
一种纯镍板坯的制备方法.pdf

一只****生物

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种纯镍板坯的制备方法.pdf
本发明公开了一种纯镍板坯的制备方法,该方法为:1.将质量纯度不小于99%的电解镍置于中频真空感应炉中熔炼制备纯镍铸锭;2.将两个以上纯镍铸锭在真空自耗电弧炉内进行焊接,然后对焊接后的纯镍铸锭进行1~2次真空自耗电弧熔炼,切去冒口、锭底,除去表皮气孔,得到成品铸锭;3.采用电炉将成品铸锭加热并保温,然后采用自由锻的方式对成品铸锭进行多火次的锻造,得到纯镍板坯。本发明采用真空自耗电弧熔炼的方式进行成品铸锭的熔炼,可解决电渣重熔过程金属液过热导致最终铸锭晶粒长大,后续加工性能变差的问题,还可以避免铸锭中有害杂质

一种制备高纯镍的方法.pdf
本发明公开一种制备高纯镍的方法,采用了高温负压法混合镍硫化物矿颗粒和镍硫化物矿颗粒实现初级的还原及脱硫化制得粗制镍单质,粗制镍单质通入一氧化碳放热后获得Ni(CO)
一种工业高纯镍板坯与不锈钢混合加热方法.pdf
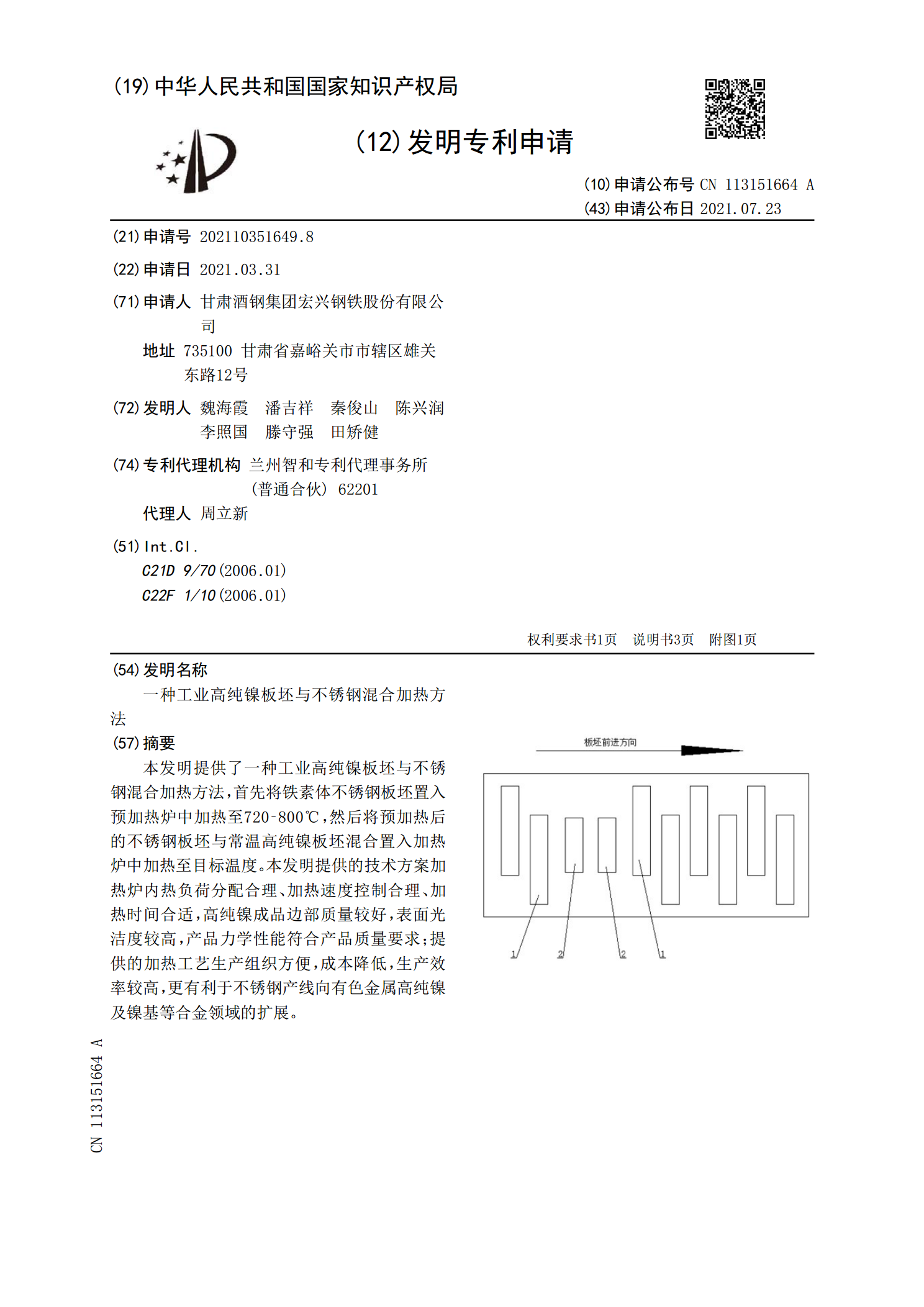
本发明提供了一种工业高纯镍板坯与不锈钢混合加热方法,首先将铁素体不锈钢板坯置入预加热炉中加热至720‑800℃,然后将预加热后的不锈钢板坯与常温高纯镍板坯混合置入加热炉中加热至目标温度。本发明提供的技术方案加热炉内热负荷分配合理、加热速度控制合理、加热时间合适,高纯镍成品边部质量较好,表面光洁度较高,产品力学性能符合产品质量要求;提供的加热工艺生产组织方便,成本降低,生产效率较高,更有利于不锈钢产线向有色金属高纯镍及镍基等合金领域的扩展。
