
活塞自动浇注装置及方法.pdf

An****70


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
活塞自动浇注装置及方法.pdf
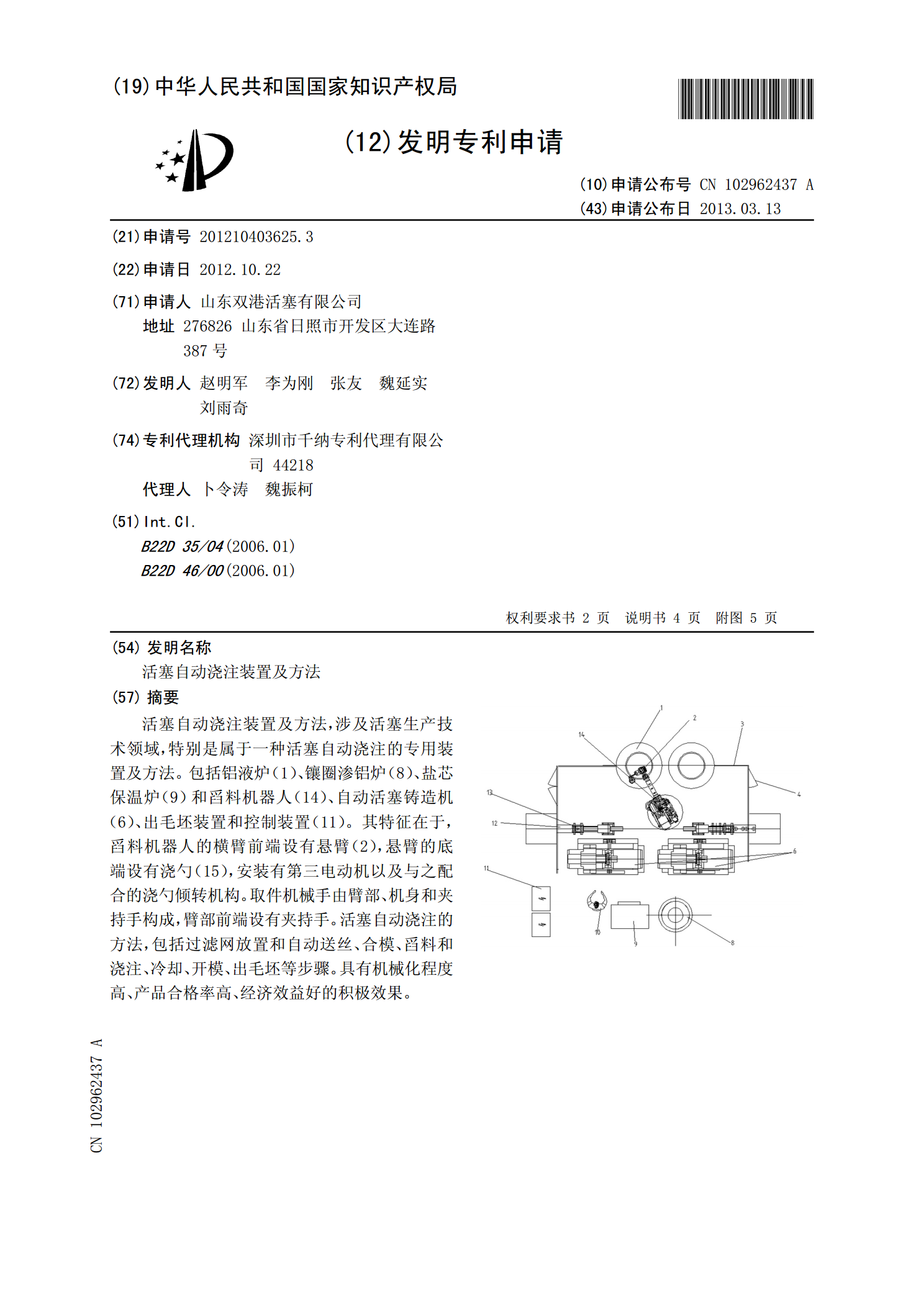
活塞自动浇注装置及方法,涉及活塞生产技术领域,特别是属于一种活塞自动浇注的专用装置及方法。包括铝液炉(1)、镶圈渗铝炉(8)、盐芯保温炉(9)和舀料机器人(14)、自动活塞铸造机(6)、出毛坯装置和控制装置(11)。其特征在于,舀料机器人的横臂前端设有悬臂(2),悬臂的底端设有浇勺(15),安装有第三电动机以及与之配合的浇勺倾转机构。取件机械手由臂部、机身和夹持手构成,臂部前端设有夹持手。