
一种环保型富氮层快速渗氮方法.pdf

飞飙****ng

1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环保型富氮层快速渗氮方法.pdf
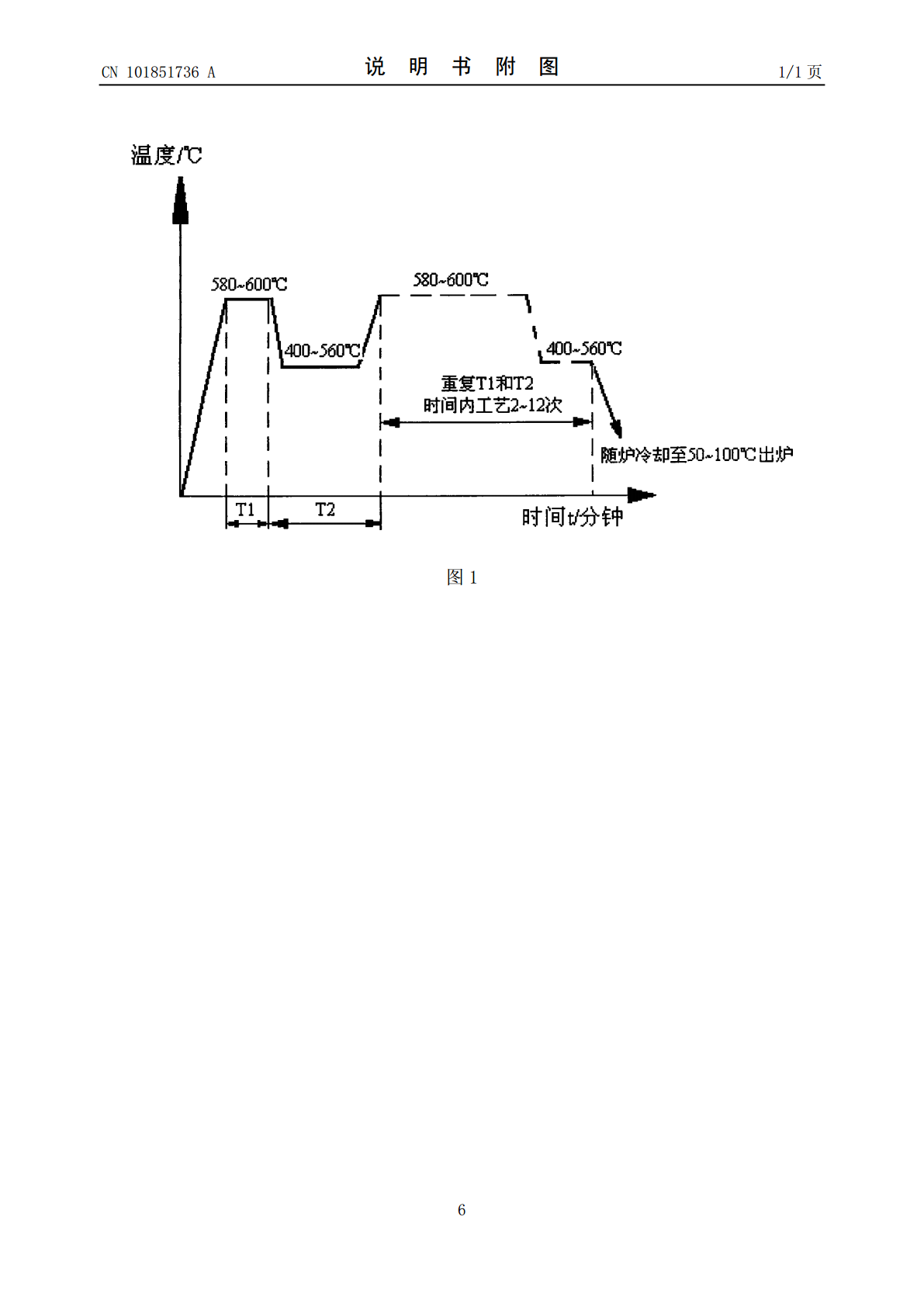
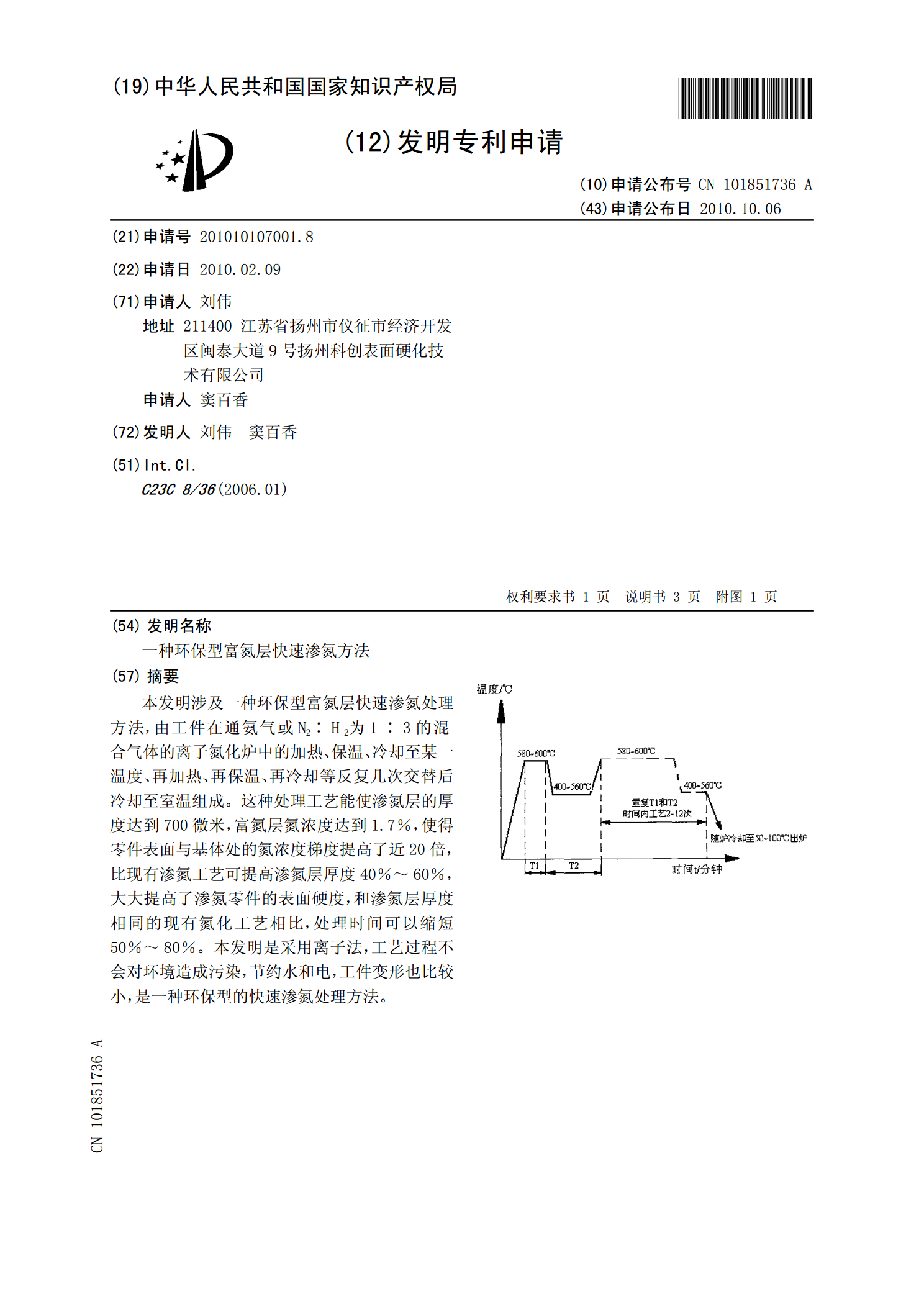
本发明涉及一种环保型富氮层快速渗氮处理方法,由工件在通氨气或N2∶H2为1∶3的混合气体的离子氮化炉中的加热、保温、冷却至某一温度、再加热、再保温、再冷却等反复几次交替后冷却至室温组成。这种处理工艺能使渗氮层的厚度达到700微米,富氮层氮浓度达到1.7%,使得零件表面与基体处的氮浓度梯度提高了近20倍,比现有渗氮工艺可提高渗氮层厚度40%~60%,大大提高了渗氮零件的表面硬度,和渗氮层厚度相同的现有氮化工艺相比,处理时间可以缩短50%~80%。本发明是采用离子法,工艺过程不会对环境造成污染,节约水和电,工

一种快速离子渗氮方法.pdf
