
不同辊径的轧辊顺序差温热处理的操作方法.pdf

莉娜****ua

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不同辊径的轧辊顺序差温热处理的操作方法.pdf
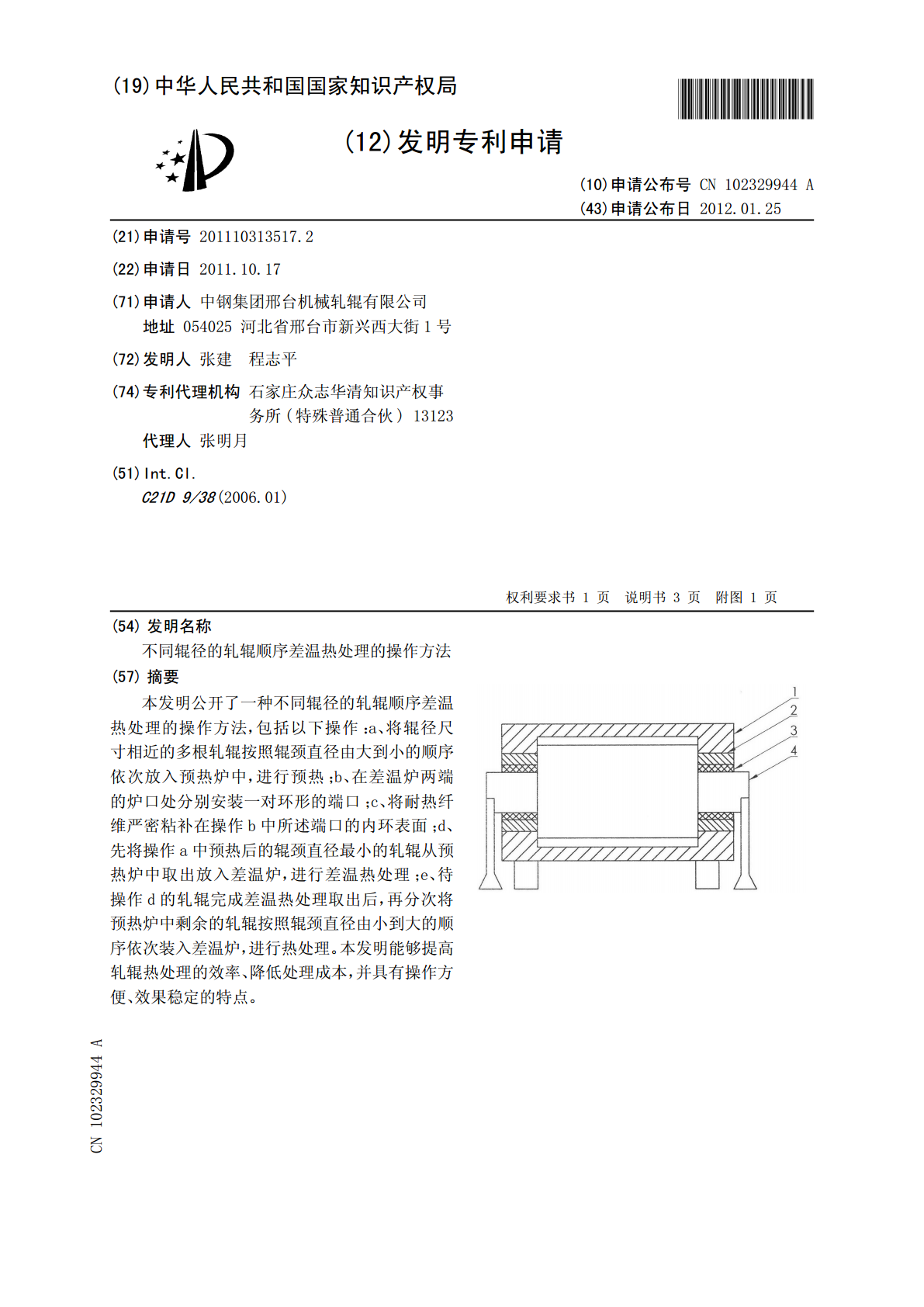
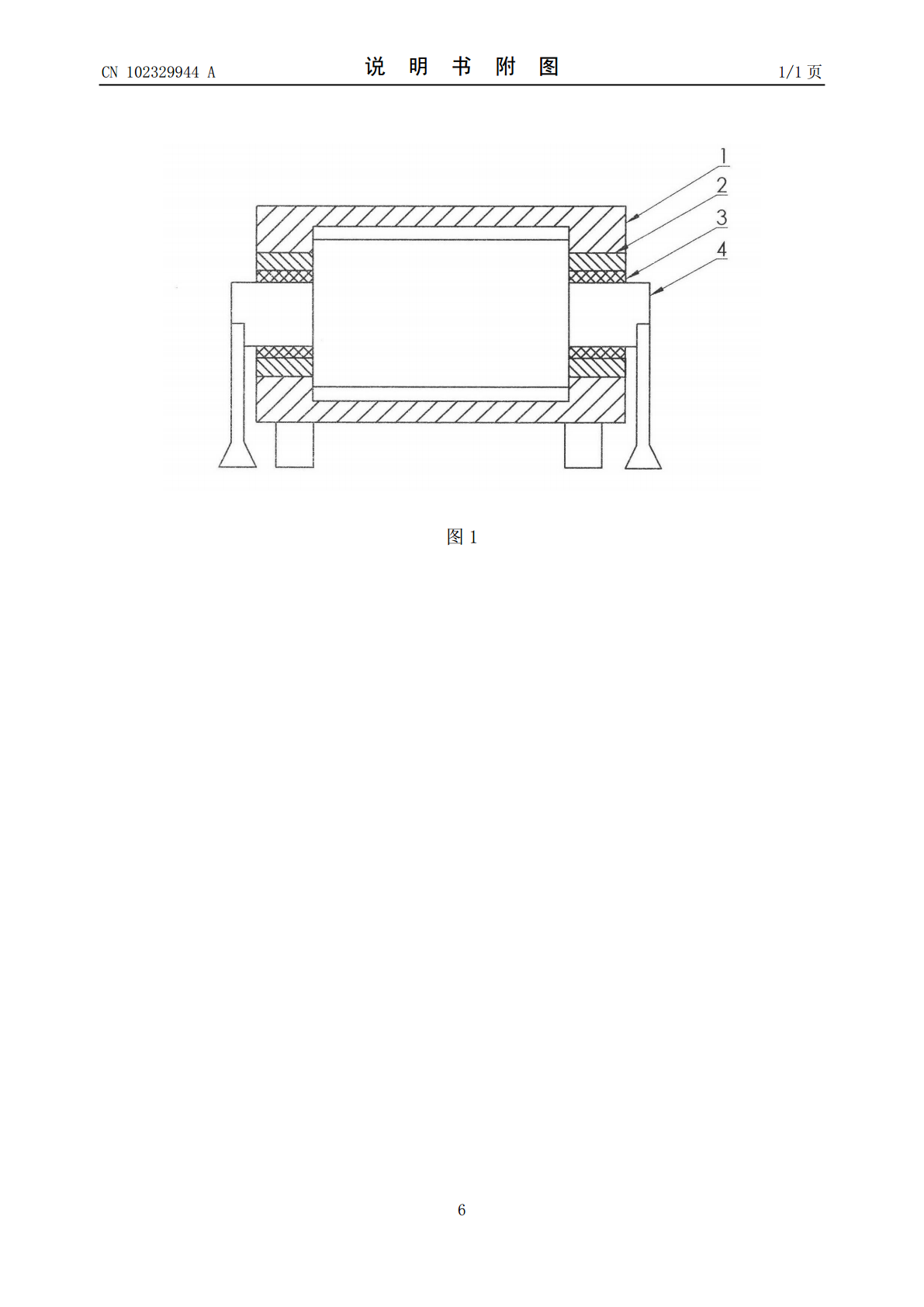
本发明公开了一种不同辊径的轧辊顺序差温热处理的操作方法,包括以下操作:a、将辊径尺寸相近的多根轧辊按照辊颈直径由大到小的顺序依次放入预热炉中,进行预热;b、在差温炉两端的炉口处分别安装一对环形的端口;c、将耐热纤维严密粘补在操作b中所述端