活塞自动浇注的方法,包括过滤网放置和自动送丝、合模、舀料和浇注、冷却、开模、出毛坯等步骤。具有机械化程度高、产品合格率
一种铝活塞自动浇注用三工位旋转炉装置.pdf
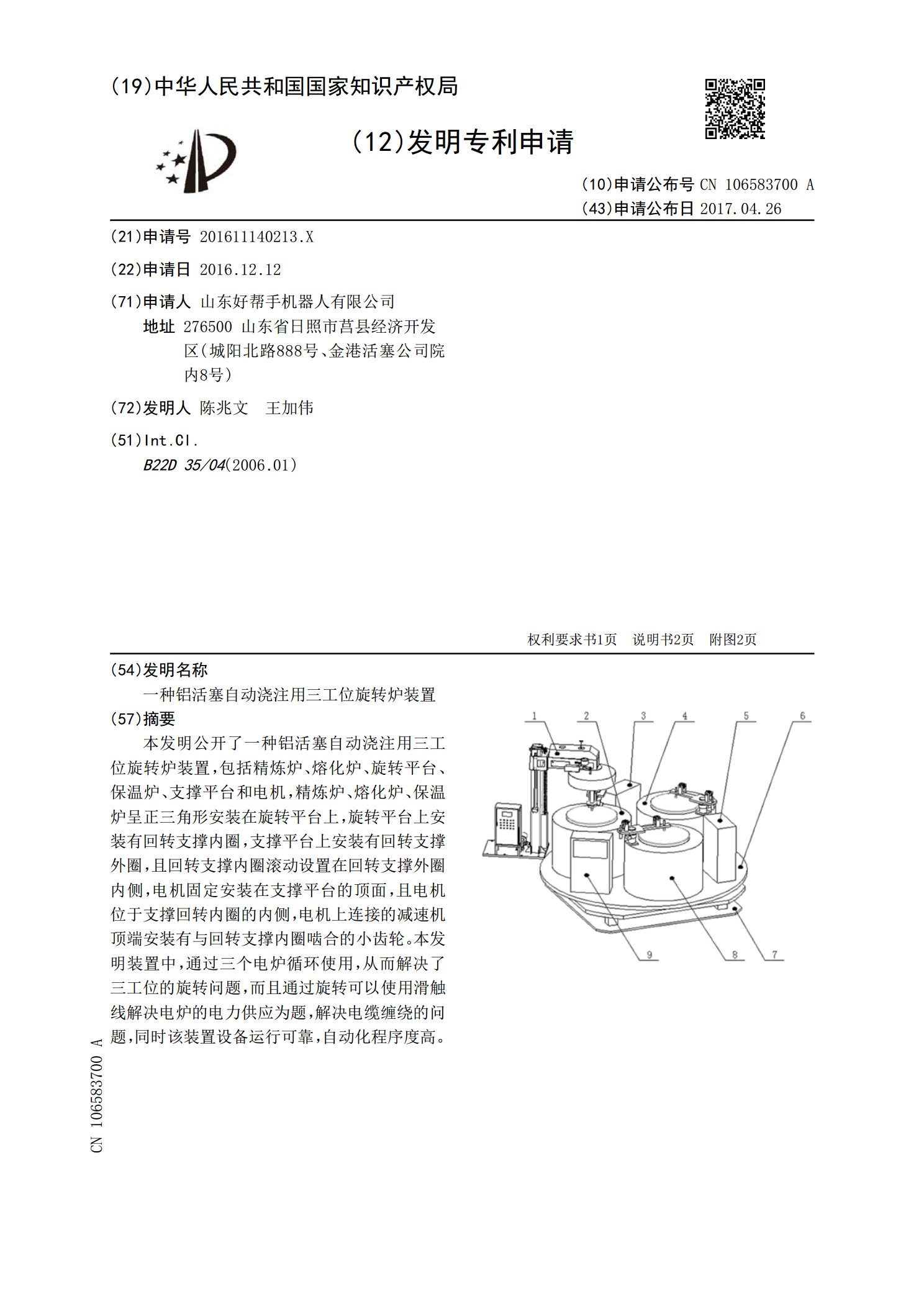
本发明公开了一种铝活塞自动浇注用三工位旋转炉装置,包括精炼炉、熔化炉、旋转平台、保温炉、支撑平台和电机,精炼炉、熔化炉、保温炉呈正三角形安装在旋转平台上,旋转平台上安装有回转支撑内圈,支撑平台上安装有回转支撑外圈,且回转支撑内圈滚动设置在回转支撑外圈内侧,电机固定安装在支撑平台的顶面,且电机位于支撑回转内圈的内侧,电机上连接的减速机顶端安装有与回转支撑内圈啮合的小齿轮。