
一种冷轧纯钛带卷退火前的脱脂卷取方法.pdf

雨巷****凝海

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冷轧纯钛带卷退火前的脱脂卷取方法.pdf
本发明介绍了一种冷轧纯钛带卷退火前的脱脂卷取方法,包括冷轧、脱脂、真空退火或罩式退火,带卷在轧制乳化液浓度0.8~2.5%、40~50℃、轧程变形率20~80%、道次变形率3~10%下,经过5~19个道次轧制至目标厚度,再脱脂清洗,脱脂时针对冷轧纯钛带卷的不同部位,采用不同的单位张力卷取,卷取完成后将钛带打包送入真空炉或罩式炉进行热处理。本发明可使冷轧纯钛带卷经真空退火或罩式退火之后的粘结机率大大降低,同时又避免了带卷采用较小单位张力卷取时所产生的扁卷、松卷、散卷等问题。

一种纯钛卷的连续退火方法.pdf
本发明公开了一种纯钛卷的连续退火方法,该方法包括以下步骤:(1)将待退火的钛卷以钛带的形式从头到尾以2-5m/min的速度连续通过退火炉的预热段、加热段和均热段,其中,钛带通过预热段的温度为250-350℃,钛带通过加热段的温度为700-750℃,钛带通过均热段的温度为700-750℃,钛带通过退火炉的总时间为4-10min;(2)将经过退火炉退火后的钛带通过水雾冷却的方式进行冷却。本发明的连续退火方法能够明显缩短生产周期、提高生产效率,且能够保证钛卷退火质量、改善钛卷退火组织晶粒均匀性和保证钛卷连续退火
一种降低冷轧钛带卷罩式退火粘结的工艺方法.pdf
本发明涉及一种降低冷轧钛带卷罩式退火粘结的工艺方法,采用表面毛化及控制降温速率方法,实现了冷轧钛带卷罩式退火无粘结目标,尤其解决了1.0mm以下薄规格带卷,以及特殊组织性能要求需高温、长时间退火冷轧钛带卷罩式退火粘结技术瓶颈;本方法操作简单、成本低:钛卷表面毛化及控制降温,在普通轧机、平整机及罩式退火炉上即可操作实现,无需新增设备,操作简单,且每对毛化辊可加工30km以上钛卷,损耗小、成本低;本发明质量稳定性好,可实现批量化规模生产,效率高:本发明工艺方法生产过程可实现设备自动化或半自动化控制,质量一致性
冷轧钛卷连续加热退火的方法.pdf
本发明属于工业纯钛生产技术领域,具体涉及一种冷轧钛卷连续加热退火的方法。针对现有采用罩式退火炉对冷轧钛卷进行退火时生产效率低、不能连续性生产等问题,本发明提供一种冷轧钛卷连续加热退火的方法,该方法先对冷轧钛卷进行脱脂干燥,再在退火前,向马弗炉光亮退火炉中连续通入氩气,直至将马弗炉光亮退火炉中空气排尽,用马弗炉光亮退火炉对冷轧钛卷进行退火。本发明方法解决了罩式退火炉在生产冷轧钛卷时效率低、能量使用率低和不能连续生产的问题,还提供了马弗炉光亮炉连续退火生产线的新应用,使该生产设备既能应用于不锈钢的退火,也能应
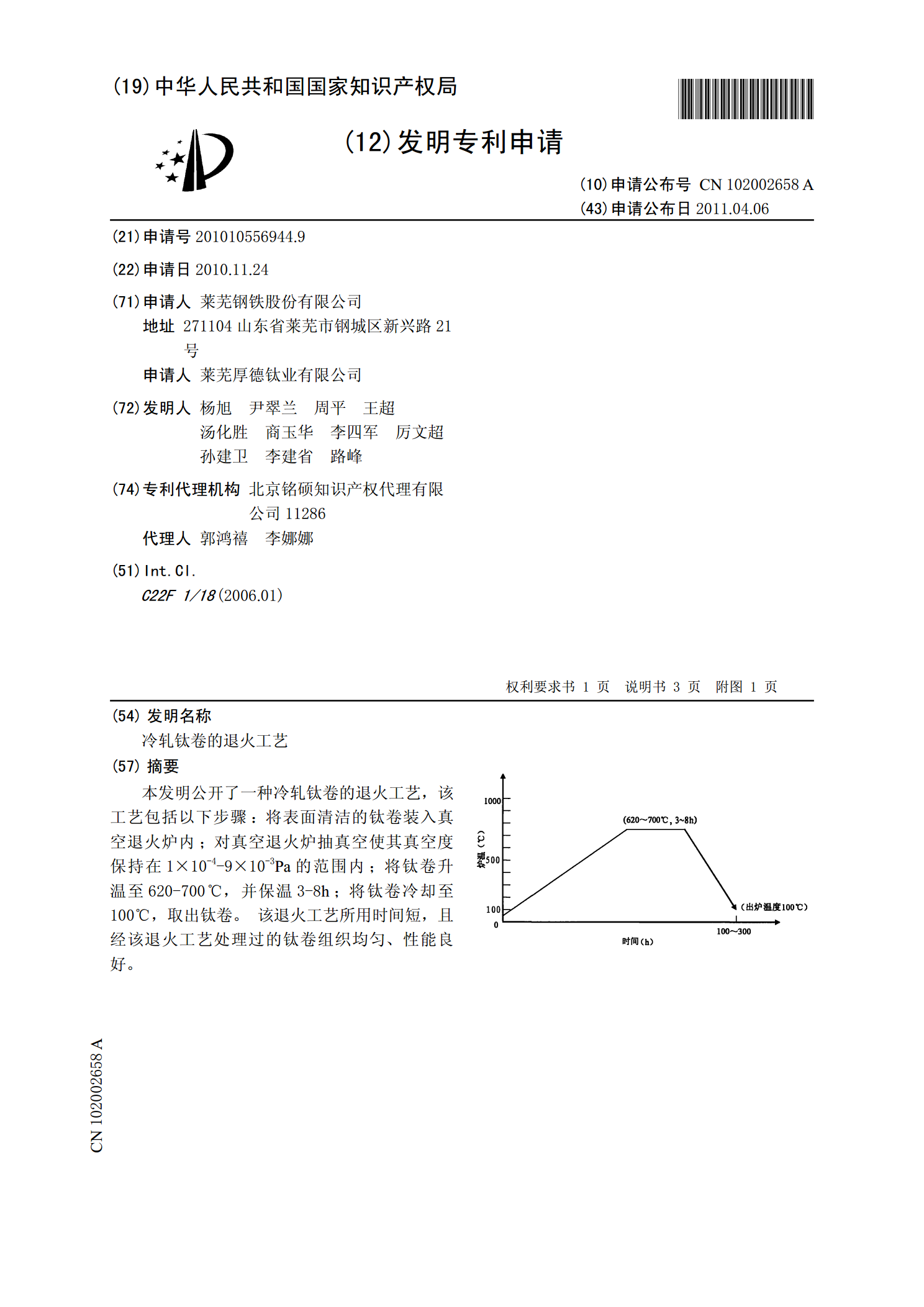
冷轧钛卷的退火工艺.pdf
本发明公开了一种冷轧钛卷的退火工艺,该工艺包括以下步骤:将表面清洁的钛卷装入真空退火炉内;对真空退火炉抽真空使其真空度保持在1×10-4-9×10-3Pa的范围内;将钛卷升温至620-700℃,并保温3-8h;将钛卷冷却至100℃,取出钛卷。该退火工艺所用时间短,且经该退火工艺处理过的钛卷组织均匀、性能良好。