
一种设定点胶胶量的方法和装置、点胶设备.pdf

是你****元呀


1/10
2/10

3/10
4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种设定点胶胶量的方法和装置、点胶设备.pdf
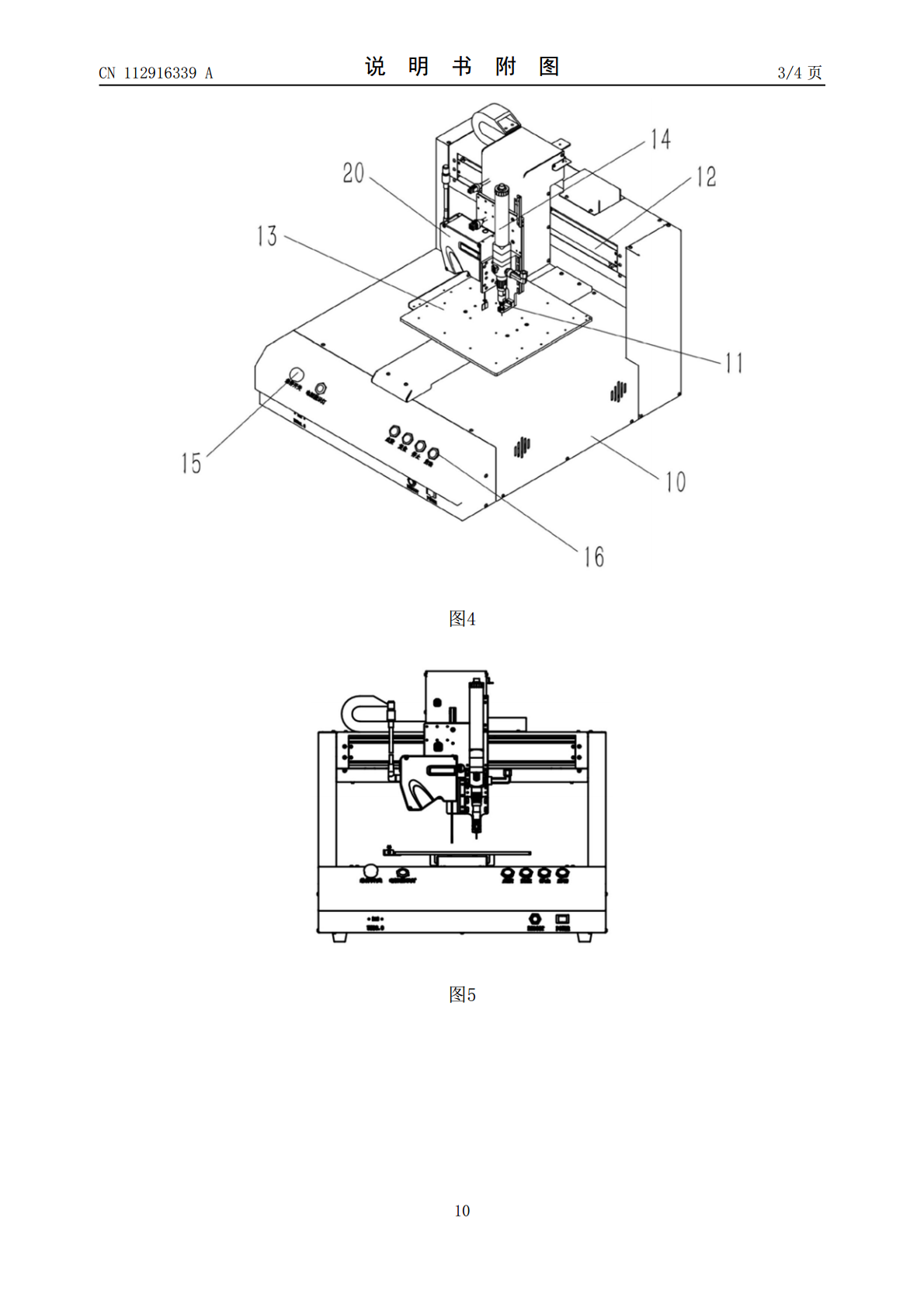
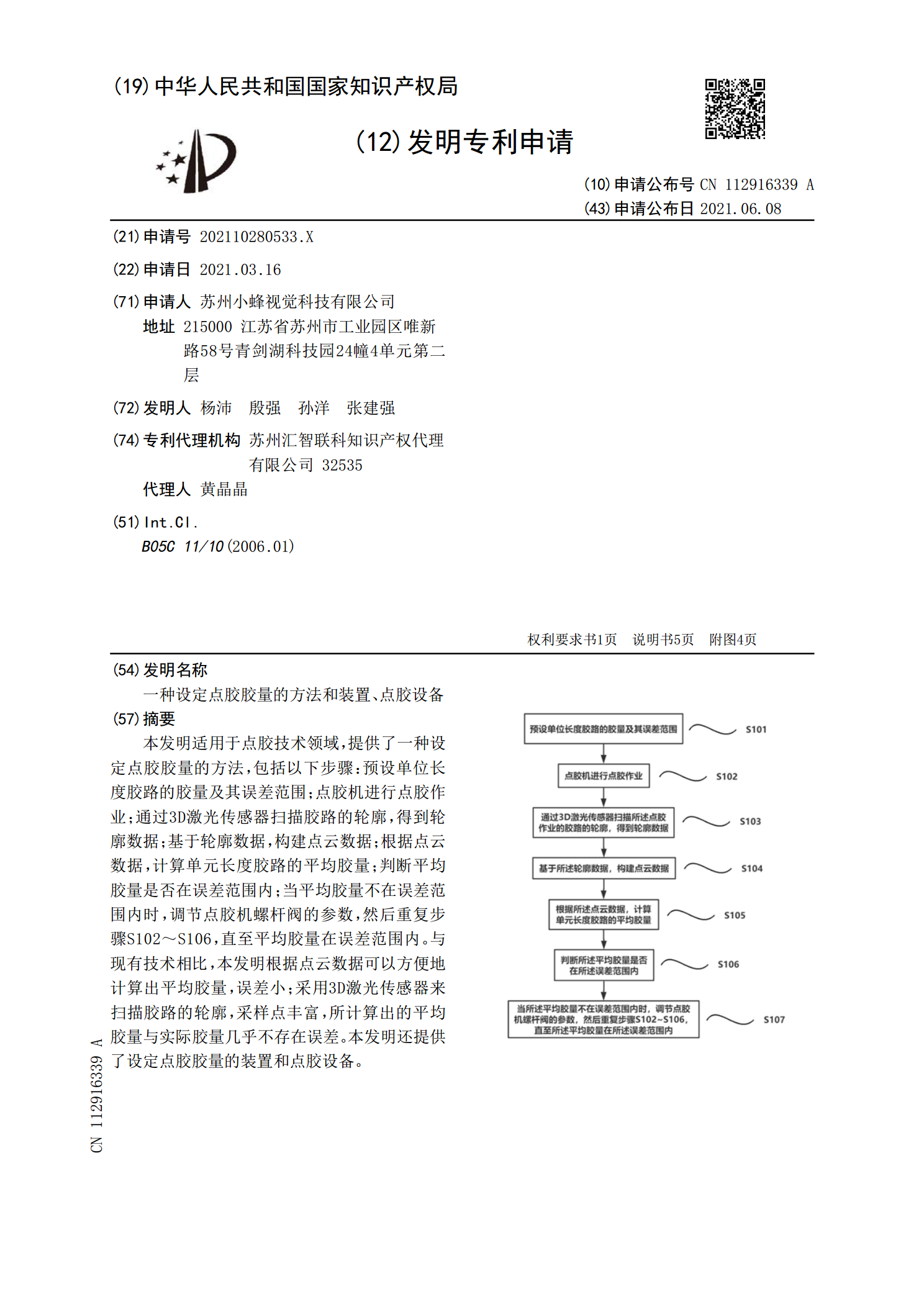
本发明适用于点胶技术领域,提供了一种设定点胶胶量的方法,包括以下步骤:预设单位长度胶路的胶量及其误差范围;点胶机进行点胶作业;通过3D激光传感器扫描