
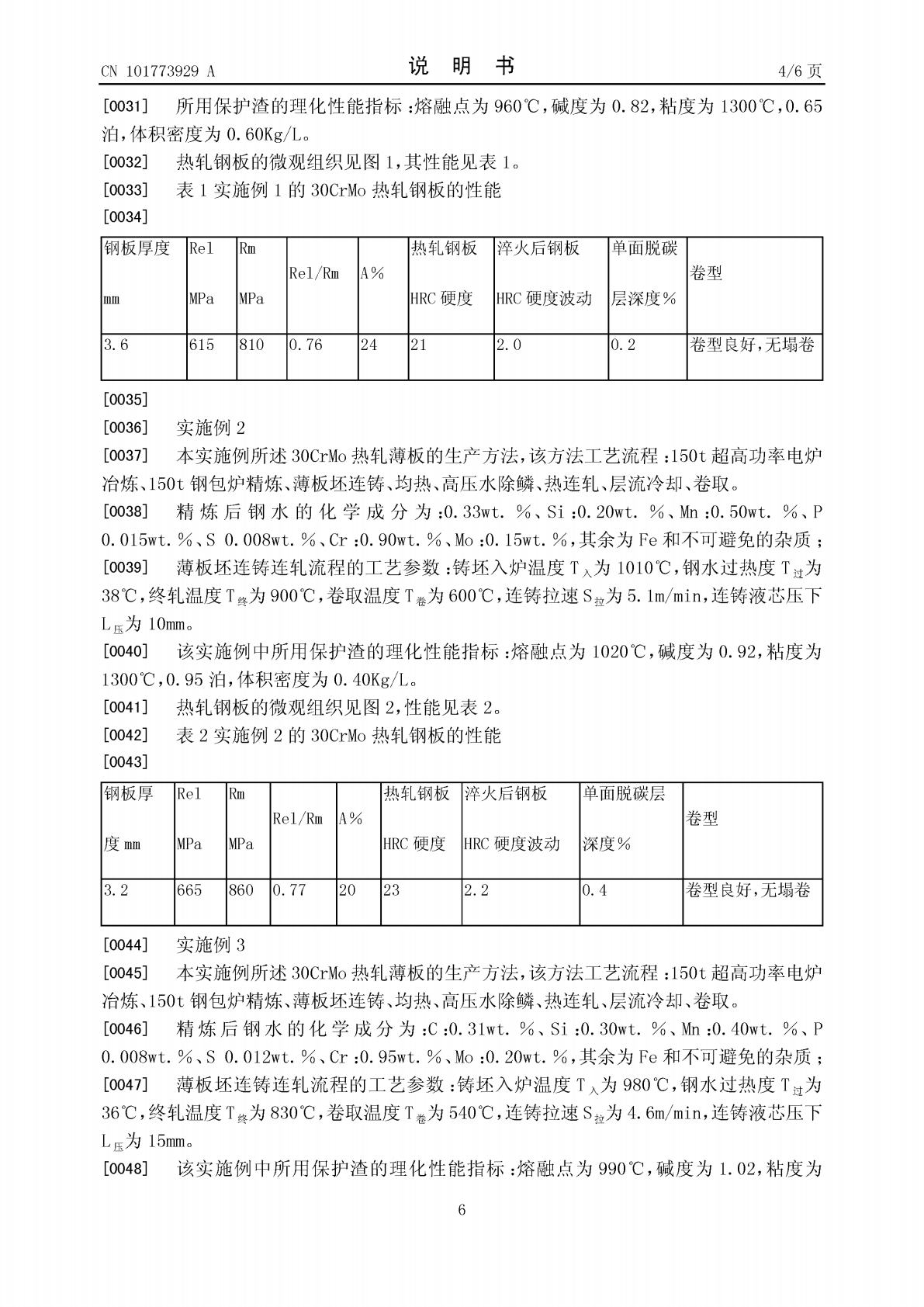
一种生产30CrMo热轧钢板的方法.pdf

和裕****az


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种生产30CrMo热轧钢板的方法.pdf
本发明公开了一种生产30CrMo热轧钢板的方法,该方法基于薄板坯连铸连轧流程,主要包括冶炼、精炼、薄板坯连铸、均热、高压水除鳞、热连轧、冷却、卷取步骤。连铸拉速S拉为3.5m/minS拉≤5.5m/min,铸坯入炉温度T入为900℃≤T入≤1050℃,终轧温度T终为830℃≤T终≤930℃,卷取温度T卷为520℃≤T卷≤620℃,单面脱碳层深度是钢板厚度的0.2~1.2%。精炼过程进行合金化处理后的钢水的化学成分为:C:0.26~0.34wt.%、Si:0.17~0.37wt.%、Mn:0.40~0.70