本发明装置中,通过三个电炉循环使用,从而解决了三工位的旋转问题,而且通过旋转可以使用滑触线解决电炉的电力供应为题,解决电缆缠绕的问题,同时
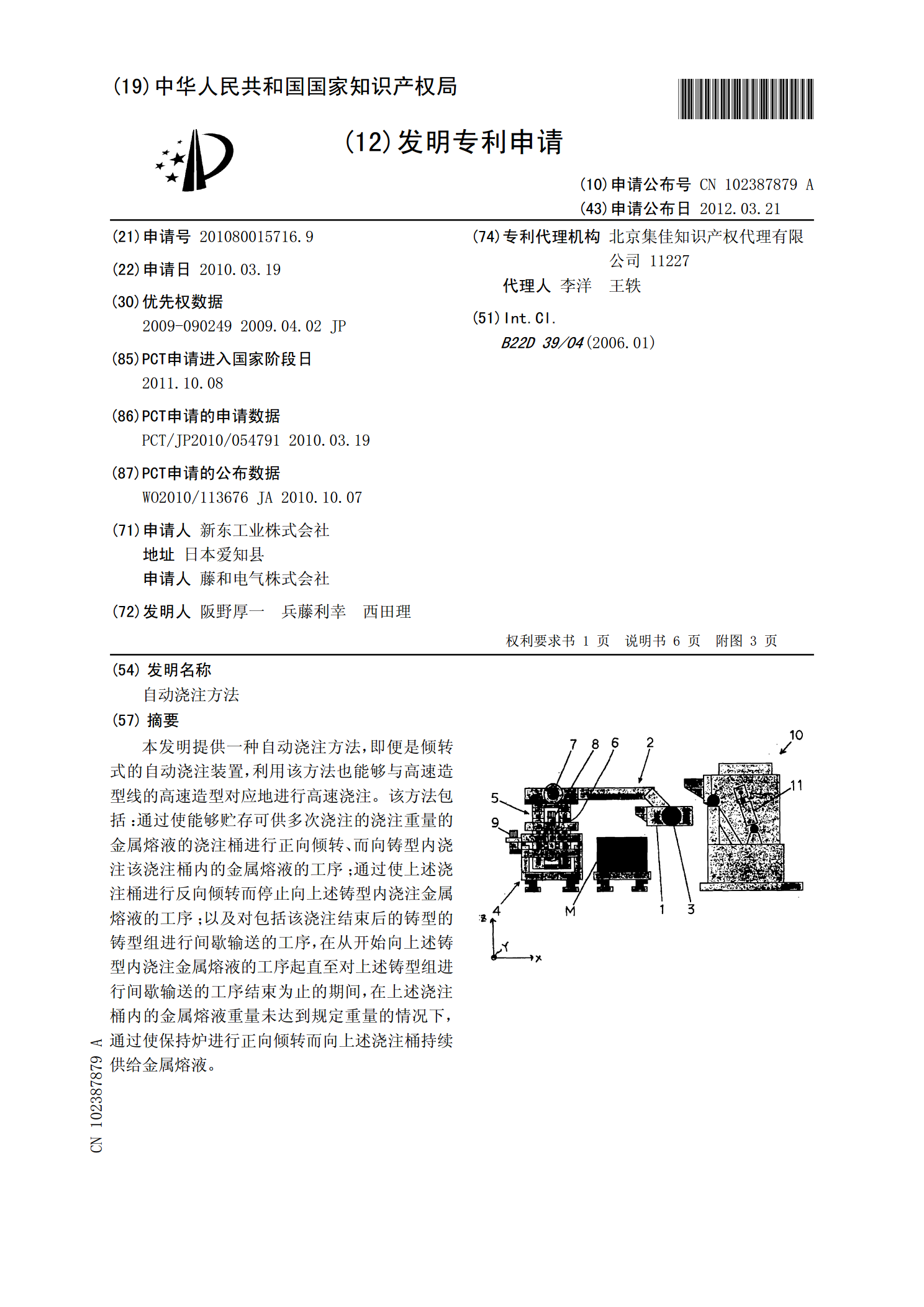
自动浇注方法.pdf
本发明提供一种自动浇注方法,即便是倾转式的自动浇注装置,利用该方法也能够与高速造型线的高速造型对应地进行高速浇注。该方法包括:通过使能够贮存可供多次浇注的浇注重量的金属熔液的浇注桶进行正向倾转、而向铸型内浇注该浇注桶内的金属熔液的工序;通过使上述浇注桶进行反向倾转而停止向上述铸型内浇注金属熔液的工序;以及对包括该浇注结束后的铸型的铸型组进行间歇输送的工序,在从开始向上述铸型内浇注金属熔液的工序起直至