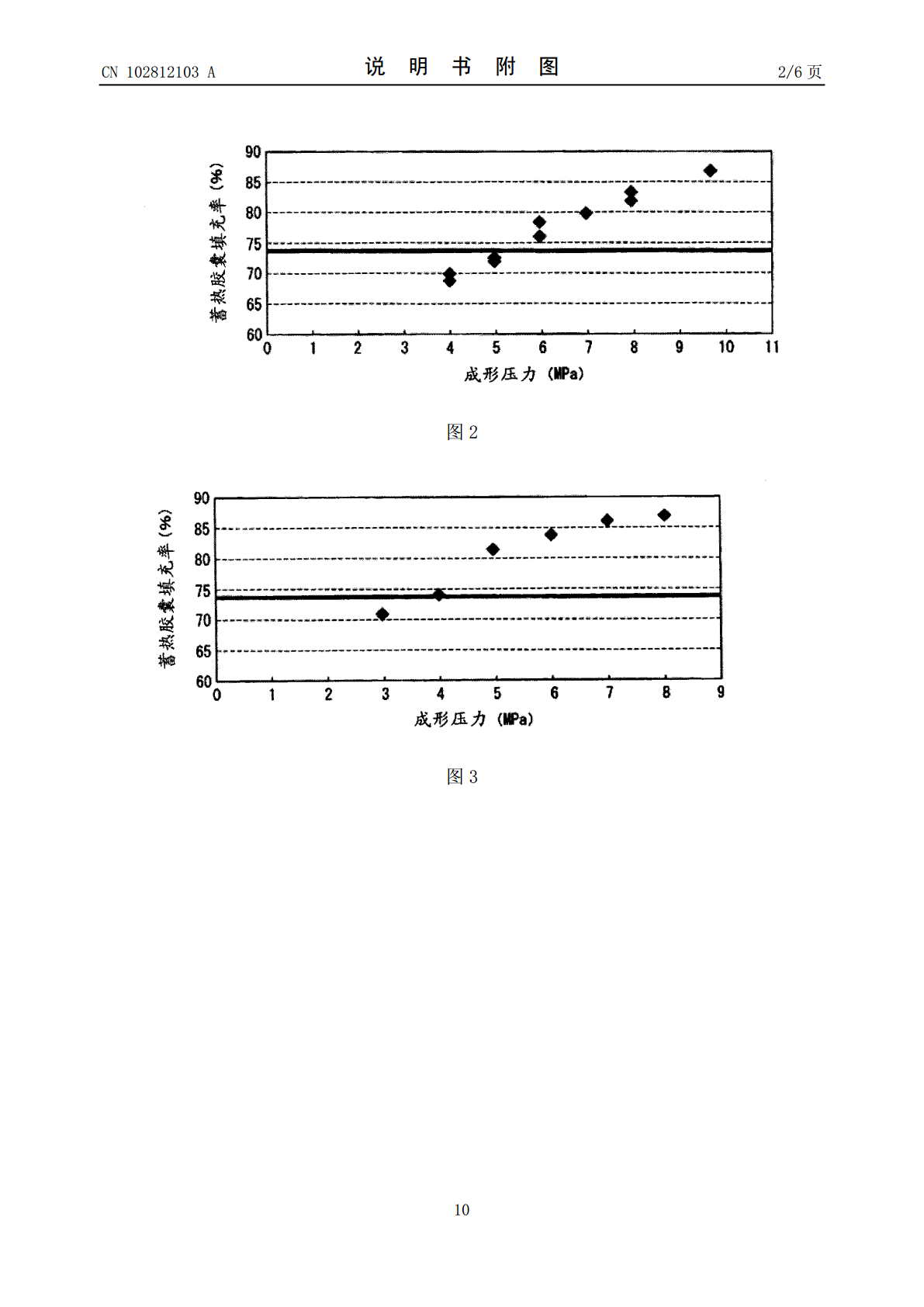
本发明的目的在于提供一种可应用于航天器、重量轻且价格便宜的蓄热部件。蓄热部件具备具有多个小室的蜂窝结构体(3),并通过在各小室内填充内部包含蓄热材料的胶囊和导热填料而制成。通过使蜂窝结构体(3)中填充内部包含蓄热材料的胶囊和导热填料,即使在蓄热部件较厚时,也可以获得导热性良好、重量轻且价格便宜的蓄热部件。此外,蓄热部件通过下述方法制造:以覆盖蜂窝结构体(3)小室开口部的至少一面的方式使原料(2)接触配置,并在4MPa以上且10MPa以下的压力下进行单轴压力成形,从而将原料(2)填充于小室内,所述原料(2)

绝缘部件及其制造方法.pdf
本发明提供一种绝缘部件,其特征在于:是装配在形成于定子芯的内周面的槽缝中的绝缘部件,具备基座和树脂成型体,所述基座具有:由1片的绝缘片形成且覆盖上述槽缝内部的槽缝部、和设于上述槽缝部的轴线方向的至少一端且从槽缝部以近似直角向外方延伸的折弯部,所述树脂成型体密合安装在上述折弯部。根据该绝缘部件,可以实现电动机、电动发电机等旋转电机的小型化、高效率化、大功率化。
