
高强度钢电镀锌镍合金除氢的方法.pdf

一吃****成益

1/8

2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高强度钢电镀锌镍合金除氢的方法.pdf
一种高强度钢电镀锌镍合金除氢的方法,包括如下步骤:1)将镀覆锌镍合金的高强度钢零件依次用水清洗和用酒精浸泡;2)将经过清洗处理的零件置入真空炉中加热处理,使镀层表面氢原子溢出;3)将经过除氢处理的零件置于柠檬酸-硼酸混合水溶液中活化处理;4)对经过镀层活化处理的零件再次进行锌镍合金电镀;5)将经过复电镀处理的零件置于铬酐-氯化钠混合水溶液中钝化处理;6)将经过钝化处理的零件用清水洗净、吹干,即可获得符合要求的成品。利用该方法能有效去除电镀锌镍合金过程中渗入基体金属的氢,减少氢脆性的发生,而且可在合金镀层表
一种高强钢卷除氢方法.pdf
本发明公开了一种高强钢卷除氢方法,利用罩式炉对高强度钢卷进行加热除氢,将所述高强度钢卷中扩散性氢含量降至除氢前高强度钢卷中扩散性氢含量的1/3~1/2。该方法通过控制高强钢卷装载量、升温速率,加热温度以及保温时间等工艺参数,在不影响高强钢卷力学性能以及表面质量的情况下,实现对高强钢卷进行整卷除氢,使得高强钢卷的氢致延迟开裂情况得到改善。
一种高强度热镀锌双相钢及其制备方法.pdf
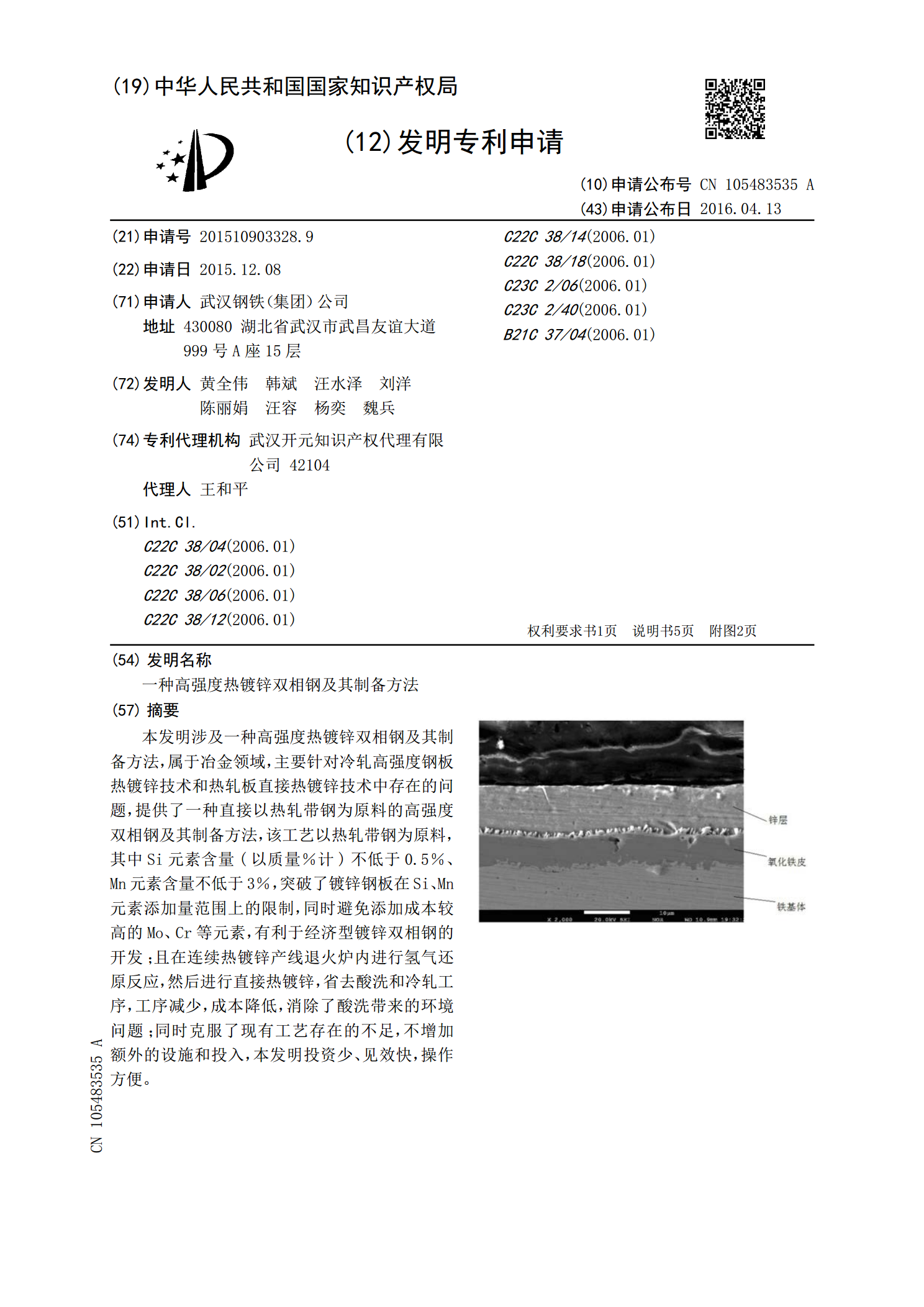
