
一种镍板坯的制造方法.pdf

念珊****写意

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍板坯的制造方法.pdf
一种生产镍板坯的方法,包括以下步骤:A、用电解镍制成柱体状镍电极;B、将柱状镍电极置入真空自耗凝壳炉腔内;C、将铸造镍板坯的模具固定设置在位于炉腔内并能高速旋转的模体支座上,并使其浇铸口与设置在该炉腔内的盛液用坩锅的液体流出口相对应;D、封闭炉腔,并使炉腔内真空度不低于0.3pa;接通电源,移动另一个电极,使柱状镍电极接近并使两者之间保持起弧,两者间熔炼电流达20±6KA、熔炼电压达40±6V,使镍电极熔化成液体并积于坩埚内。E、使模体支座带动模具高速旋转,同时将坩锅内的液体注入该模具腔内离心浇铸,F、将
一种纯镍板坯的制备方法.pdf
本发明公开了一种纯镍板坯的制备方法,该方法为:1.将质量纯度不小于99%的电解镍置于中频真空感应炉中熔炼制备纯镍铸锭;2.将两个以上纯镍铸锭在真空自耗电弧炉内进行焊接,然后对焊接后的纯镍铸锭进行1~2次真空自耗电弧熔炼,切去冒口、锭底,除去表皮气孔,得到成品铸锭;3.采用电炉将成品铸锭加热并保温,然后采用自由锻的方式对成品铸锭进行多火次的锻造,得到纯镍板坯。本发明采用真空自耗电弧熔炼的方式进行成品铸锭的熔炼,可解决电渣重熔过程金属液过热导致最终铸锭晶粒长大,后续加工性能变差的问题,还可以避免铸锭中有害杂质
一种宽厚板坯的制造方法.pdf
