
自动浇注方法.pdf

一吃****福乾


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
自动浇注方法.pdf
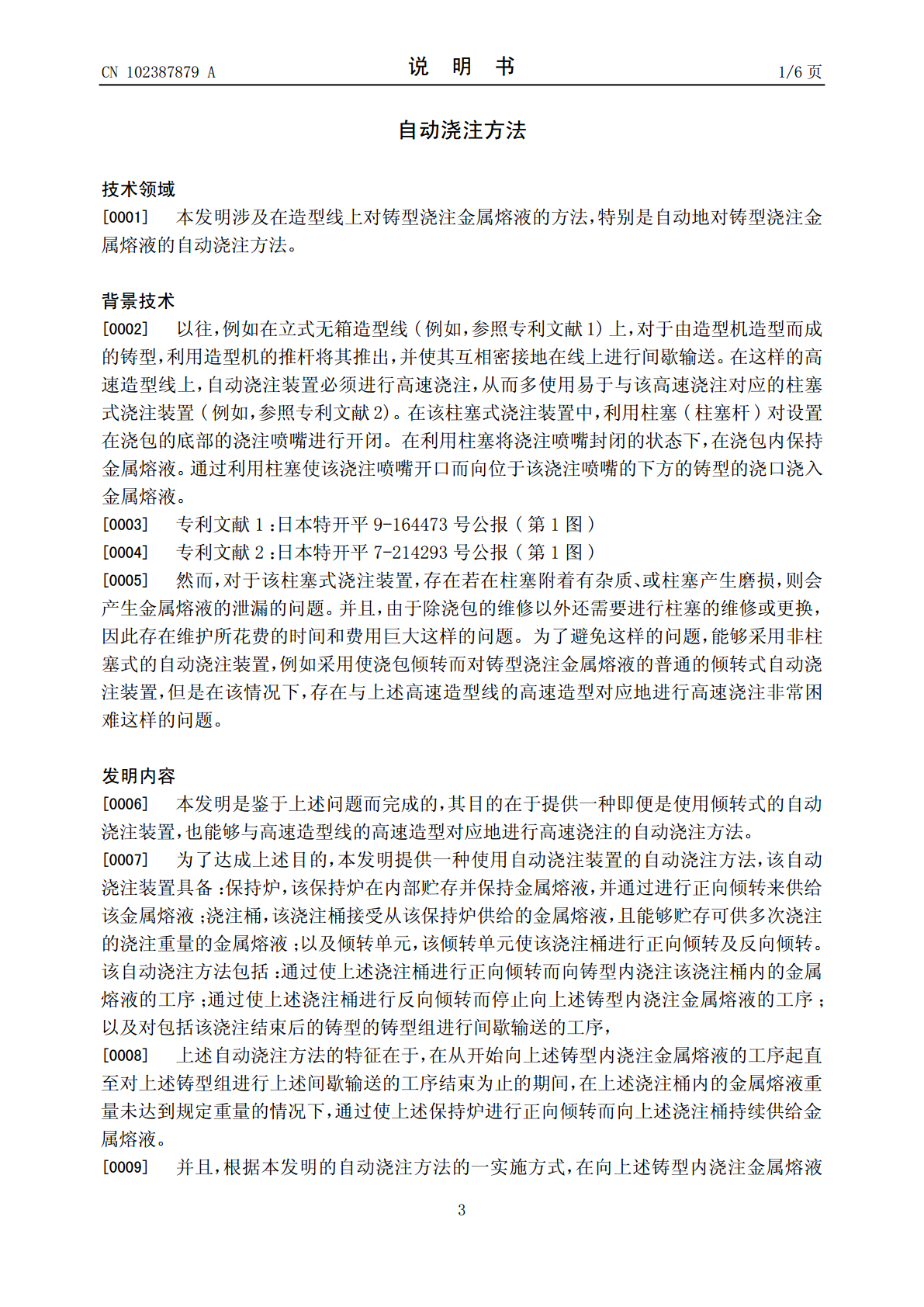
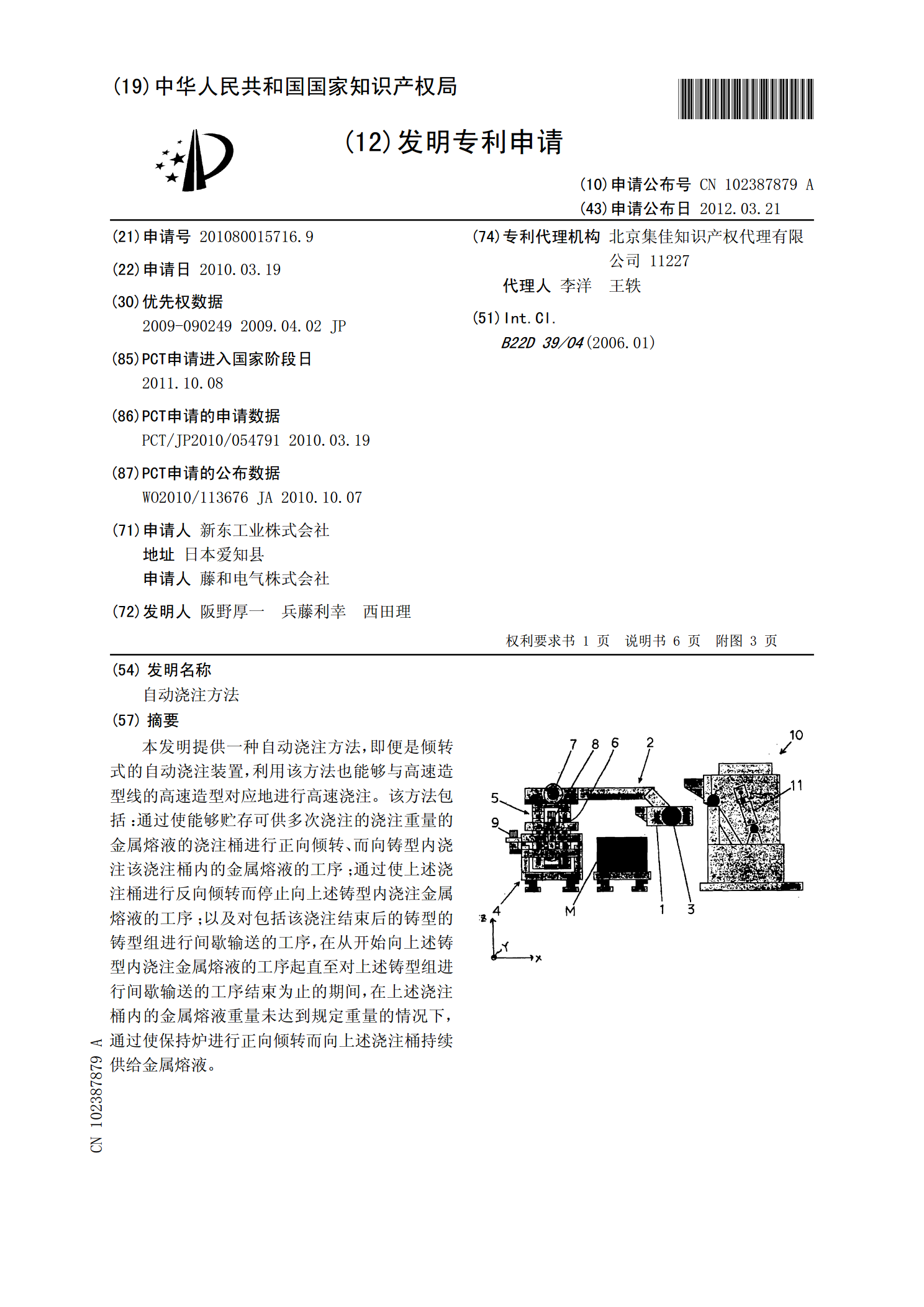
本发明提供一种自动浇注方法,即便是倾转式的自动浇注装置,利用该方法也能够与高速造型线的高速造型对应地进行高速浇注。