
一种极薄热轧酸洗钢板生产方法.pdf

fu****级甜

1/9
2/9
3/9

4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种极薄热轧酸洗钢板生产方法.pdf
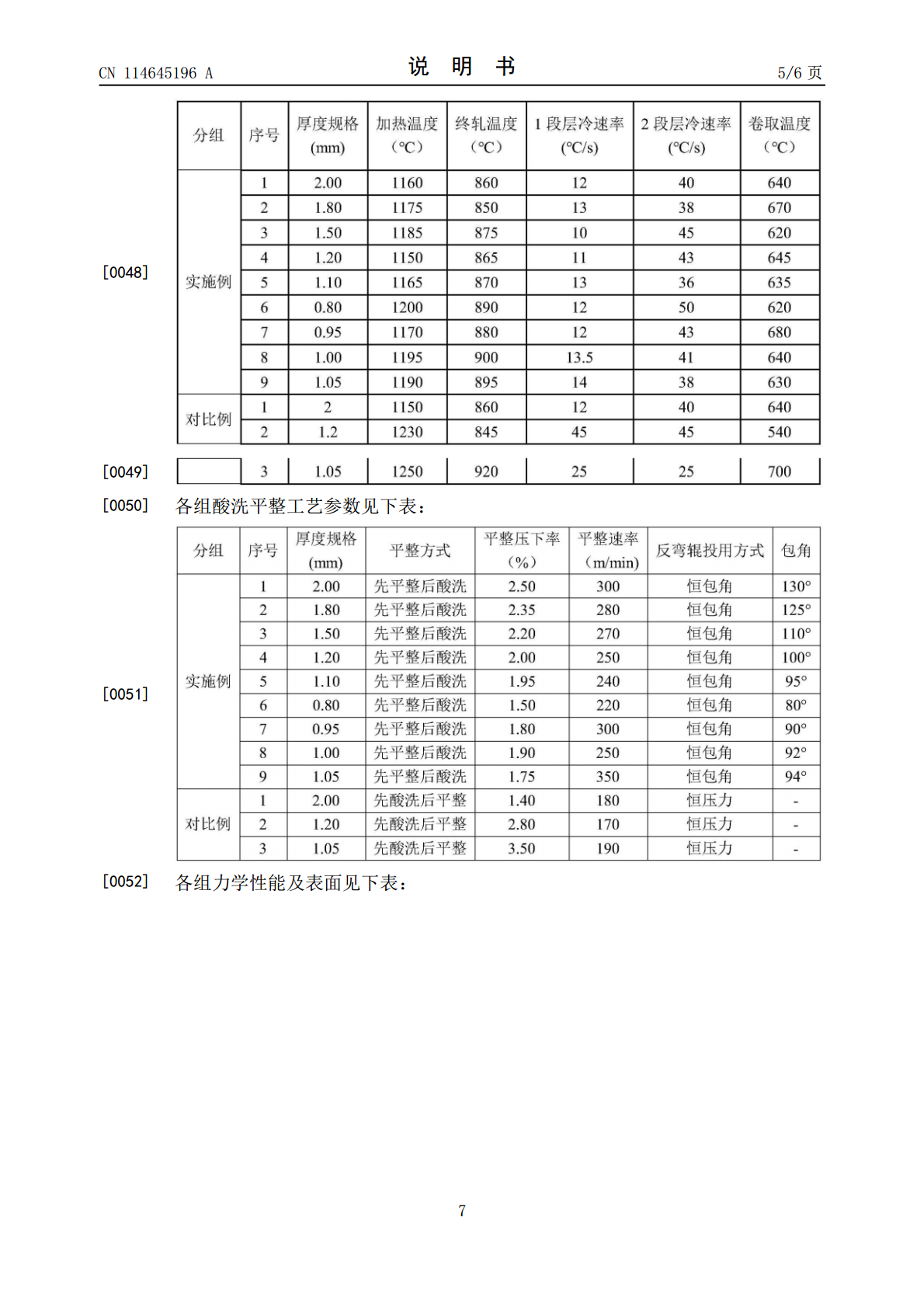
本发明公开了一种极薄热轧酸洗钢板生产方法,属于钢铁生产领域,所述钢板厚度规格0.80mm‑1.2mm;其成分设计质量百分比为C:0.010~0.050%,Si≤0.10%,Mn:0.08~0.30%,Alt:0.015~0.050%,N:≤0.005%,B:0.0010~0.0050,其余为铁和不可避免的杂质;其中B/C比例控制在0.03~0.1;其生产工艺包括如下步骤:转炉→钢包炉→连铸→热轧→冷却卷取→平整酸洗工序。本发明可生产出低强度、无横折纹缺陷产品,对低碳钢薄板带产品以热代冷的应用提供技术支撑。