本发明涉及一种高强度热镀锌双相钢及其制备方法,属于冶金领域,主要针对冷轧高强度钢板热镀锌技术和热轧板直接热镀锌技术中存在的问题,提供了一种直接以热轧带钢为原料的高强度双相钢及其制备方法,该工艺以热轧带钢为原料,其中Si元素含量(以质量%计)不低于0.5%、Mn元素含量不低于3%,突破了镀锌钢板在Si、Mn元素添加量范围上的限制,同时避免添加成本较高的Mo、Cr等元素,有利于经济型镀锌双相钢的开发;且在连续热镀锌产线退火炉内进行氢气还原反应,然后进行直接热镀锌,省去酸洗和冷轧工序,工序减少,成本降低,消除了
双相钢镀锌的方法.pdf
本申请提供了一种双相钢镀锌的方法,包括以下步骤:将带钢依次进行预热、加热、还原、冷却和镀锌;其中,加热在无氧化加热炉中使用明火加热,预热以及加热的氧气含量的体积分数为0.5%~1.5%,加热的炉温为1100℃~1150℃,加热的带钢温度为570℃~630℃。本申请提供的双相钢镀锌的方法,利用明火加热的方式控制加热段的氧气含量,通过一定的氧化气氛来控制Mn和Si在铁基体里面氧化的程度,使得合金氧化物生成在钢板的亚表面,解决了此类氧化物无法还原而引起的漏镀缺陷;同时通过采取直接燃烧的方式加热,加热效率高,控制
一种高强度热轧基板、热镀锌钢及其制造方法.pdf
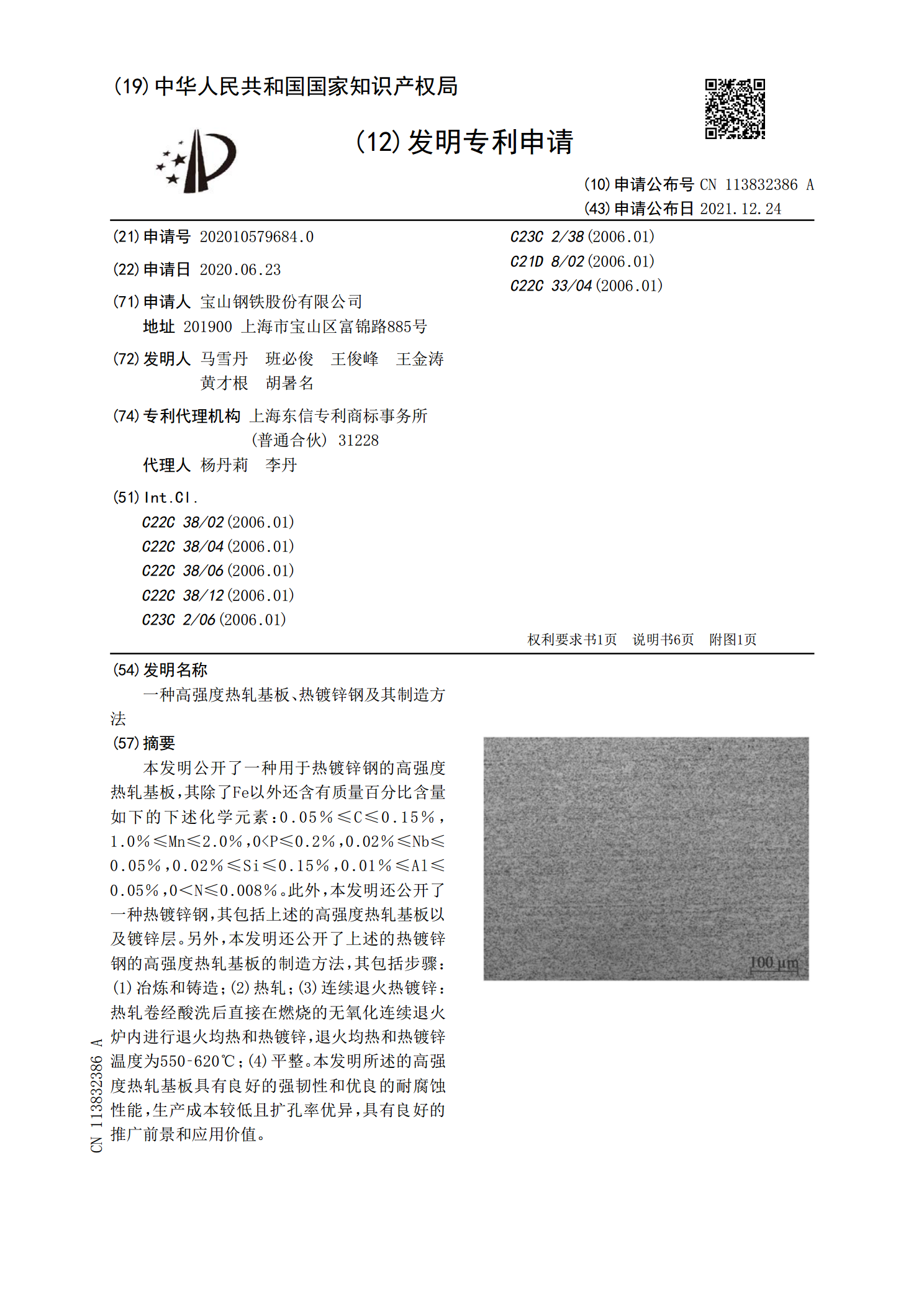
本发明公开了一种用于热镀锌钢的高强度热轧基板,其除了Fe以外还含有质量百分比含量如下的下述化学元素:0.05%≤C≤0.15%,1.0%≤Mn≤2.0%,0炉内进行退火均热和热镀锌,退火均热和热镀锌温度为550‑620℃;(4)平整。本发明所述的高强度热轧基板具有良好的强韧性和优良的耐腐蚀性能,生产成本较低且扩孔率优异,具有良好的推广前景和应用价值。