
一种单侧火烧面复合石材板的制造方法.pdf

淑然****by

1/9
2/9

3/9

4/9
5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种单侧火烧面复合石材板的制造方法.pdf
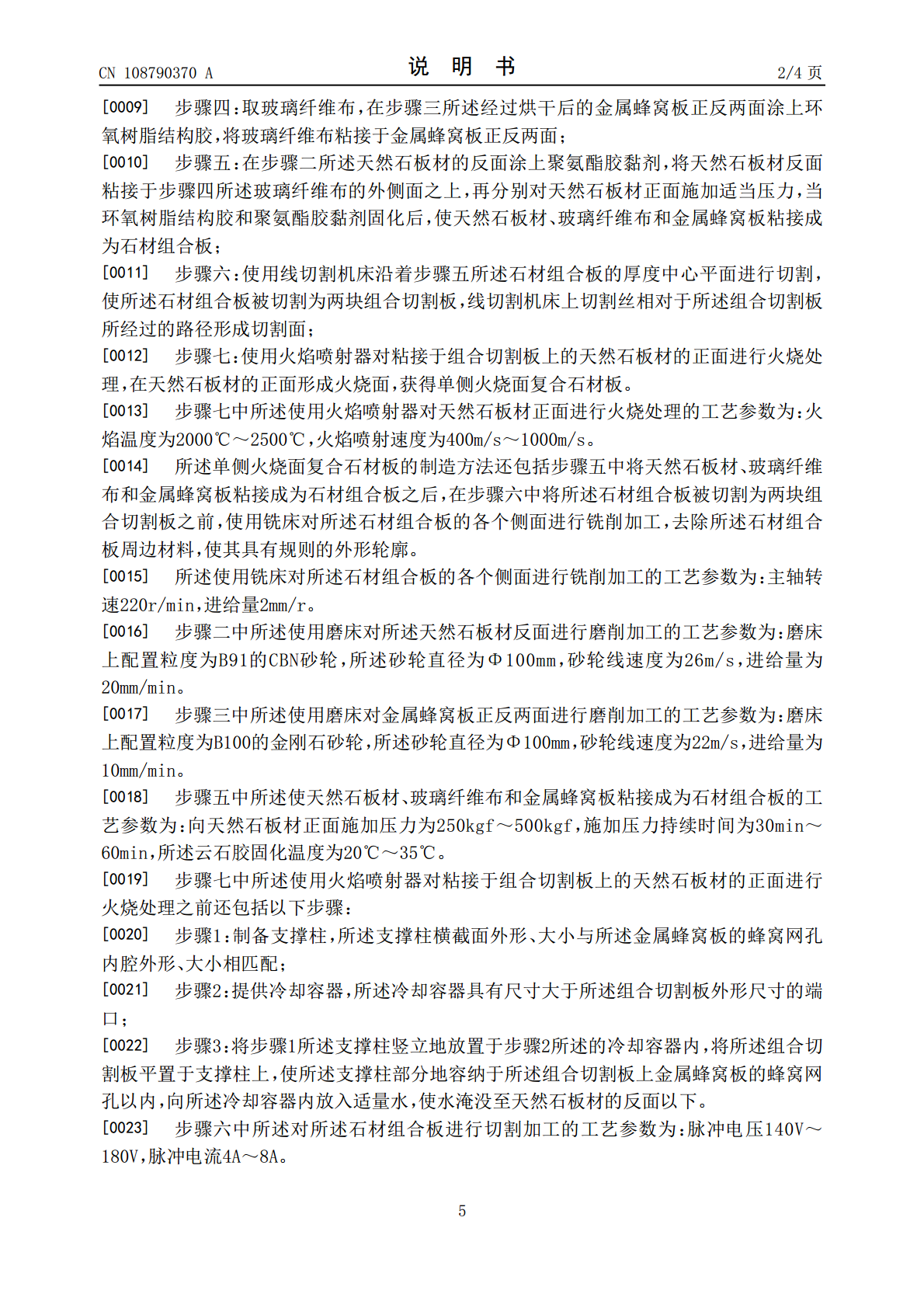
本发明提供一种单侧火烧面复合石材板的制造方法,包括对金属蜂窝板正反两面和天然石板材反面进行磨削加工、将金属蜂窝板和天然石板材烘干、将玻璃纤维布和天然石板材依次粘接于金属蜂窝板的正反两面、对制成的石材组合板进行切割分型、使用火焰喷射器对天然石板材正面进行火烧处理;采用本发明的技术方案,通过设置金属蜂窝板层和玻璃纤维布层,使单侧火烧面复合石材板的整体结构强度大大增加,并提高了抗冲击性能和散热性能,制造过程中无需使用过渡工艺零件,简化了制造工艺,经磨削加工处理后的天然石板材和金属蜂窝板平整度大大提高,避免了杂质