本发明涉及一种快速离子渗氮方法,包括以下步骤:将原始态钢加工切割成试样;将试样先后进行调质处理和打磨处理,打磨处理后在有机溶剂中进行超声清洗、吹干;将试样进行喷砂处理,喷砂处理后在有机溶剂中进行超声清洗、吹干;将试样置于离子氮化炉中,通入氢气溅射,进行离子渗氮表面处理,试样冷却至室温。本发明的有益效果是:克服了离子渗氮渗层薄、渗氮效率低的缺点,喷砂处理时,砂粒在气流的作用下,不断冲击试样表面,使得试样表层产生塑性变形,引起位错等一系列表面缺陷;操作流程简单便捷,能够在短时间内提高渗氮速率与渗层厚度,具有高
一种氮碳共渗工艺及其渗层改性方法.pdf
本发明公开了一种氮碳共渗工艺及其渗层改性方法,包括以下步骤:S1:前清洗:将工件浸入清洗剂;S2:预热:预热温度为340‑380℃;S3:盐浴氮碳共渗:将工件放入盐浴氮碳共渗剂中,控制盐浴温度为480‑530℃、盐浴时间为35‑45min;S4:冷却:将碳氮共渗后的工件出炉冷却。本发明工艺处理后,使氮碳共渗层致密均匀、外观颜色黑亮,有效提高工件表面硬度,且使工件具有优异的耐磨性、抗腐蚀性和抗疲劳性。

一种基于渗氮装置的取向硅钢渗氮方法.pdf