口的内环表面;d、先将操作a中预热后的辊颈直径最小的轧辊从预热炉中取出放入差温炉,进行差温热处理;e、待操作d的轧辊完成差温热处理取出后,再分次将预热炉中剩余的轧辊按照辊颈直径由小到大的顺序依次装入差温炉,进行热处理。本发明能够提高轧辊热处理的效率、降低处理成本,并具有操
大型高铬铸铁轧辊准差温热处理.pdf
本发明公开了一种大型高铬铸铁轧辊准差温热处理,包括轧辊的装炉摆放、第一阶段预热、第二阶段预热、淬火加热的工艺过程。在装炉时,使用双层枕铁将轧辊架高至轧辊的下辊面距离炉体的台车800~950mm以上的位置,目的是避开炉内下部低温区,同时也防止炉体上部火焰直接喷射到轧辊上而引起轧辊局部过热、过烧现象。在淬火加热控制操作时,只使用大火火焰加热,而不使用小火火焰,防止热量集中在炉内上部区域,造成轧辊受热不均,并且大火加热可以对炉内温度的均匀起到搅拌作用。本发明解决了中宽厚板轧机用的高铬铸铁轧辊因规格尺寸特点不能使
小直径高铬铸铁轧辊的差温热处理方法.pdf
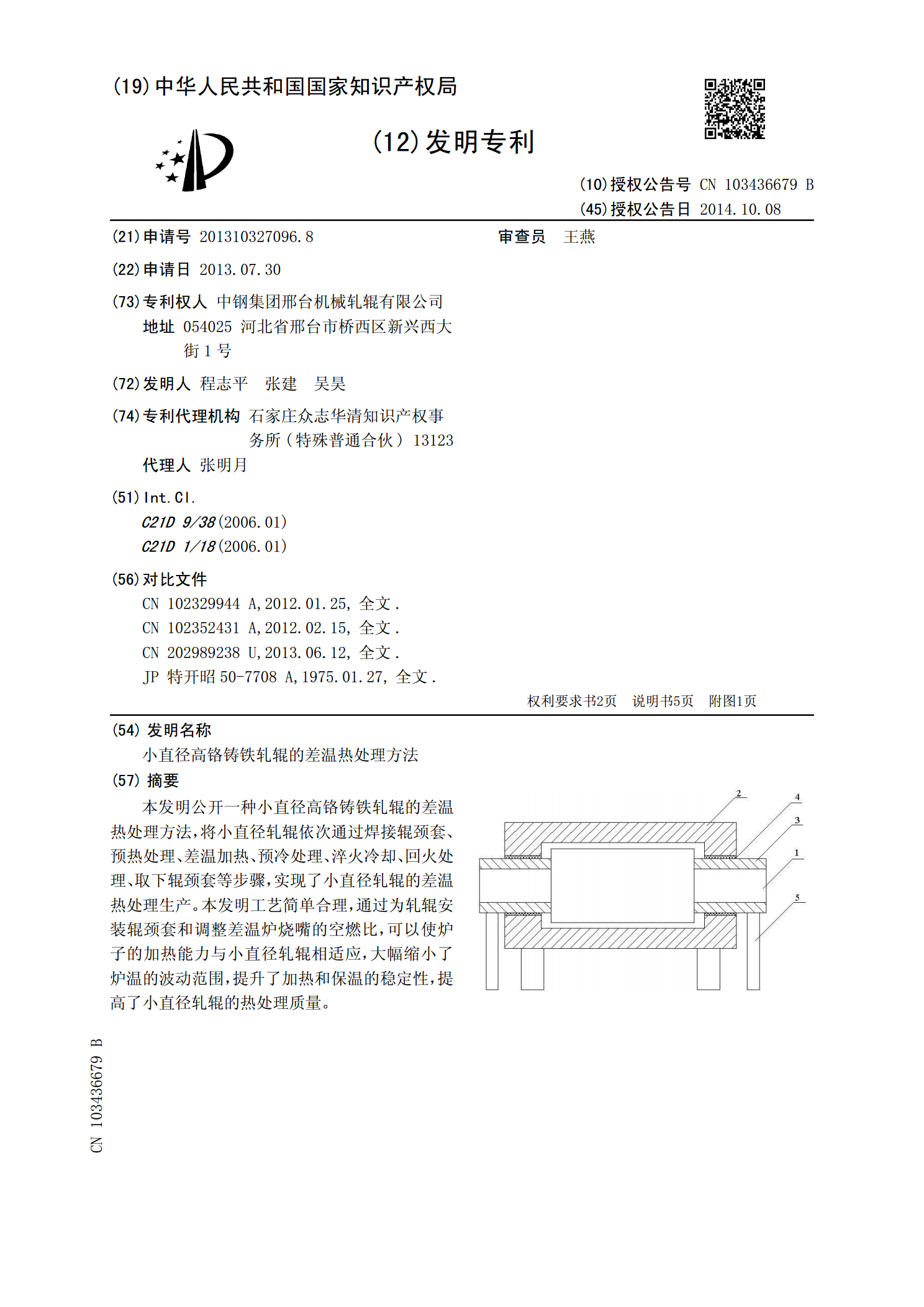
本发明公开一种小直径高铬铸铁轧辊的差温热处理方法,将小直径轧辊依次通过焊接辊颈套、预热处理、差温加热、预冷处理、淬火冷却、回火处理、取下辊颈套等步骤,实现了小直径轧辊的差温热处理生产。本发明工艺简单合理,通过为轧辊安装辊颈套和调整差温炉烧嘴的空燃比,可以使炉子的加热能力与小直径轧辊相适应,大幅缩小了炉温的波动范围,提升了加热和保温的稳定性,提高了小直径轧辊的热处理质量。