一种双面火烧面复合石材板及其制造方法.pdf
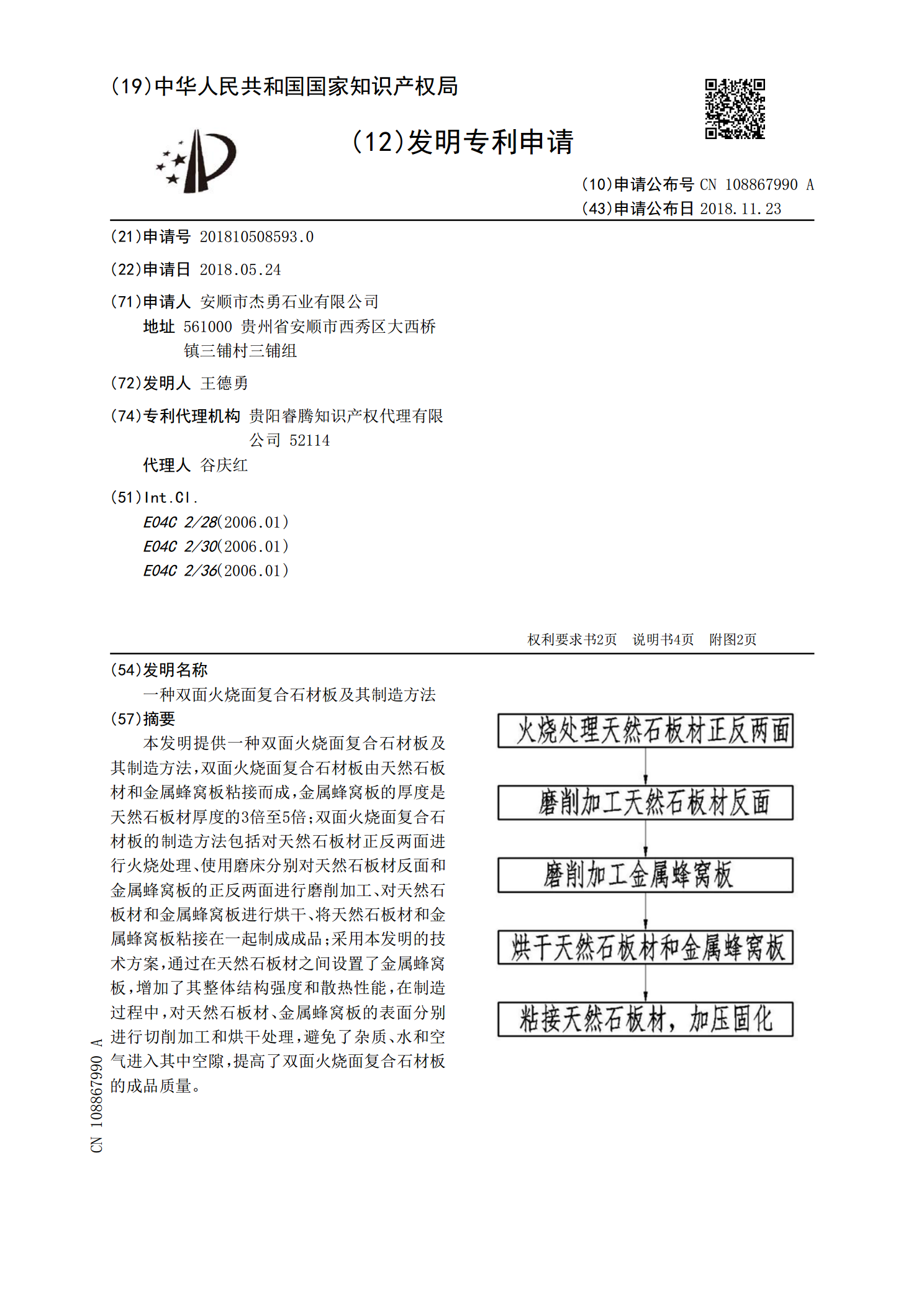
本发明提供一种双面火烧面复合石材板及其制造方法,双面火烧面复合石材板由天然石板材和金属蜂窝板粘接而成,金属蜂窝板的厚度是天然石板材厚度的3倍至5倍;双面火烧面复合石材板的制造方法包括对天然石板材正反两面进行火烧处理、使用磨床分别对天然石板材反面和金属蜂窝板的正反两面进行磨削加工、对天然石板材和金属蜂窝板进行烘干、将天然石板材和金属蜂窝板粘接在一起制成成品;采用本发明的技术方案,通过在天然石板材之间设置了金属蜂窝板,增加了其整体结构强度和散热性能,在制造过程中,对天然石板材、金属蜂窝板的表面分别进行切削加工