本发明涉及冶金生产连铸技术领域,具体涉及一种宽厚板坯的制造方法,该方法包括:1)将铁水进行预处理,采用喷吹枪向铁水罐中喷加复合脱硫剂,获得低磷、低硫铁水;2)将预处理后的铁水放入转炉,通过顶底复吹技术进行转炉冶炼,获得冶炼后的钢水;3)将获得的钢水进行炉外精炼,通过电极提升钢水温度,添加合金元素,调整钢水成分,获得精炼后的钢水;4)将获得的精炼后的钢水进行板坯连铸,通过结晶器形成初生坯壳,带有液芯的坯壳在扇形段中二冷水的冷却作用下完全凝固,利用台阶式辊缝设置确保铸坯通过扇形段棍子时无变形鼓肚,制成宽厚板坯
一种基于真空自耗铸造镍板坯的方法.pdf
本发明公开了一种基于真空自耗铸造镍板坯的方法,它包括以下具体步骤:1)用电解镍制成柱体状镍电极;2)将柱状镍电极置入真空自耗凝壳炉腔内;3)将铸造镍板坯的模具固定设置在位于炉腔内并能高速旋转的模体支座上;4)封闭炉腔,使镍电极熔化成液体并积于坩埚内;5)使模体支座带动模具高速旋转,同时将坩锅内的液体注入该模具腔内离心浇铸;6)将浇铸后的镍板坯随模自然冷却,使之凝固成型。本发明具有生产周期短,制造成本低,原材料利用率高等优点。本发明无须将铸锭经过剥皮以后再锻造成板坯,通过快速成型铸造可保证板坯组织的均匀,质
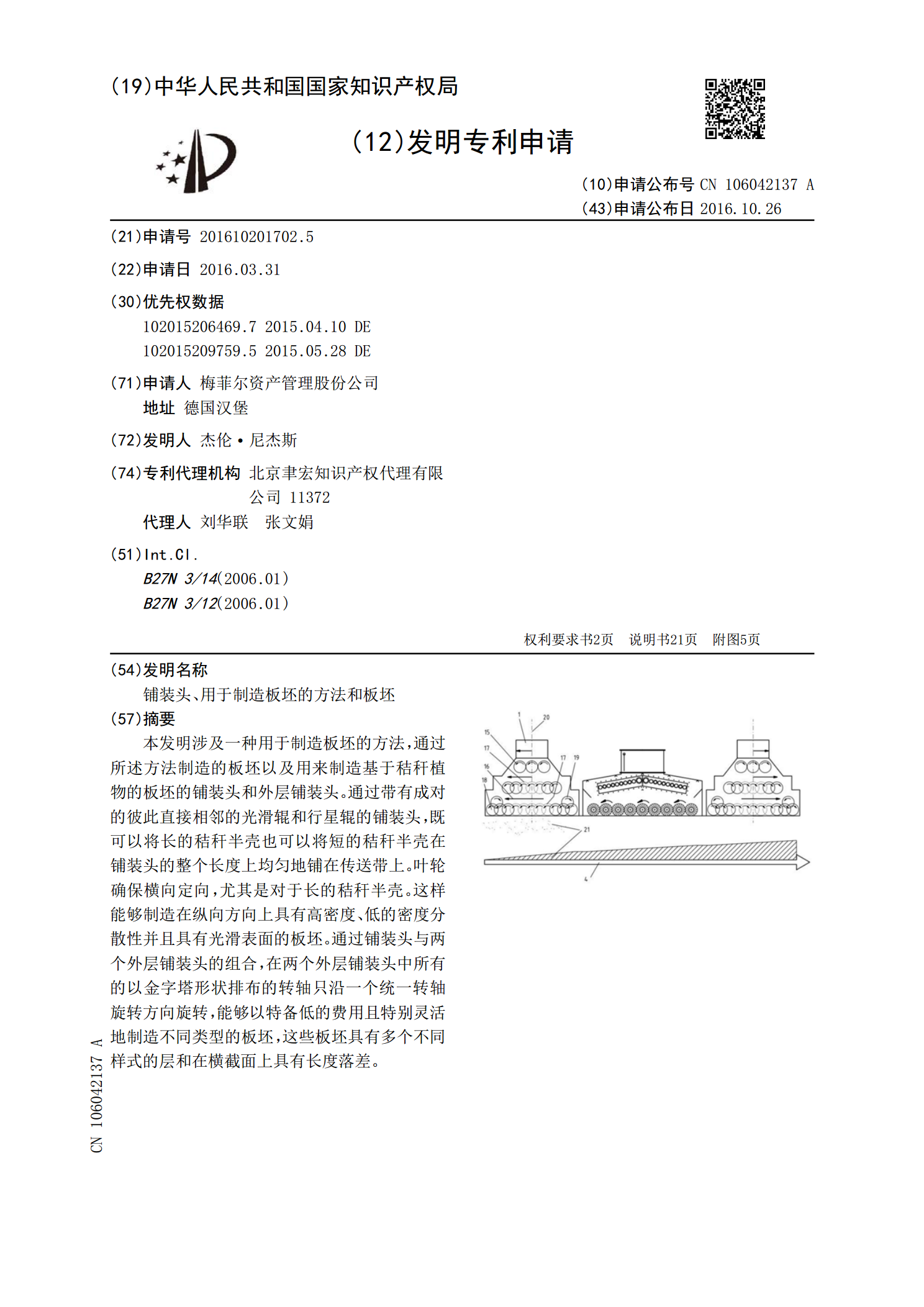
铺装头、用于制造板坯的方法和板坯.pdf
本发明涉及一种用于制造板坯的方法,通过所述方法制造的板坯以及用来制造基于秸秆植物的板坯的铺装头和外层铺装头。通过带有成对的彼此直接相邻的光滑辊和行星辊的铺装头,既可以将长的秸秆半壳也可以将短的秸秆半壳在铺装头的整个长度上均匀地铺在传送带上。叶轮确保横向定向,尤其是对于长的秸秆半壳。这样能够制造在纵向方向上具有高密度、低的密度分散性并且具有光滑表面的板坯。通过铺装头与两个外层铺装头的组合,在两个外层铺装头中所有的以金字塔形状排布的转轴只沿一个统一转轴旋转方向旋转,能够以特备低的费用且特别灵活地制造不同类型的