该方法包括:通过使能够贮存可供多次浇注的浇注重量的金属熔液的浇注桶进行正向倾转、而向铸型内浇注该浇注桶内的金属熔液的工序;通过使上述浇注桶进行反向倾转而停止向上述铸型内浇注金属熔液的工序;以及对包括该浇注结束后的铸型的铸型组进行间歇输送的工序,在从开始向上述铸型内浇注金属熔液的工序起直至对上述铸型组进行间歇输送的工序结束为止的期间,在上述浇注桶内的金属熔液重量未达到规定重量的情况下,通过使保持
活塞自动浇注装置及方法.pdf
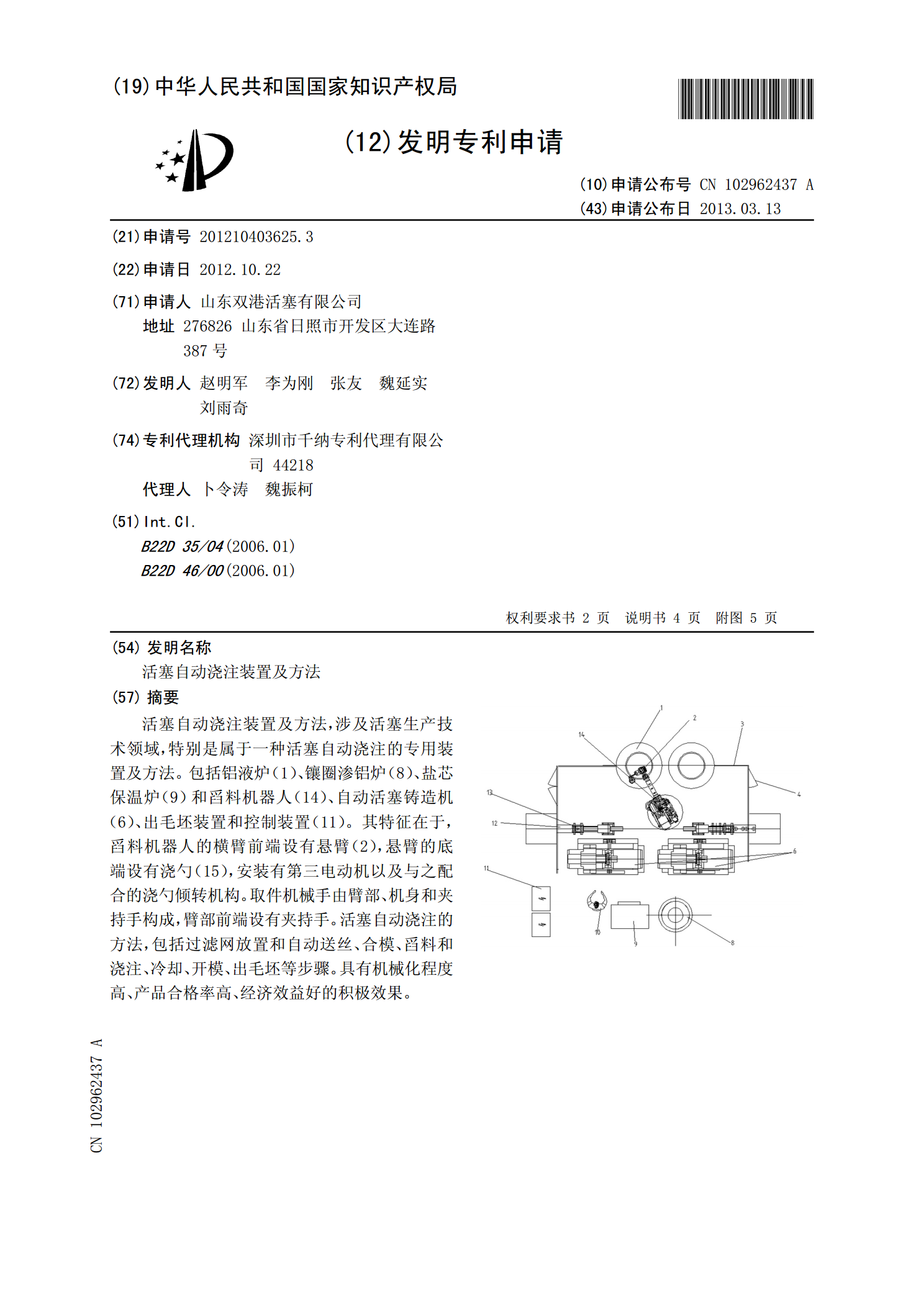