一种复合石材制造设备及其制造方法.pdf
本发明公开了复合石材技术领域一种复合石材制造设备及其制造方法,第一升降装置带动模框升降,第二升降装置带动底模板升降,直线电机带动箱体直线移动,多组输送泵安装在箱体外侧壁,箱体内部滑动连接有靠近或远离模框的多组橡胶刮片和一组压块,同一时刻其中一组凸轮带动对应的橡胶刮片或压块靠近模框,底板顶部设置有进料箱,进料箱内部通过X型叉架连接有料盘,伸缩装置输出端的推板通过进料口将进料箱内腔的原料从出料口推向模框,本发明有利于控制复合石材的喷涂厚度,准确的控制复合石材中各个材质的厚度。
一种复合铝蜂窝板的制造方法.pdf
本发明属于高速动车、城际列车、城轨列车、中低速铁路客车所用的铝蜂窝地板生产领域,具体涉及一种复合铝蜂窝板的制造方法;其包括如下步骤:步骤一,面板、背板、铝型材框架前处理步骤;步骤二,铝蜂窝芯前处理步骤;步骤三,胶膜前处理步骤;步骤四,同温处理;步骤五,装配步骤;步骤六,热压固化步骤;步骤七,冷压固化步骤;本发明不仅能够防止高速动车、城际列车、城轨列车、中低速铁路客车地板用复合铝蜂窝板出现开胶、鼓泡,还具有操作简单、易于实施推广的特点。

一种飞机轮胎的单侧脊型挡水胶板的制造方法.pdf
本发明公开了一种飞机轮胎的单侧脊型挡水胶板的制造方法,它是预先将带有挡水胶板的一侧设计在硫化模具的下模硫化;根据所设计的挡水胶板形状设计出其压出口型,用于挡水胶板胶条的压出;胎胚硫化时,将预处理好的胶条放在下模的凹槽内与预处理好的定型胎胚整体硫化成型。本发明主要通过硫化前在模具内预置胶条半成品,通过硫化在模具内成型、固定的方法。该方法能有效解决单侧带脊型挡水胶板的飞机轮胎硫化后在挡水胶板部位出现缺胶、胎里露线等缺陷的问题,提高了产品质量;防止挡水胶板在轮胎的使用过程中脱开甩掉,使用次数可提高10倍以上,提