
一种飞机轮胎的单侧脊型挡水胶板的制造方法.pdf

邻家****文章


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种飞机轮胎的单侧脊型挡水胶板的制造方法.pdf
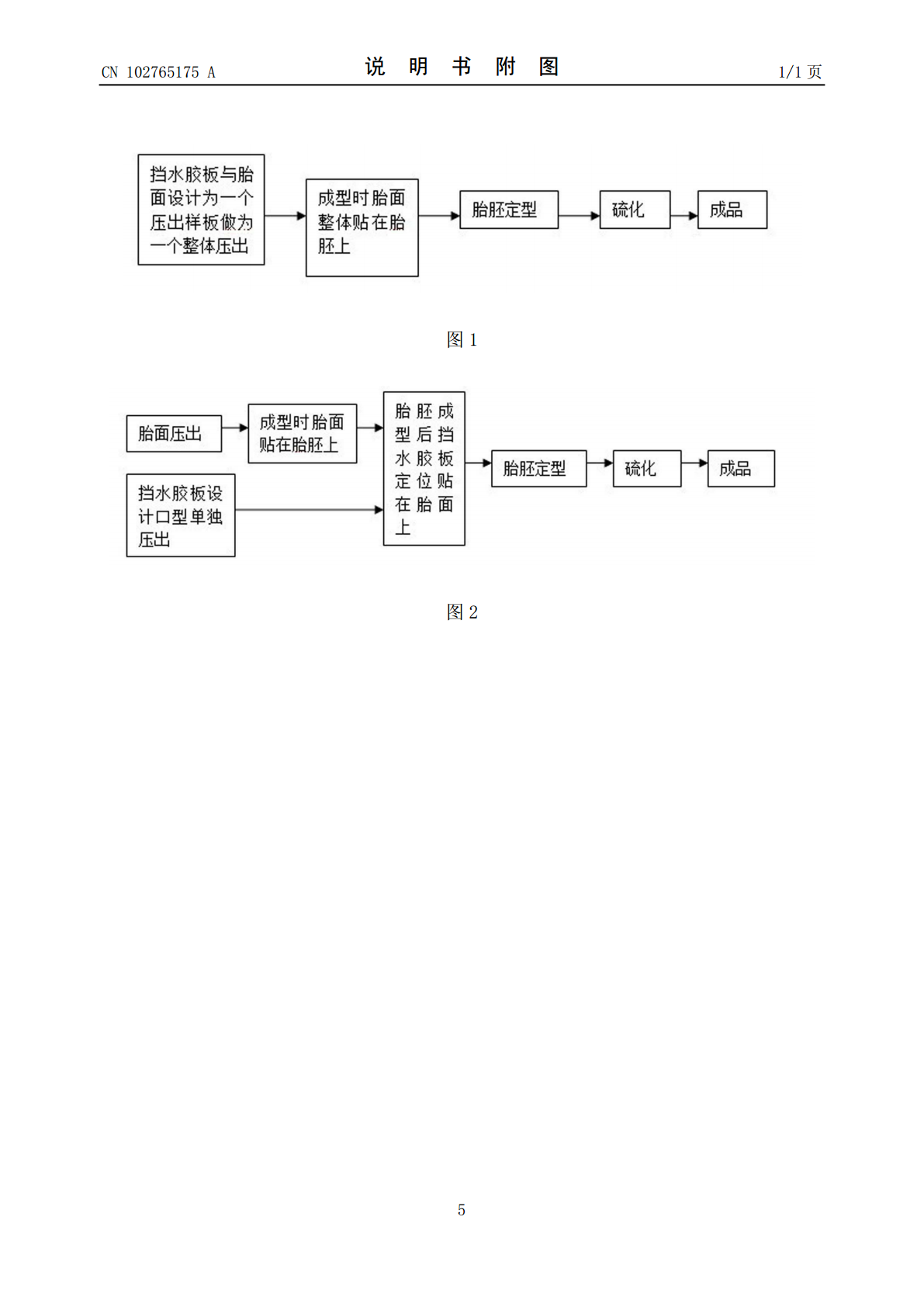
本发明公开了一种飞机轮胎的单侧脊型挡水胶板的制造方法,它是预先将带有挡水胶板的一侧设计在硫化模具的下模硫化;根据所设计的挡水胶板形状设计出其压出口型,用于挡水胶板胶条的压出;胎胚硫化时,将预处理好的胶条放在下模的凹槽内与预处理好的定型胎胚整体硫化成型。本发明主要通过硫化前在模具内预置胶条半成品,通过硫化在模具内成型、固定的方法。该方法能有效解决单侧带脊型挡水胶板的飞机轮胎硫化后在挡水胶板部位出现缺胶、胎里露线等缺陷的问题,提高了产品质量;防止挡水胶板在轮胎的使用过程中脱开甩掉,使用次数可提高10倍以上,提