胶路的轮廓,得到轮廓数据;基于轮廓数据,构建点云数据;根据点云数据,计算单元长度胶路的平均胶量;判断平均胶量是否在误差范围内;当平均胶量不在误差范围内时,调节点胶机螺杆阀的参数,然后重复步骤S102~S106,直至平均胶量在误差范围内。与现有技术相比,本发明根据点云数据可以方便地计算出平均胶量,误差小;采用3D激光传感器来扫描胶路的轮廓,采样点丰富,所计算出的
一种点胶胶量检测方法和装置、点胶设备.pdf
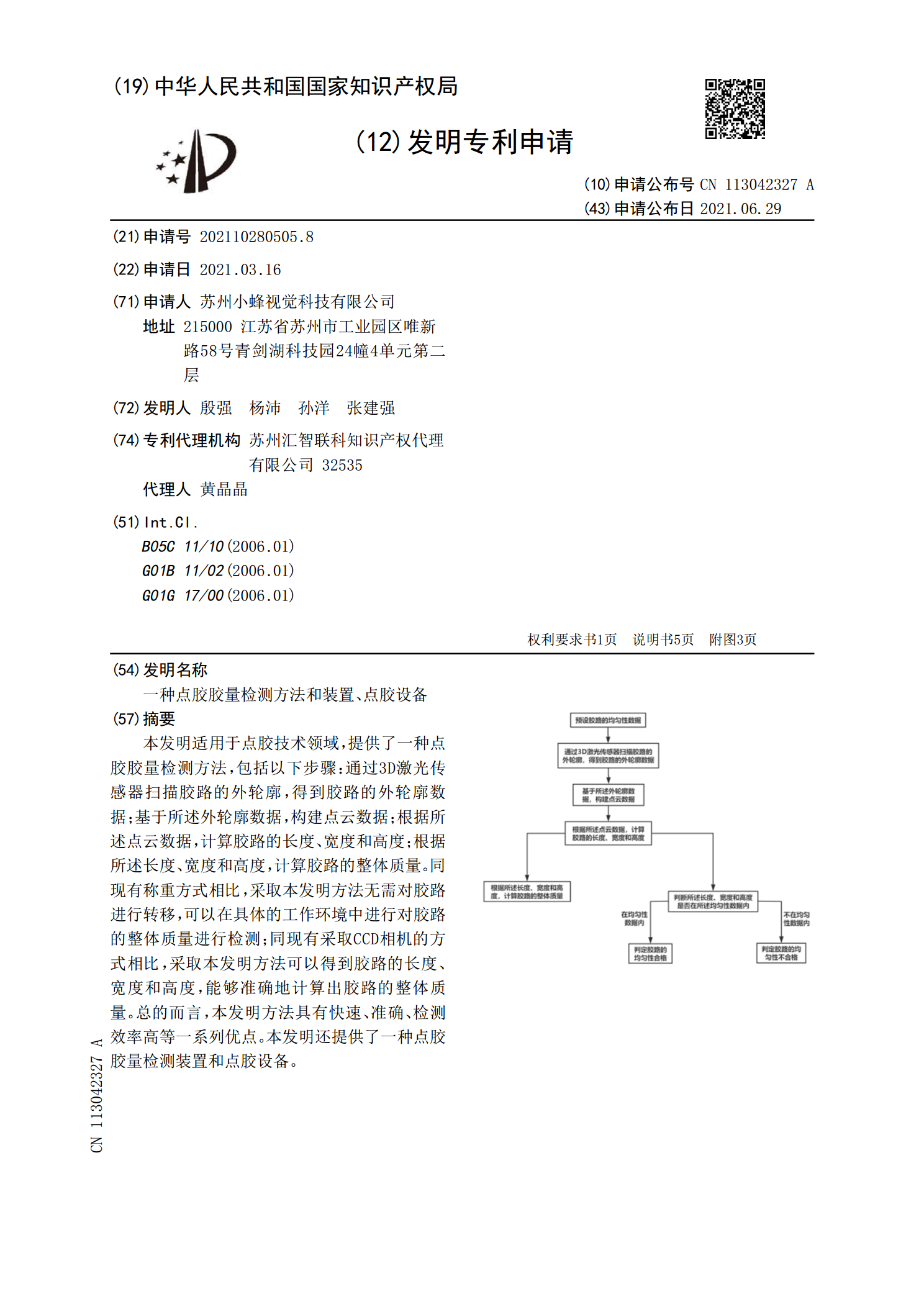
