
一种机器人追踪方法及追踪装置.pdf

雨巷****彦峰


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种机器人追踪方法及追踪装置.pdf
本发明公开了一种机器人追踪方法及追踪装置,图像采集模块与图像处理模块相连再连接至PLC控制器,定位模块、自动轨迹生成模块和红外避障传感模块与PLC控制器输入端相连,PLC控制器输出端与电机驱动模块、蜂鸣器和液晶显示模块相连,PLC控制器通过电机驱动模块驱动机器人行进,PLC控制器通过无线通信模块与远程终端双向通信。本发明提供的机器人追踪方法及追踪装置,在现有技术的机器人基础上进行改进,控制机器人自动模拟生成行进的轨迹曲线并避障行驶,通过图像采集并进行处理后传送至PLC控制器进行匹配处理,追踪所有目标工件的

一种机器人追踪浇注装置.pdf
本发明涉及一种浇注领域,尤其涉及一种机器人追踪浇注装置。包括:一相机,设置在机器人的末端,用于获取浇注口的轮廓信息并发送至机器人;脉冲编码器,设置在所述模具上,用于实时获取所述模具转动过程中的脉冲信息并发送至所述机器人;多个发泡剂存储箱,设置在转台的上方,用于存储不同的发泡剂;一发泡枪,与发泡剂存储箱连接,设置在机器人末端,用于将发泡剂以一预设流速注入模具。上述技术方案的有益效果是:能够在不停止转台的状态下准确高效完成整个浇注成型过程,且能满足模架倾斜不同角度。

一种目标追踪处理器、目标追踪方法及装置.pdf
本公开提供了一种目标追踪处理器、目标追踪方法及装置,其中,该目标追踪处理器包括:获取模块,用于获取与目标追踪指令对应的多帧目标图像,并将所述多帧目标图像传输至构建模块;构建模块,用于构建包含所述多帧目标图像对应的多个层级图像的图像金字塔;追踪模块,用于基于第N层追踪模块在第N层层级图像上进行光流追踪,并在完成光流追踪之后,将追踪结果输入至第N‑1层追踪模块,以使所述第N‑1层追踪模块基于所述追踪结果在第N‑1层层级图像上进行光流追踪。

一种微纳机器人定位追踪方法及装置.pdf
本发明提供了一种微纳机器人定位追踪方法及装置,通过获取微纳机器人承载荧光激发光源激发出的光信号对应的光场数字图像,将所述光场数字图像拆分为多个光场子孔径图像,计算各个光场子孔径图像处于不同深度下的重聚焦图像,根据重聚焦图像得到所述微纳机器人当前所在的三维空间位置信息,重复上述获取光场数字图像至得到微纳机器人的三维空间位置信息的步骤,得到微纳机器人的运动轨迹。本发明将荧光显微成像技术与光场成像技术相结合,以数字图像处理方法进行解码并获取微纳机器人的位置信息,在保留了荧光显微成像高精度优势的同时扩展了纵向的成
一种波束追踪方法及装置.pdf
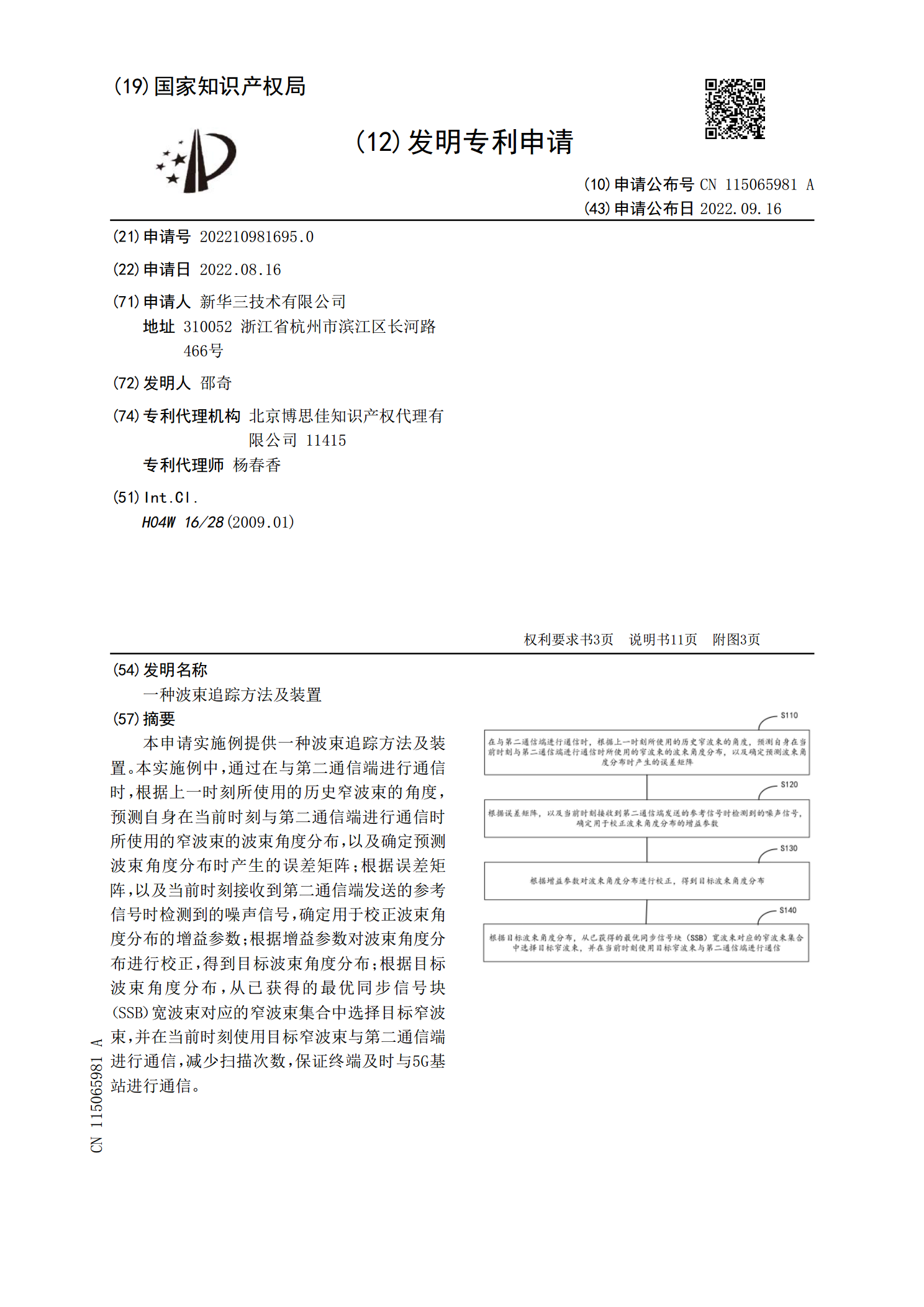
本申请实施例提供一种波束追踪方法及装置。本实施例中,通过在与第二通信端进行通信时,根据上一时刻所使用的历史窄波束的角度,预测自身在当前时刻与第二通信端进行通信时所使用的窄波束的波束角度分布,以及确定预测波束角度分布时产生的误差矩阵;根据误差矩阵,以及当前时刻接收到第二通信端发送的参考信号时检测到的噪声信号,确定用于校正波束角度分布的增益参数;根据增益参数对波束角度分布进行校正,得到目标波束角度分布;根据目标波束角度分布,从已获得的最优同步信号块(SSB)宽波束对应的窄波束集合中选择目标窄波束,并在当前时刻