线圈部件及其制造方法.pdf
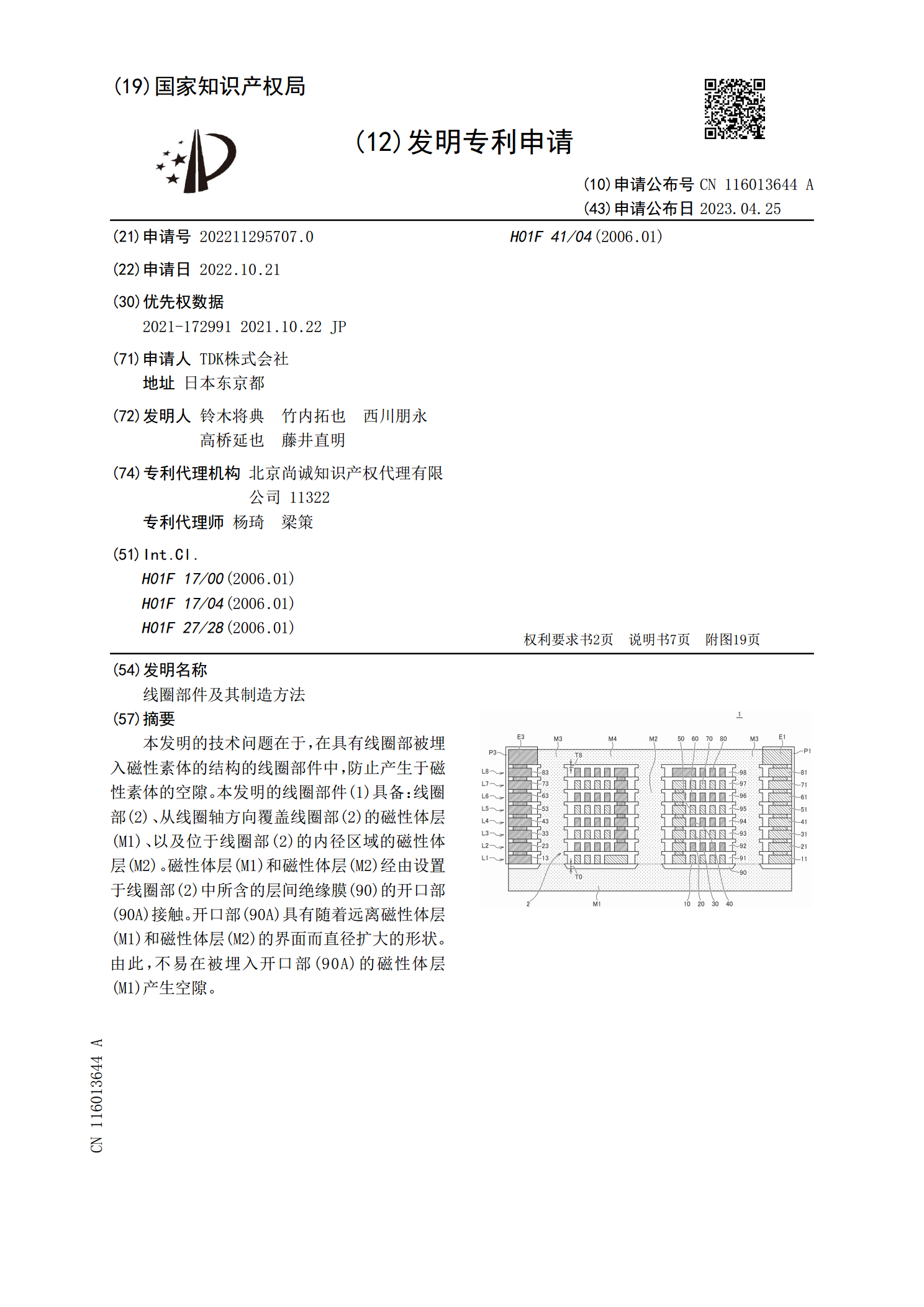
本发明的技术问题在于,在具有线圈部被埋入磁性素体的结构的线圈部件中,防止产生于磁性素体的空隙。本发明的线圈部件(1)具备:线圈部(2)、从线圈轴方向覆盖线圈部(2)的磁性体层(M1)、以及位于线圈部(2)的内径区域的磁性体层(M2)。磁性体层(M1)和磁性体层(M2)经由设置于线圈部(2)中所含的层间绝缘膜(90)的开口部(90A)接触。开口部(90A)具有随着远离磁性体层(M1)和磁性体层(M2)的界面而直径扩大的形状。由此,不易在被埋入开口部(90A)的磁性体层(M1)产生空隙。

轴承部件及其制造方法.pdf
一种轴承部件,由铬?钼?钒合金工具钢构成,其制造工艺包括:(i)执行600~650℃温度范围内的第一次预热处理;(ii)执行850~900℃温度范围内的第二次预热处理;(iii)在真空1000~1180℃条件下进行奥