本发明适用于点胶技术领域,提供了一种点胶胶量检测方法,包括以下步骤:通过3D激光传感器扫描胶路的外轮廓,得到胶路的外轮廓数据;基于所述外轮廓数据,构建点云数据;根据所述点云数据,计算胶路的长度、宽度和高度;根据所述长度、宽度和高度,计算胶路的整体质量。同现有称重方式相比,采取本发明方法无需对胶路进行转移,可以在具体的工作环境中进行对胶路的整体质量进行检测;同现有采取CCD相机的方式相比,采取本发明方法可以得到胶路的长度、宽度和高度,能够准确地计算出胶路的整体质量。总的而言,本发明方法具有快速、准确、检测效
基于声学定位的自动控量点胶装置及点胶方法、点胶设备.pdf
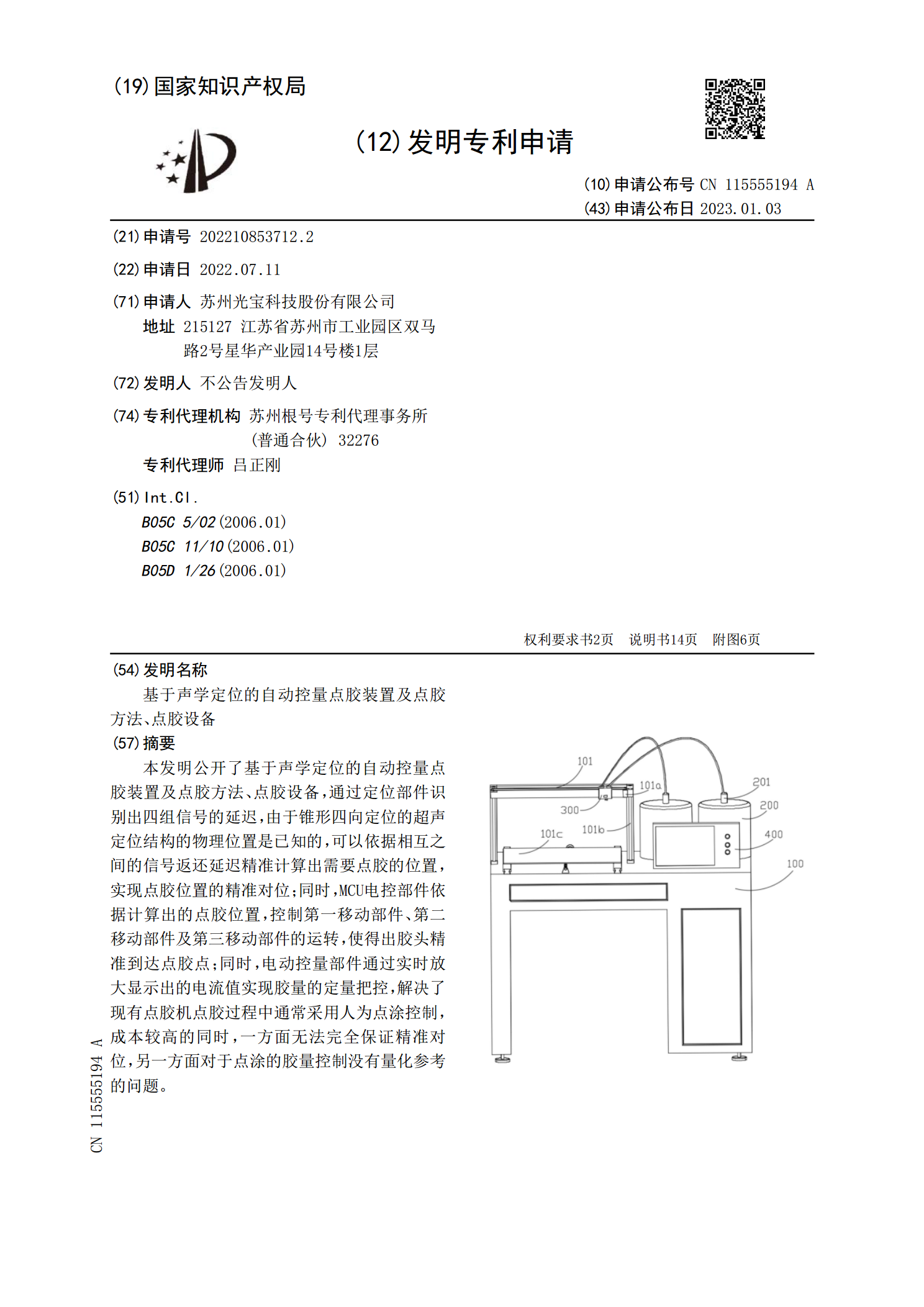