活塞自动浇注装置及方法,涉及活塞生产技术领域,特别是属于一种活塞自动浇注的专用装置及方法。包括铝液炉(1)、镶圈渗铝炉(8)、盐芯保温炉(9)和舀料机器人(14)、自动活塞铸造机(6)、出毛坯装置和控制装置(11)。其特征在于,舀料机器人的横臂前端设有悬臂(2),悬臂的底端设有浇勺(15),安装有第三电动机以及与之配合的浇勺倾转机构。取件机械手由臂部、机身和夹持手构成,臂部前端设有夹持手。活塞自动浇注的方法,包括过滤网放置和自动送丝、合模、舀料和浇注、冷却、开模、出毛坯等步骤。具有机械化程度高、产品合格率
自动化浇注生产线及浇注方法.pdf
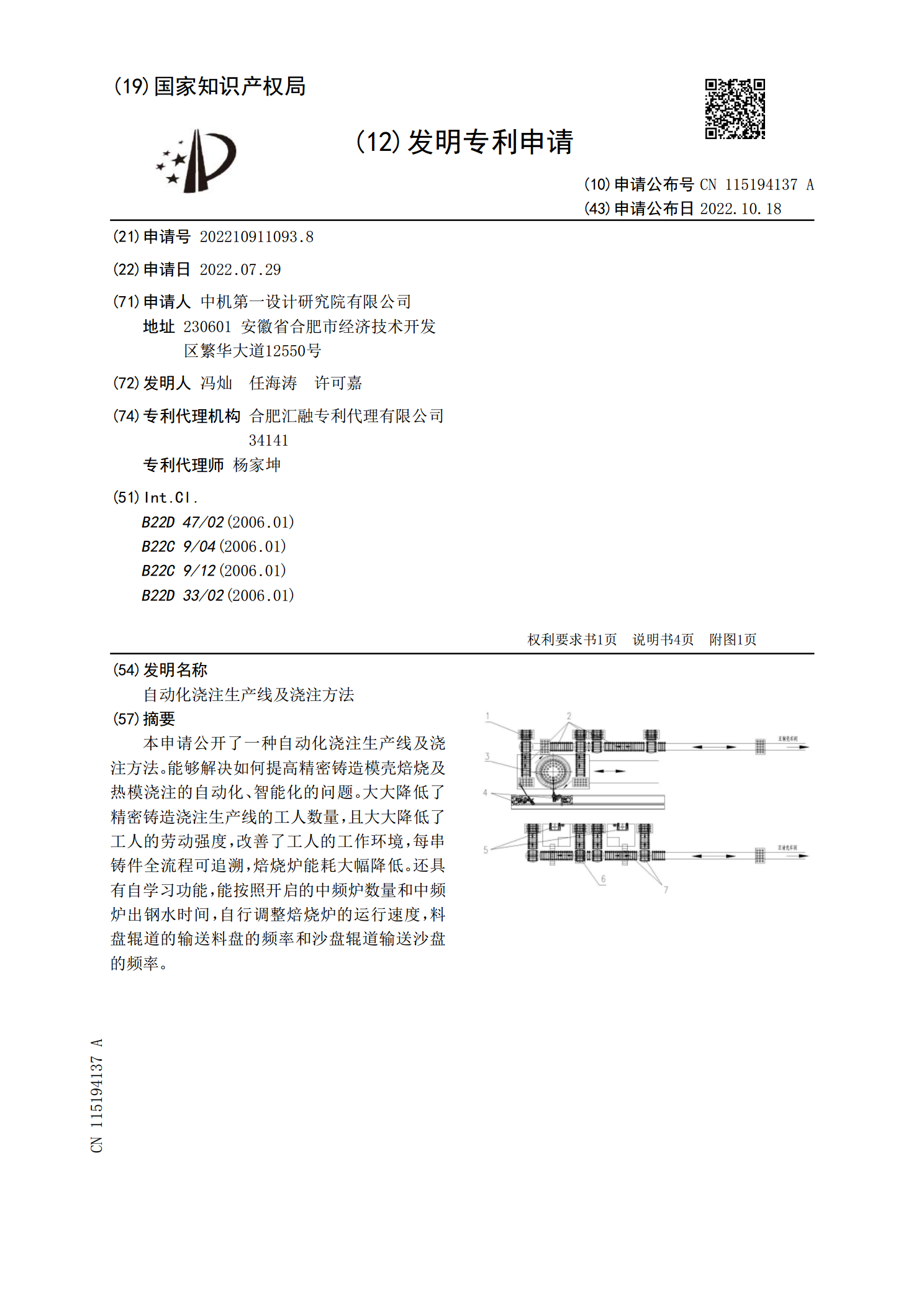
本申请公开了一种自动化浇注生产线及浇注方法。能够解决如何提高精密铸造模壳焙烧及热模浇注的自动化、智能化的问题。大大降低了精密铸造浇注生产线的工人数量,且大大降低了工人的劳动强度,改善了工人的工作环境,每串铸件全流程可追溯,焙烧炉能耗大幅降低。