300 MPa薄规格热轧酸洗钢板组织与性能研究.docx
300MPa薄规格热轧酸洗钢板组织与性能研究300MPa薄规格热轧酸洗钢板组织与性能研究摘要:本研究旨在探究300MPa薄规格热轧酸洗钢板的组织与性能,以便更好地理解该材料的特征及其在工程应用中的潜在价值。采用了一系列的实验方法,并运用显微组织观察、机械性能测试等手段对其进行研究。研究结果表明,该材料具有优异的力学性能和良好的表面质量,可广泛应用于制造业中。关键词:300MPa,薄规格,热轧,酸洗,钢板,组织,性能引言:随着制造业的发展和对高强度、耐用性、轻质化等要求的不断提高,热轧酸洗钢板作为一种性能优

一种电镀用热轧酸洗钢板MM390生产方法.pdf
本发明公开了一种电镀用热轧酸洗钢板MM390生产方法,属于钢材加工技术领域,其特征在于:所述的工艺流程为炼钢→连铸→粗轧→电磁感应加热→精轧→层流冷却→热轧卷取→酸洗→平整;其中:出口钢坯表面温度1000~1200℃;感应炉出口中间坯表面温度较心部温度高25~60℃;热轧卷产品厚度1.2mm~3.5mm;所述的平整采用毛化处理的轧辊进行平整处理;平整压下率0.5%~3.0%。与现有技术相比较,本发明以热代冷,热轧产品表面质量稳定、尺寸精度高,表面粗糙度稳定的保持在1.7‑2.6μm范围。
一种深冲级电镀锌用热轧酸洗钢板及其生产方法.pdf