一种薄规格30CrMo热轧钢板/带及其生产方法.pdf
一种薄规格30CrMo热轧钢板/带及其生产方法,利用废钢中残余的Sn、Cu等元素进行钢水冶炼,并有选择地添加Mo、Cr等微合金元素和B、N元素;冶炼过程中通过控制渣的碱度、钢中夹杂物类型及熔点、钢水中的游离氧含量、酸溶铝Als含量;然后进行双辊薄带连铸浇铸出铸带,铸带出结晶辊后直接进入到一个有非氧化性气氛的下密闭室中,并在密闭情况下进入到在线轧机进行热轧,轧后带钢采用气雾化冷却方式进行冷却。本发明薄规格30CrMo热轧钢板/带组织性能均匀、内部无缩松/缩孔、脱碳层少、淬透性好、可切削性及可加工性好;且可实
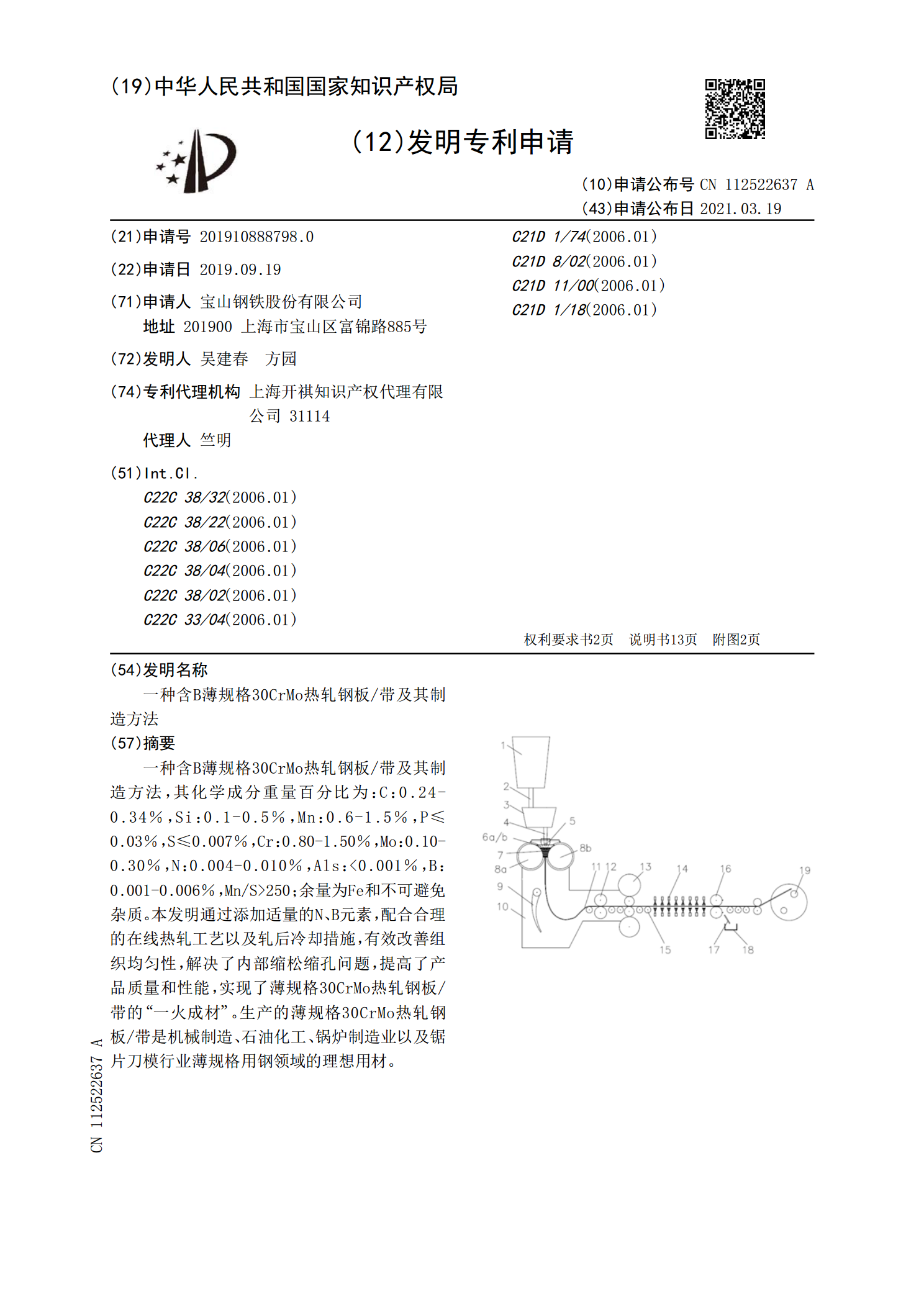
一种含B薄规格30CrMo热轧钢板/带及其制造方法.pdf