还具有自学习功能,能按照开启的中频炉数量和中频炉出钢水时间,自行调整焙烧炉的运行速度,料盘辊道的输送料盘的频率和沙盘辊道输送沙盘的频率。
模具RFID识别自动浇注系统及其浇注方法.pdf
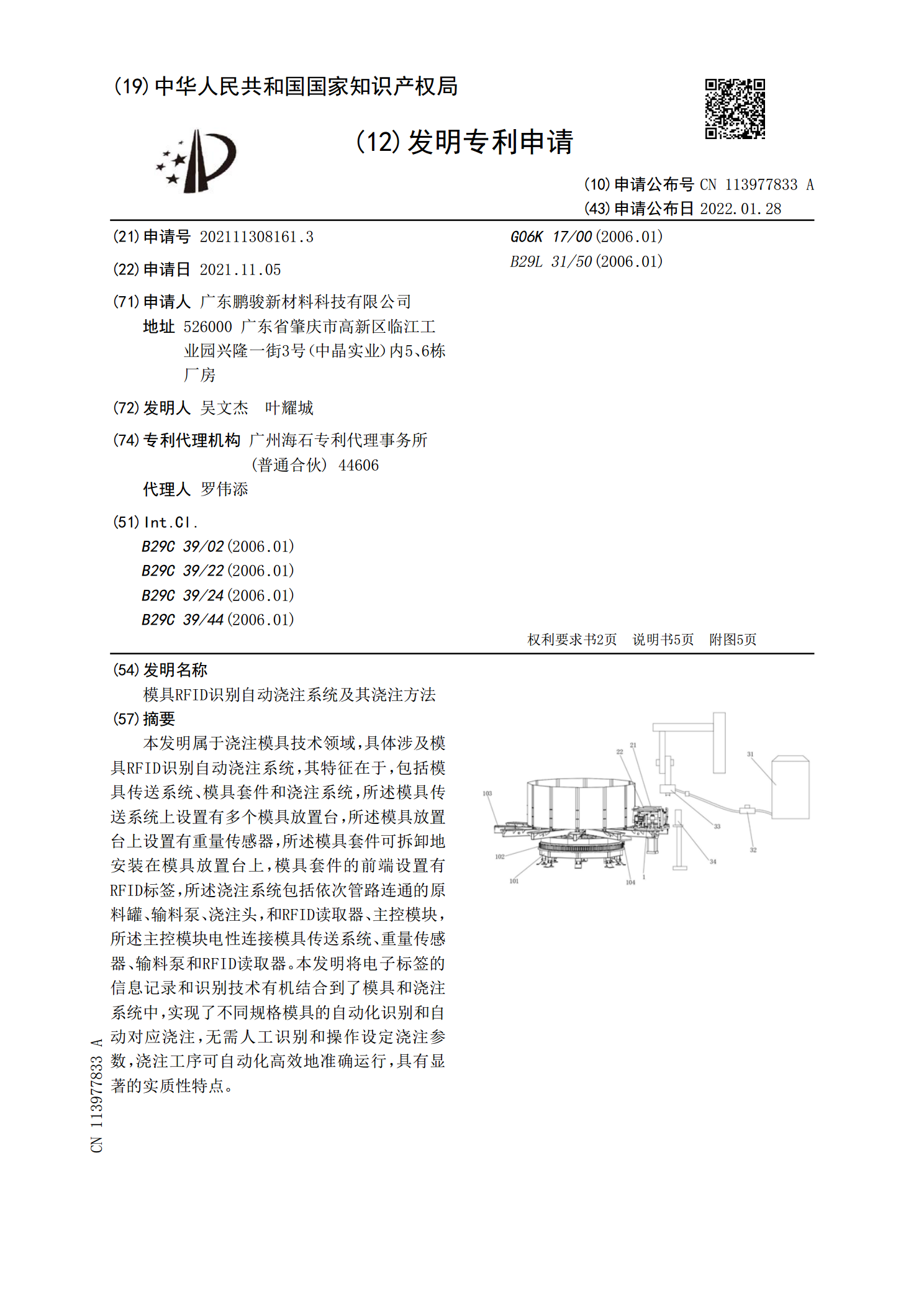
本发明属于浇注模具技术领域,具体涉及模具RFID识别自动浇注系统,其特征在于,包括模具传送系统、模具套件和浇注系统,所述模具传送系统上设置有多个模具放置台,所述模具放置台上设置有重量传感器,所述模具套件可拆卸地安装在模