一种纯镍热轧带卷的制备方法.pdf
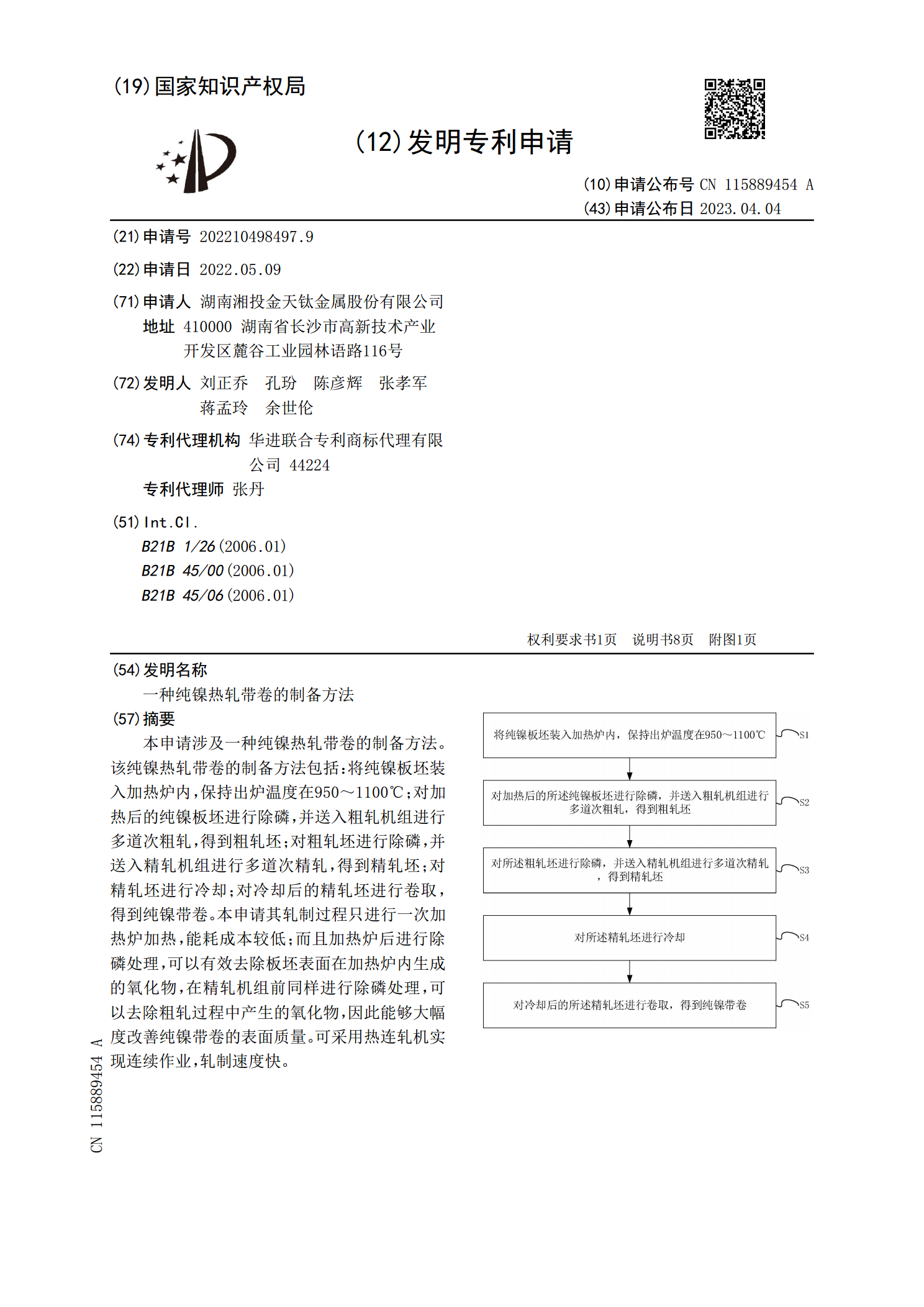
本申请涉及一种纯镍热轧带卷的制备方法。该纯镍热轧带卷的制备方法包括:将纯镍板坯装入加热炉内,保持出炉温度在950~1100℃;对加热后的纯镍板坯进行除磷,并送入粗轧机组进行多道次粗轧,得到粗轧坯;对粗轧坯进行除磷,并送入精轧机组进行多道次精轧,得到精轧坯;对精轧坯进行冷却;对冷却后的精轧坯进行卷取,得到纯镍带卷。本申请其轧制过程只进行一次加热炉加热,能耗成本较低;而且加热炉后进行除磷处理,可以有效去除板坯表面在加热炉内生成的氧化物,在精轧机组前同样进行除磷处理,可以去除粗轧过程中产生的氧化物,因此能够大幅
一种镍板坯的制造方法.pdf
一种生产镍板坯的方法,包括以下步骤:A、用电解镍制成柱体状镍电极;B、将柱状镍电极置入真空自耗凝壳炉腔内;C、将铸造镍板坯的模具固定设置在位于炉腔内并能高速旋转的模体支座上,并使其浇铸口与设置在该炉腔内的盛液用坩锅的液体流出口相对应;D、封闭炉腔,并使炉腔内真空度不低于0.3pa;接通电源,移动另一个电极,使柱状镍电极接近并使两者之间保持起弧,两者间熔炼电流达20±6KA、熔炼电压达40±6V,使镍电极熔化成液体并积于坩埚内。E、使模体支座带动模具高速旋转,同时将坩锅内的液体注入该模具腔内离心浇铸,F、将