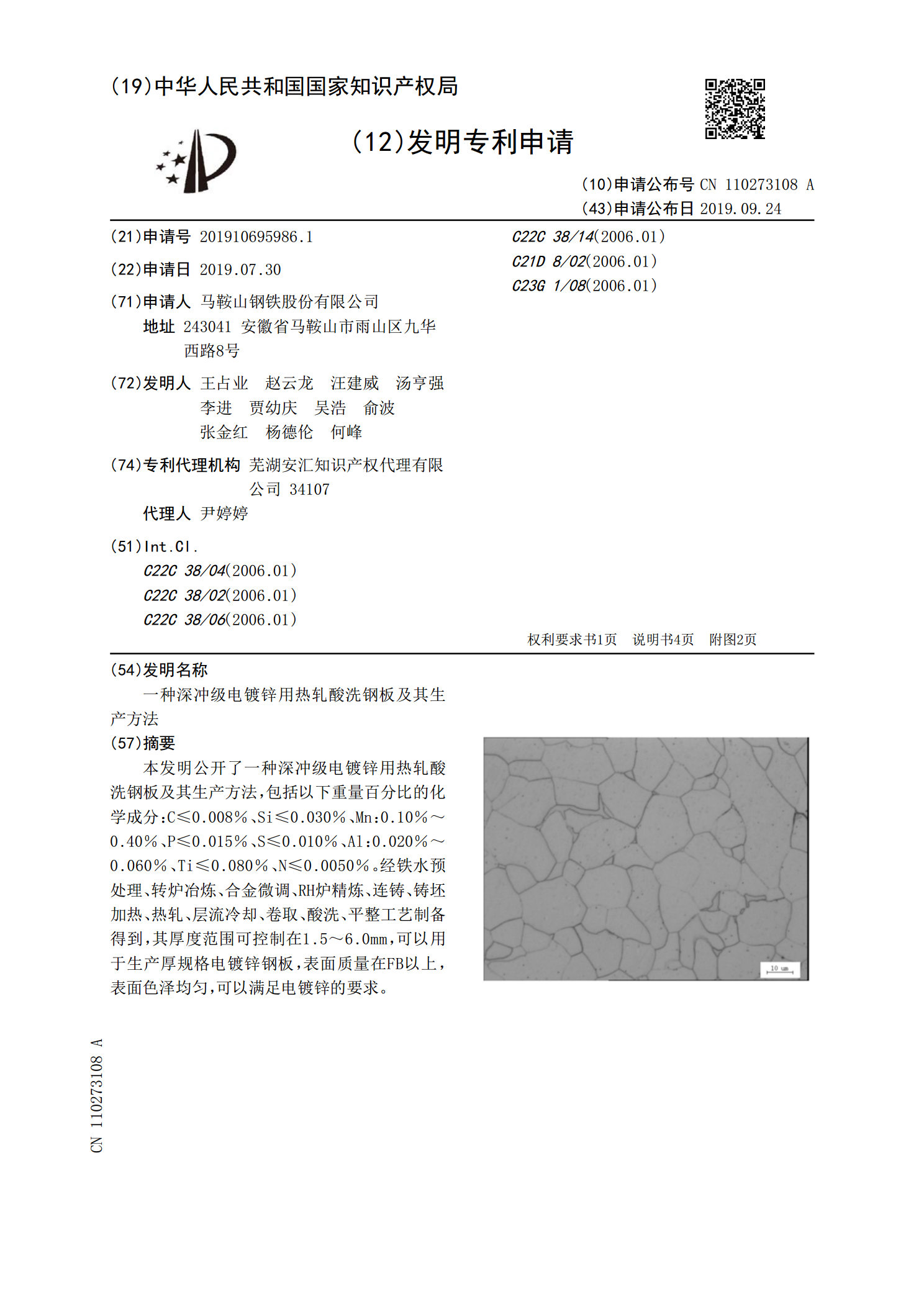
本发明公开了一种深冲级电镀锌用热轧酸洗钢板及其生产方法,包括以下重量百分比的化学成分:C≤0.008%、Si≤0.030%、Mn:0.10%~0.40%、P≤0.015%、S≤0.010%、Al:0.020%~0.060%、Ti≤0.080%、N≤0.0050%。经铁水预处理、转炉冶炼、合金微调、RH炉精炼、连铸、铸坯加热、热轧、层流冷却、卷取、酸洗、平整工艺制备得到,其厚度范围可控制在1.5~6.0mm,可以用于生产厚规格电镀锌钢板,表面质量在FB以上,表面色泽均匀,可以满足电镀锌的要求。
一种250MPa级单面搪瓷用热轧酸洗钢板的生产方法.pdf
本发明涉及热轧酸洗板领域,具体为一种250MPa级单面搪瓷用热轧酸洗钢板的生产方法。按重量百分比计,热轧酸洗板的合金成分为,C:0.01%~0.05%、Si≤0.05%、Mn:0.10%~0.30%、P≤0.020%、S≤0.015%、Als:0.015%~0.040%、Ti:0.035%~0.050%、N≤0.0050%;余量为铁和不可避免的杂质;将铸坯置于加热炉中加热至1180℃~1280℃,在900~1100℃区间轧制,层流冷却至600℃~700℃卷取,酸洗、涂油。采用本发明热轧酸洗板的性能满足屈服