对上述铸型组进行间歇输送的工序结束为止的期间,在上述浇注桶内的金属熔液重量未达到规定重量的情况下,通过使保持
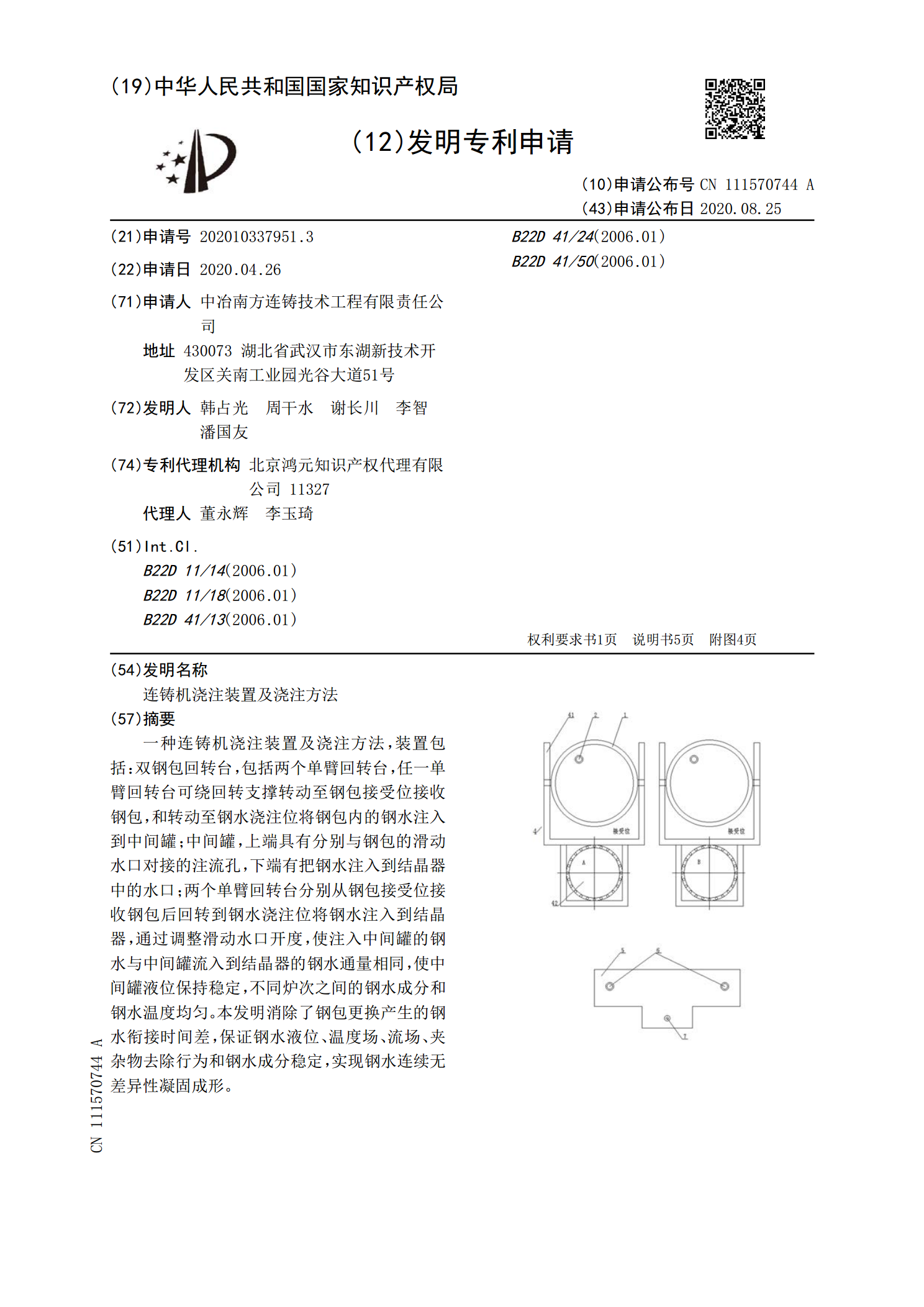
连铸机浇注装置及浇注方法.pdf
一种连铸机浇注装置及浇注方法,装置包括:双钢包回转台,包括两个单臂回转台,任一单臂回转台可绕回转支撑转动至钢包接受位接收钢包,和转动至钢水浇注位将钢包内的钢水注入到中间罐;中间罐,上端具有分别与钢包的滑动水口对接的注流孔,下端有把钢水注入到结晶器中的水口;两个单臂回转台分别从钢包接受位接收钢包后回转到钢水浇注位将钢水注入到结晶器,通过调整滑动水口开度,使注入中间罐的钢水与中间罐流入到结晶器的钢水通量相同,使中间罐液位保持稳定,不同炉次之间的钢水成分和钢水温度均匀。本发明消除了钢包更换产生的钢水衔接时间差,

活塞工件自动输送装置及其实现方法.pdf
活塞工件自动输送装置,涉及活塞加工装备技术领域,特别是属于一种活塞工件的自动输送装置及其实现方法。固定在地面上的支撑架体以及设置在支撑架体顶端的物料圆盘,支撑架体上安装有等分分割器,等分分割器的减速电机的输出轴与物料圆盘连接,在物料圆盘的外圆周方向上,布置有与等分分割器的等分数相对应数量的活塞工件,且物料圆盘的其他位置对应外圆周上的活塞工件等间距依次放置,在物料圆盘下方沿物料圆盘的外圆周方向上设置有定位块,感应物料圆盘上方外圆周方向上活塞工件的物料检测开关以及报警灯,位置感应开关、物料感应开关、报警灯以及