本发明公开了基于声学定位的自动控量点胶装置及点胶方法、点胶设备,通过定位部件识别出四组信号的延迟,由于锥形四向定位的超声定位结构的物理位置是已知的,可以依据相互之间的信号返还延迟精准计算出需要点胶的位置,实现点胶位置的精准对位;同时,MCU电控部件依据计算出的点胶位置,控制第一移动部件、第二移动部件及第三移动部件的运转,使得出胶头精准到达点胶点;同时,电动控量部件通过实时放大显示出的电流值实现胶量的定量把控,解决了现有点胶机点胶过程中通常采用人为点涂控制,成本较高的同时,一方面无法完全保证精准对位,另一方
基于声学定位的自动控量点胶装置及点胶方法、点胶设备.pdf
本发明公开了基于声学定位的自动控量点胶装置及点胶方法、点胶设备,通过定位部件识别出四组信号的延迟,由于锥形四向定位的超声定位结构的物理位置是已知的,可以依据相互之间的信号返还延迟精准计算出需要点胶的位置,实现点胶位置的精准对位;同时,MCU电控部件依据计算出的点胶位置,控制第一移动部件、第二移动部件及第三移动部件的运转,使得出胶头精准到达点胶点;同时,电动控量部件通过实时放大显示出的电流值实现胶量的定量把控,解决了现有点胶机点胶过程中通常采用人为点涂控制,成本较高的同时,一方面无法完全保证精准对位,另一方
一种点胶装置及点胶方法.pdf