一种单侧火烧面复合石材板的制造方法.pdf
本发明提供一种单侧火烧面复合石材板的制造方法,包括对金属蜂窝板正反两面和天然石板材反面进行磨削加工、将金属蜂窝板和天然石板材烘干、将玻璃纤维布和天然石板材依次粘接于金属蜂窝板的正反两面、对制成的石材组合板进行切割分型、使用火焰喷射器对天然石板材正面进行火烧处理;采用本发明的技术方案,通过设置金属蜂窝板层和玻璃纤维布层,使单侧火烧面复合石材板的整体结构强度大大增加,并提高了抗冲击性能和散热性能,制造过程中无需使用过渡工艺零件,简化了制造工艺,经磨削加工处理后的天然石板材和金属蜂窝板平整度大大提高,避免了杂质

一种轮胎模具侧板加工方法.pdf
本发明提供一种轮胎模具侧板加工方法,所述轮胎模具侧板加工方法包括如下步骤:1)根据轮胎模具图铸造或锻打毛坯,将毛坯粗车后再进行热处理以及退火处理;2)将步骤1)得到的毛坯置于轮胎模具侧板加工装置的表面,在此之前,将轮胎模具侧板加工装置与车床进行配合安装,对毛坯进行精车处理;3)将步骤2)所得毛坯通过定位装置进行气孔位定点和钻深孔,对气孔底孔进行扩孔、攘气套处理,通过精车、刻字、修整处理,即得轮胎模具侧板;4)取下轮胎模具侧板,使用轮胎模具侧板加工装置对活块进行夹持,进而进行表面加工处理,本发明能够对轮胎模
一种轮胎模具侧板加工方法.pdf
本发明提供了一种轮胎模具侧板加工方法,涉及轮胎模具技术领域。包括以下步骤:根据轮胎模具图铸造或锻打毛坯,将毛坯粗车后再进行热处理以及退火处理;将所得毛坯进行半精车处理;将所得毛坯通过定位装置进行气孔位定点和钻深孔;将所得气孔底孔进行扩孔、攘气套处理;将所得毛坯通过精车、刻字、修整处理,即得轮胎模具侧板。本发明提供了一种轮胎模具侧板加工方法,不需要人工划线即可完成气孔定位,同时可以满足气孔大小的调节,大大提高了工作效率,并且钻孔精度较高,本发明工艺简单,使用方便。

一种图文组件的制造方法、图文组件及轮胎模具侧板.pdf
本发明涉及轮胎模具制造领域,旨在改善现有技术中硫化后的轮胎胎侧出现胶毛的问题,提供一种图文组件的制造方法、图文组件及轮胎模具侧板。本发明提供的图文组件的制造方法通过在图文框上开设图文块槽,将与图文框的热膨胀系数不同的金属液浇注到图文块槽内,自然形成具备图文块的图文组件。由于金属液的热膨胀系数与图文框的热膨胀系数不同,因此金属液冷却形成的图文块与图文框之间自然形成作为排气通道的间隙,从而能够实现胎侧的字体或图案处的无气孔排气,硫化后的轮胎侧面字体或图案处不会出现胶毛。本发明提供的轮胎模具侧板包括上述图文组件