
一种钢铁材料渗氮层的表面处理方法.pdf

明钰****甜甜


1/9

2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢铁材料渗氮层的表面处理方法.pdf
本发明属于材料加工技术领域,具体涉及一种钢铁材料渗氮层的表面处理方法。本发明的技术方案是对渗氮钢进行渗氮处理,然后装入离子氮化炉中,启动真空泵,通入200-600Pa的氢气或氩气,启动500-700V的电压,利用高电压将气体电离并将试样加热至500-650℃,利用离子轰击钢材表面分解化合物层,最后对经过离子轰击的钢材样品进行表面纳米化处理,在钢材样品表面获得表层为纳米尺寸的纯扩散层组织,其硬度≥1240HV,渗氮脆性为1级。本发明首先利用离子轰击的方法来分解渗氮处理后的化合物层,以消除脆性,然后对钢材的表
一种离子氮碳共渗与离子渗氮复合表面改性处理方法.pdf
本发明涉及一种离子氮碳共渗与离子渗氮复合表面改性处理方法,包括以下步骤:将原始态钢加工切割成试样;将试样进行调质处理、打磨、清洗、烘干;将试样置于离子氮化炉中,通入氢气溅射,先后进行离子渗氮、离子氮碳共渗表面处理或者先后进行离子氮碳共渗、离子渗氮表面处理,冷却。本发明的有益效果是:离子渗氮时,试样表层形成大量活性氮原子;离子氮碳共渗时,试样表层富集大量的活性氮原子和碳原子,依靠丙烷中分解出的碳原子,促进活性氮原子的扩散和吸附,最终达到催渗的效果;操作流程简单便捷,能够在短时间内大幅度提高渗氮速率与渗层厚度
一种离子渗氮复合表面改性处理方法.pdf