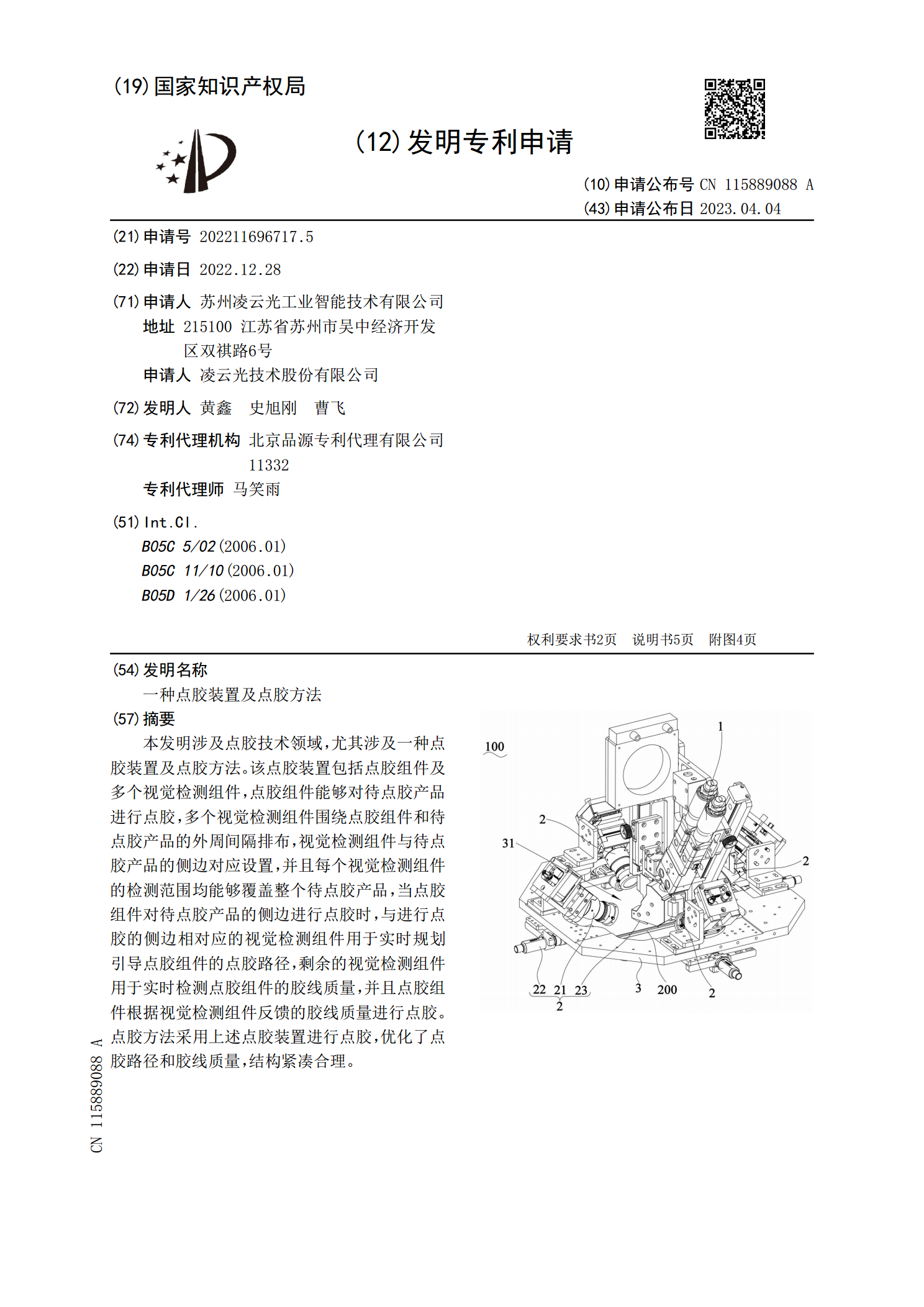
本发明涉及点胶技术领域,尤其涉及一种点胶装置及点胶方法。该点胶装置包括点胶组件及多个视觉检测组件,点胶组件能够对待点胶产品进行点胶,多个视觉检测组件围绕点胶组件和待点胶产品的外周间隔排布,视觉检测组件与待点胶产品的侧边对应设置,并且每个视觉检测组件的检测范围均能够覆盖整个待点胶产品,当点胶组件对待点胶产品的侧边进行点胶时,与进行点胶的侧边相对应的视觉检测组件用于实时规划引导点胶组件的点胶路径,剩余的视觉检测组件用于实时检测点胶组件的胶线质量,并且点胶组件根据视觉检测组件反馈的胶线质量进行点胶。点胶方法采用