本发明公开了一种基于渗氮装置的取向硅钢渗氮方法,属于冶金技术领域,尤其是取向硅钢生产装置、加工方法技术领域,解决现有设备不方便对停留在设备中的带钢长度进行调节,渗氮的效果需要通过控制带钢拉动的速度来进行调整,不容易控制,包括机架,所述机架顶部设置有机壳,所述机壳为横向设置的圆筒形结构,所述机壳的圆周面两侧均设置有连通其内部的矩形罩,且两个矩形罩内均设置有导电辊组,所述导电辊组包括平行设置在矩形罩内的两个导电密封辊,两个导电密封辊的两端均与矩形罩的内壁形成转动连接。本发明可以调整停留在机壳下部空间内的带钢长
一种钢铁材料渗氮层的表面处理方法.pdf
本发明属于材料加工技术领域,具体涉及一种钢铁材料渗氮层的表面处理方法。本发明的技术方案是对渗氮钢进行渗氮处理,然后装入离子氮化炉中,启动真空泵,通入200-600Pa的氢气或氩气,启动500-700V的电压,利用高电压将气体电离并将试样加热至500-650℃,利用离子轰击钢材表面分解化合物层,最后对经过离子轰击的钢材样品进行表面纳米化处理,在钢材样品表面获得表层为纳米尺寸的纯扩散层组织,其硬度≥1240HV,渗氮脆性为1级。本发明首先利用离子轰击的方法来分解渗氮处理后的化合物层,以消除脆性,然后对钢材的表