氏体化20~40分钟;(iv)在至少4~5bar的超压下进行气体淬火;(v)回火:在520~560℃条件下进行两次回火,每次1.5~2.5小时,或者,在520~560℃条件下进行三次回火,每次0.5~1.5小时。钢合金包含以下成分(以质量百分比计):1.32~1.45C、0.32~0.50Si
弯曲部件及其制造方法.pdf
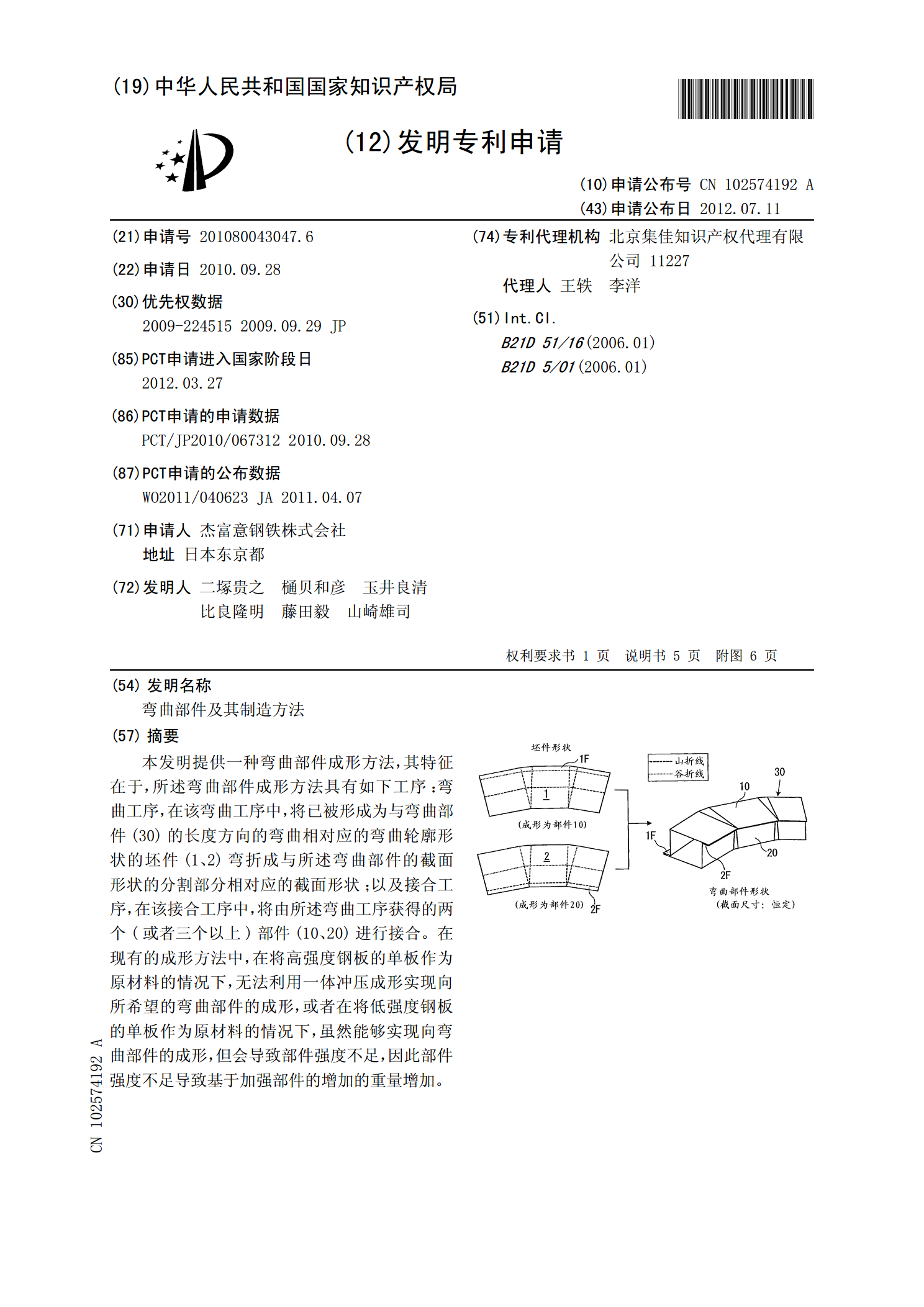
本发明提供一种弯曲部件成形方法,其特征在于,所述弯曲部件成形方法具有如下工序:弯曲工序,在该弯曲工序中,将已被形成为与弯曲部件(30)的长度方向的弯曲相对应的弯曲轮廓形状的坯件(1、2)弯折成与所述弯曲部件的截面形状的分割部分相对应的截面形状;以及接合工序,在该接合工序中,将由所述弯曲工序获得的两个(或者三个以上)部件(10、20)进行接合。在现有的成形方法中,在将高强度钢板的单板作为原材料的情况下,无法利用一体冲压成形实现向所希望的弯曲部件的成形,或者在将低强度钢板的单板作为原材料的情况下,虽然能够实现