高碳高速钢轧辊的差温热处理方法.pdf
本发明公开了一种高碳高速钢轧辊的差温热处理方法,涉及热处理技术领域。所述热处理方法包括以下工艺步骤,首先进行辊身表面检查,检查合格后进行工艺准备,将准备好的轧辊进行预热处理至630~680℃保温20~25h,然后转至差温炉以3~4℃/min的升温速度加热至800±50℃保温20min,再以小于15℃/min的升温速度加热到1100~1200℃进行保温,保温120~180min;转至冷却机,进行淬火冷却,冷却完成后进行回火处理。采用所述差温热处理方法处理的轧辊具有很好的硬度均匀性,轧辊整体的强度和韧性得到了
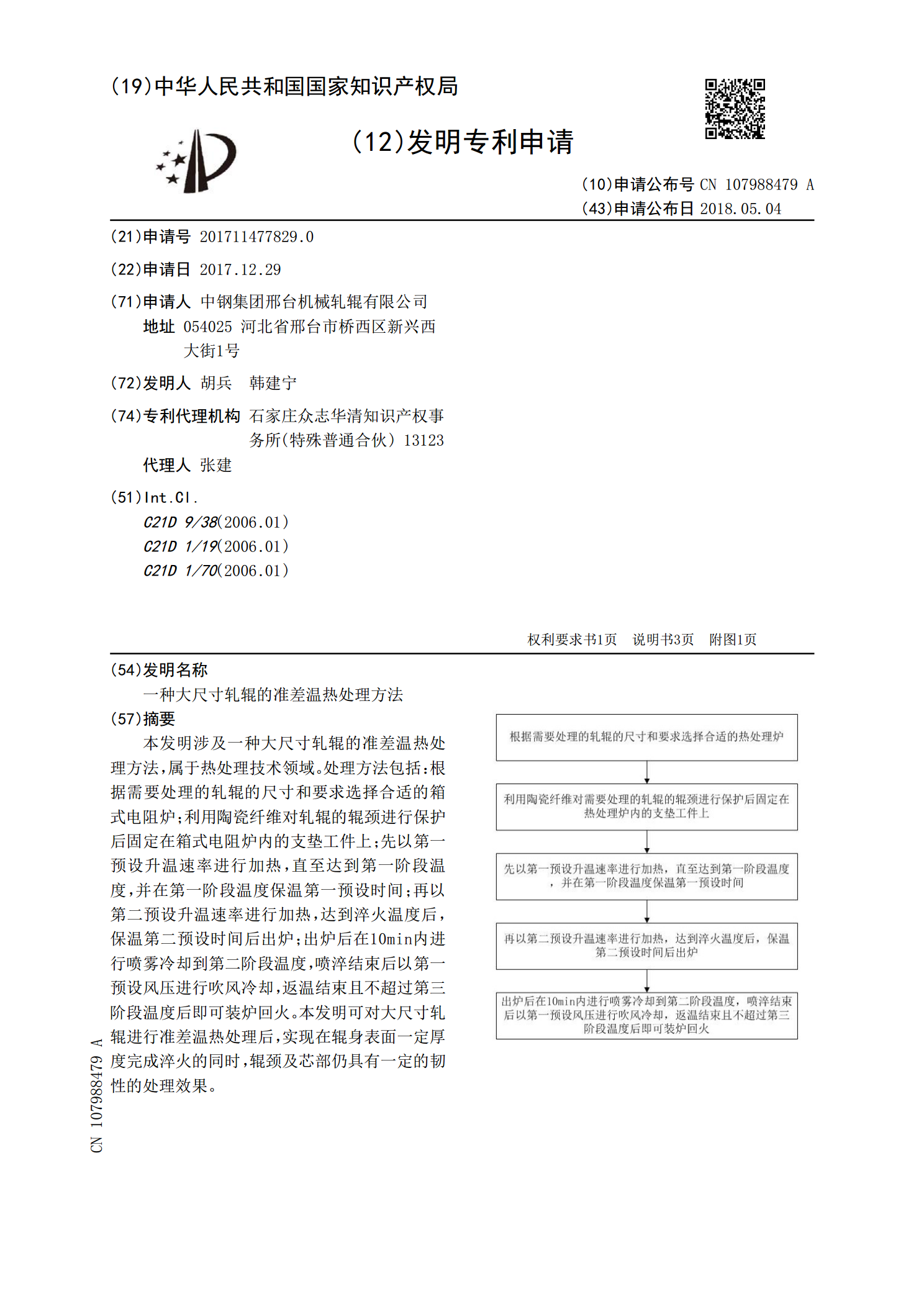
一种大尺寸轧辊的准差温热处理方法.pdf
本发明涉及一种大尺寸轧辊的准差温热处理方法,属于热处理技术领域。处理方法包括:根据需要处理的轧辊的尺寸和要求选择合适的箱式电阻炉;利用陶瓷纤维对轧辊的辊颈进行保护后固定在箱式电阻炉内的支垫工件上;先以第一预设升温速率进行加热,直至达到第一阶段温度,并在第一阶段温度保温第一预设时间;再以第二预设升温速率进行加热,达到淬火温度后,保温第二预设时间后出炉;出炉后在10min内进行喷雾冷却到第二阶段温度,喷淬结束后以第一预设风压进行吹风冷却,返温结束且不超过第三阶段温度后即可装炉回火。本发明可对大尺寸轧辊进行准差