本发明公开了一种离子渗氮复合表面改性处理方法,包括以下方法步骤:a,首先对钢材进行切割加工,切割加工选择激光切割,并对表面进行抛光处理;b,将切割后的工件进行高温加热处理;c,将热处理后的板材送入真空炉中进行渗氮处理;d,对渗氮完成后的板材进行正火和回火加工,然后自然冷却至常温,完成加工。本发明专利渗入速度快,无需特别的加热和保温设备,且可以获得均匀的温度分布,与间接加热方式相比加热效率可提高两倍以上,达到节能效果,可大大降低处理成本,渗氮组织易于控制,通过调节氮、氧、氢及其他气氛的比例,可自由地调节化合
一种表面处理用渗氮炉.pdf
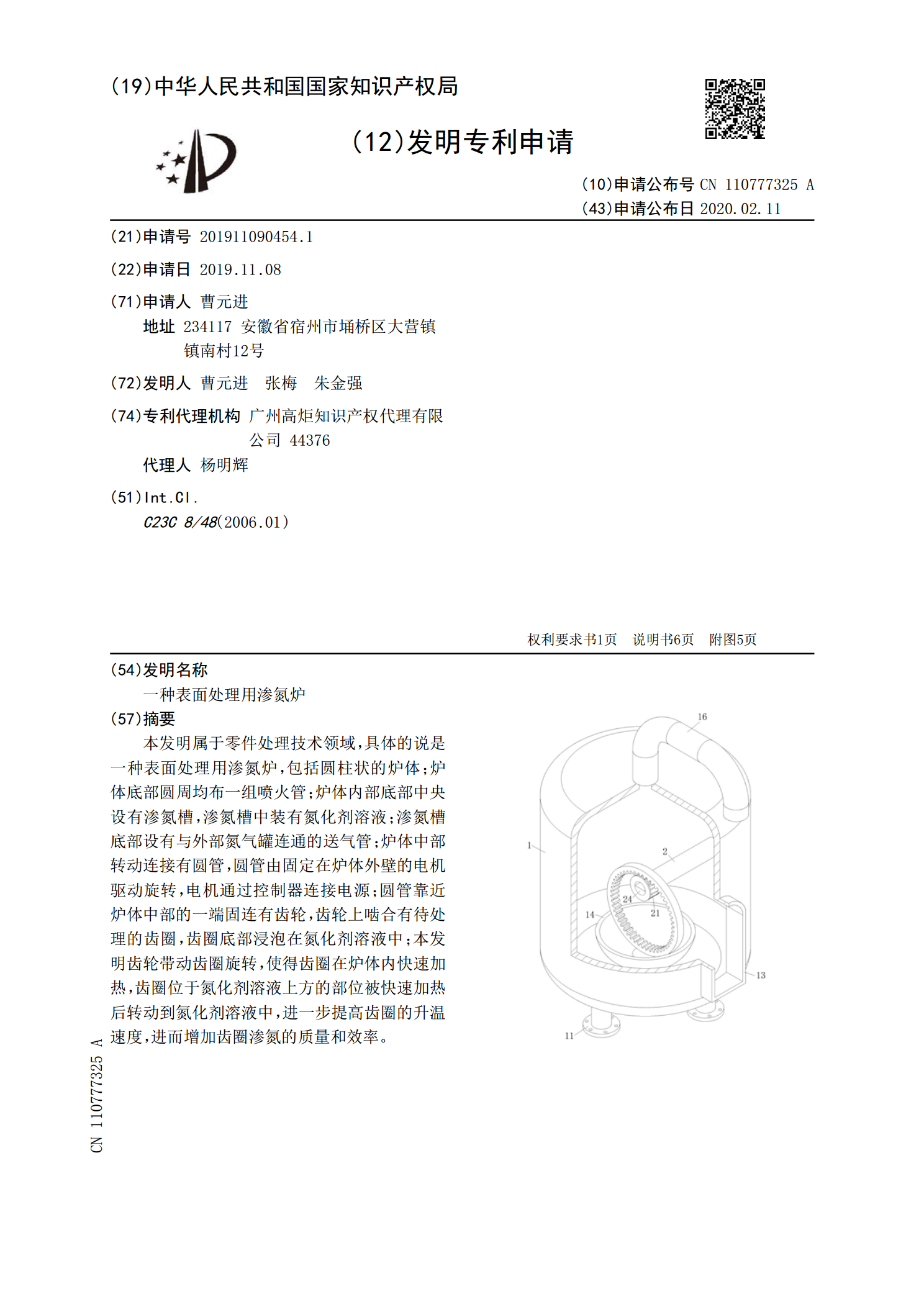
本发明属于零件处理技术领域,具体的说是一种表面处理用渗氮炉,包括圆柱状的炉体;炉体底部圆周均布一组喷火管;炉体内部底部中央设有渗氮槽,渗氮槽中装有氮化剂溶液;渗氮槽底部设有与外部氮气罐连通的送气管;炉体中部转动连接有圆管,圆管由固定在炉体外壁的电机驱动旋转,电机通过控制器连接电源;圆管靠近炉体中部的一端固连有齿轮,齿轮上啮合有待处理的齿圈,齿圈底部浸泡在氮化剂溶液中;本发明齿轮带动齿圈旋转,使得齿圈在炉体内快速加热,齿圈位于氮化剂溶液上方的部位被快速加热后转动到氮化剂溶液中,进一步提高齿圈的升温速度,进而

一种模具表面渗氮方法.pdf
本发明公开了一种模具表面渗氮方法,具体涉及模具技术领域,通过高压脉冲电爆炸装置在模具工件上进行改性层的附着,附着马氏体细晶改性层,改性层的晶粒细化和马氏体的形成有利于加速气体渗氮过程中氮原子由表面向内部迁移,提高渗氮层的韧性及厚度,同时模具工件在氮化前进行预氧化处理,使模具工件表面形成一层均匀的活性氧化层,使活性氮能较高效率地吸附在模具表面,加快了氮化的速度,提高氮化的稳定性,在真空的环境下以定量的氨气均匀通入氮化炉内,控制了氮化炉内的氨分解率,有效控制模具工件渗氮比例,使其有效满足对模具工件按照规定标准