一种含B薄规格30CrMo热轧钢板/带及其制造方法,其化学成分重量百分比为:C:0.24‑0.34%,Si:0.1‑0.5%,Mn:0.6‑1.5%,P≤0.03%,S≤0.007%,Cr:0.80‑1.50%,Mo:0.10‑0.30%,N:0.004‑0.010%,Als:250;余量为Fe和不可避免杂质。本发明通过添加适量的N、B元素,配合合理的在线热轧工艺以及轧后冷却措施,有效改善组织均匀性,解决了内部缩松缩孔问题,提高了产品质量和性能,实现了薄规格30CrMo热轧钢板/带的“一火成材”。生产的薄
一种极薄热轧酸洗钢板生产方法.pdf
本发明公开了一种极薄热轧酸洗钢板生产方法,属于钢铁生产领域,所述钢板厚度规格0.80mm‑1.2mm;其成分设计质量百分比为C:0.010~0.050%,Si≤0.10%,Mn:0.08~0.30%,Alt:0.015~0.050%,N:≤0.005%,B:0.0010~0.0050,其余为铁和不可避免的杂质;其中B/C比例控制在0.03~0.1;其生产工艺包括如下步骤:转炉→钢包炉→连铸→热轧→冷却卷取→平整酸洗工序。本发明可生产出低强度、无横折纹缺陷产品,对低碳钢薄板带产品以热代冷的应用提供技术支撑。
一种热轧高强耐磨钢板的制造方法及热轧高强耐磨钢板.pdf
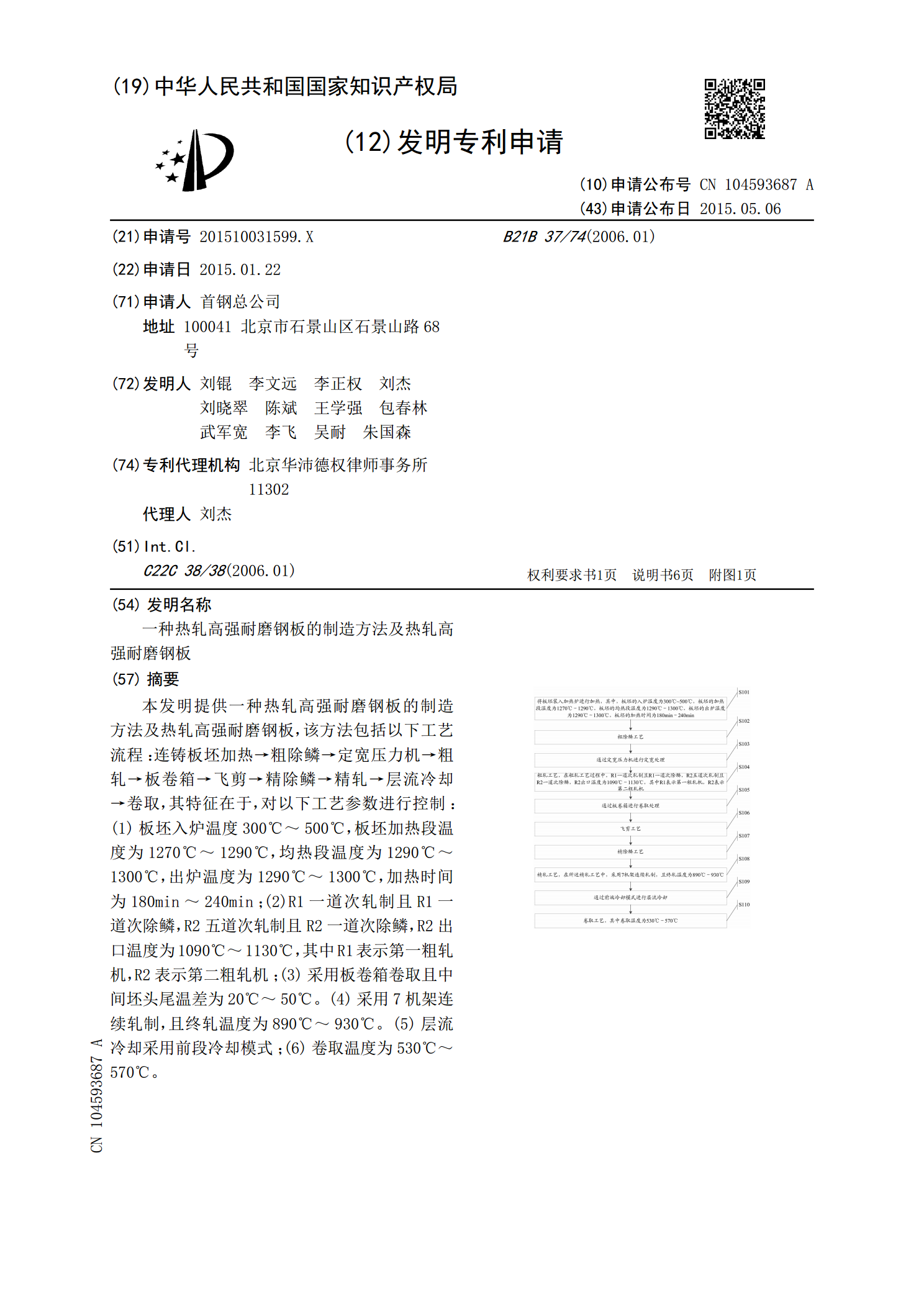
本发明提供一种热轧高强耐磨钢板的制造方法及热轧高强耐磨钢板,该方法包括以下工艺流程:连铸板坯加热→粗除鳞→定宽压力机→粗轧→板卷箱→飞剪→精除鳞→精轧→层流冷却→卷取,其特征在于,对以下工艺参数进行控制:(1)板坯入炉温度300℃~500℃,板坯加热段温度为1270℃~1290℃,均热段温度为1290℃~1300℃,出炉温度为1290℃~1300℃,加热时间为180min~240min;(2)R1一道次轧制且R1一道次除鳞,R2五道次轧制且R2一道次除鳞,R2出口温度为1090℃~1130℃,其中R1表示