具放置台上,模具套件的前端设置有RFID标签,所述浇注系统包括依次管路连通的原料罐、输料泵、浇注头,和RFID读取器、主控模块,所述主控模块电性连接模具传送系统、重量传感器、输料泵和RFID读取器。本发明将电子标签的信息记录和识别技术有机结合到了模具和浇注系统中,实现了不同规格模具的自动化识
一种保温炉浇注平台自动浇注方法和系统.pdf
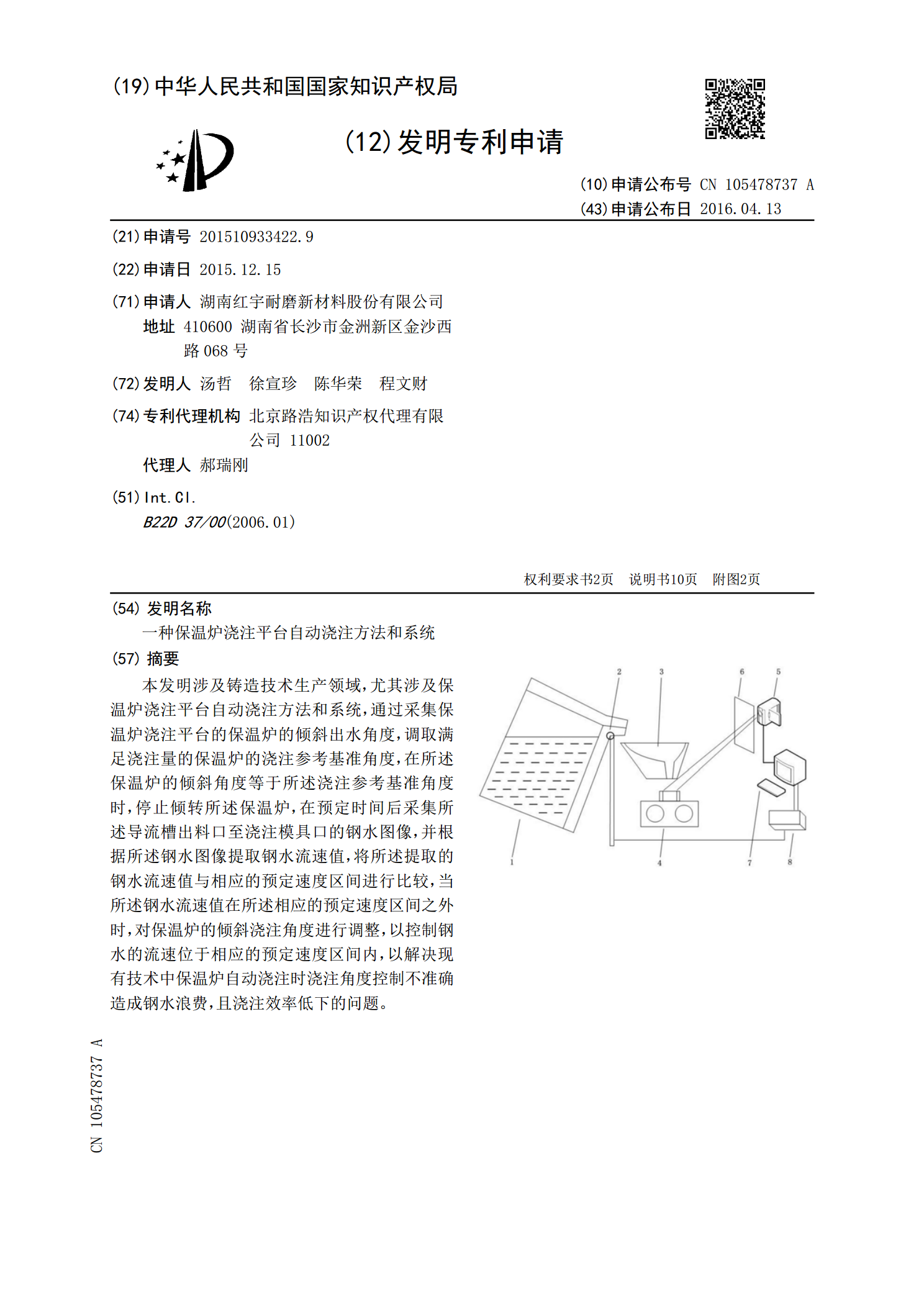
本发明涉及铸造技术生产领域,尤其涉及保温炉浇注平台自动浇注方法和系统,通过采集保温炉浇注平台的保温炉的倾斜出水角度,调取满足浇注量的保温炉的浇注参考基准角度,在所述保温炉的倾斜角度等于所述浇注参考基准角度时,停止倾转所述保温炉,在预定时间后采集所述导流槽出料口至浇注模具口的钢水图像,并根据所述钢水图像提取钢水流速值,将所述提取的钢水流速值与相应的预定速度区间进行比较,当所述钢水流速值在所述相应的预定速度区间之外时,对保温炉的倾斜浇注角度进行调整,以控制钢水的流速位于相应的预定速度区间内,以解决现有技术中保