
一种降低冷轧钛带卷罩式退火粘结的工艺方法.pdf

桂香****盟主

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低冷轧钛带卷罩式退火粘结的工艺方法.pdf
本发明涉及一种降低冷轧钛带卷罩式退火粘结的工艺方法,采用表面毛化及控制降温速率方法,实现了冷轧钛带卷罩式退火无粘结目标,尤其解决了1.0mm以下薄规格带卷,以及特殊组织性能要求需高温、长时间退火冷轧钛带卷罩式退火粘结技术瓶颈;本方法操作简单、成本低:钛卷表面毛化及控制降温,在普通轧机、平整机及罩式退火炉上即可操作实现,无需新增设备,操作简单,且每对毛化辊可加工30km以上钛卷,损耗小、成本低;本发明质量稳定性好,可实现批量化规模生产,效率高:本发明工艺方法生产过程可实现设备自动化或半自动化控制,质量一致性

冷轧罩式退火工艺及原理.ppt
轧钢工培训材料罩式退火工艺及原理1、冷轧工序组织变化1、冷轧工序组织变化1、冷轧工序组织变化退火工序影响再结晶后晶粒大小的主要因素是退火温度和保温时间:在一定的冷变形条件下,再结晶后的晶粒大小随退火温度和保温时间的不同而变化,加热温度越高,保温时间越长,晶粒越粗大。2、退火原因3、退火目的及作用4、罩退与连续退火线比较区别连退与罩退生产线4、罩退与连续退火线比较区别4、罩退与连续退火线比较区别5、罩式退火工艺流程图内罩加热罩罩式退火炉186、常用退火工艺曲线6、常用退火工艺曲线罩式退火工艺罩式退火工艺7、
冷轧钛卷的退火工艺.pdf
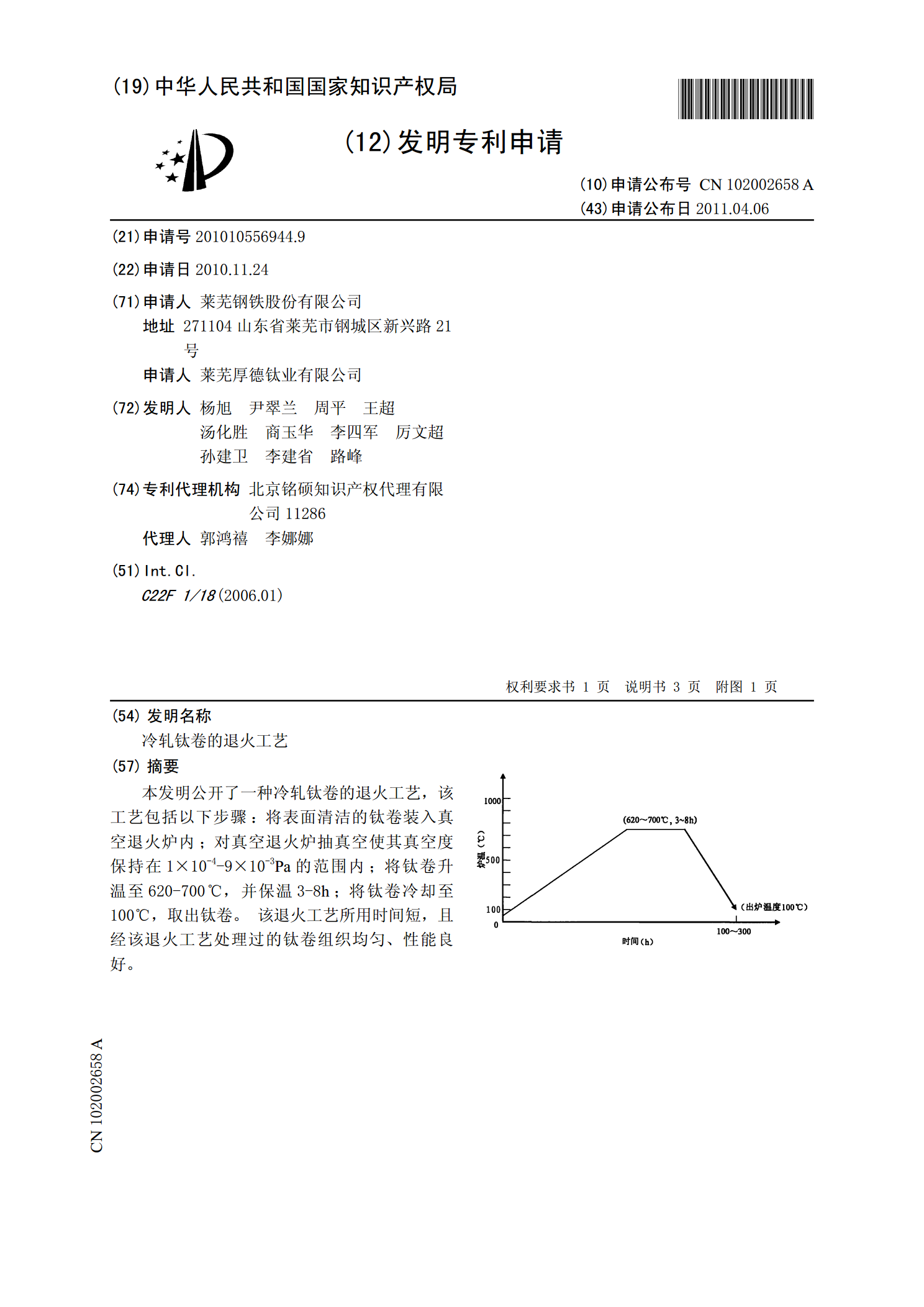
本发明公开了一种冷轧钛卷的退火工艺,该工艺包括以下步骤:将表面清洁的钛卷装入真空退火炉内;对真空退火炉抽真空使其真空度保持在1×10-4-9×10-3Pa的范围内;将钛卷升温至620-700℃,并保温3-8h;将钛卷冷却至100℃,取出钛卷。该退火工艺所用时间短,且经该退火工艺处理过的钛卷组织均匀、性能良好。
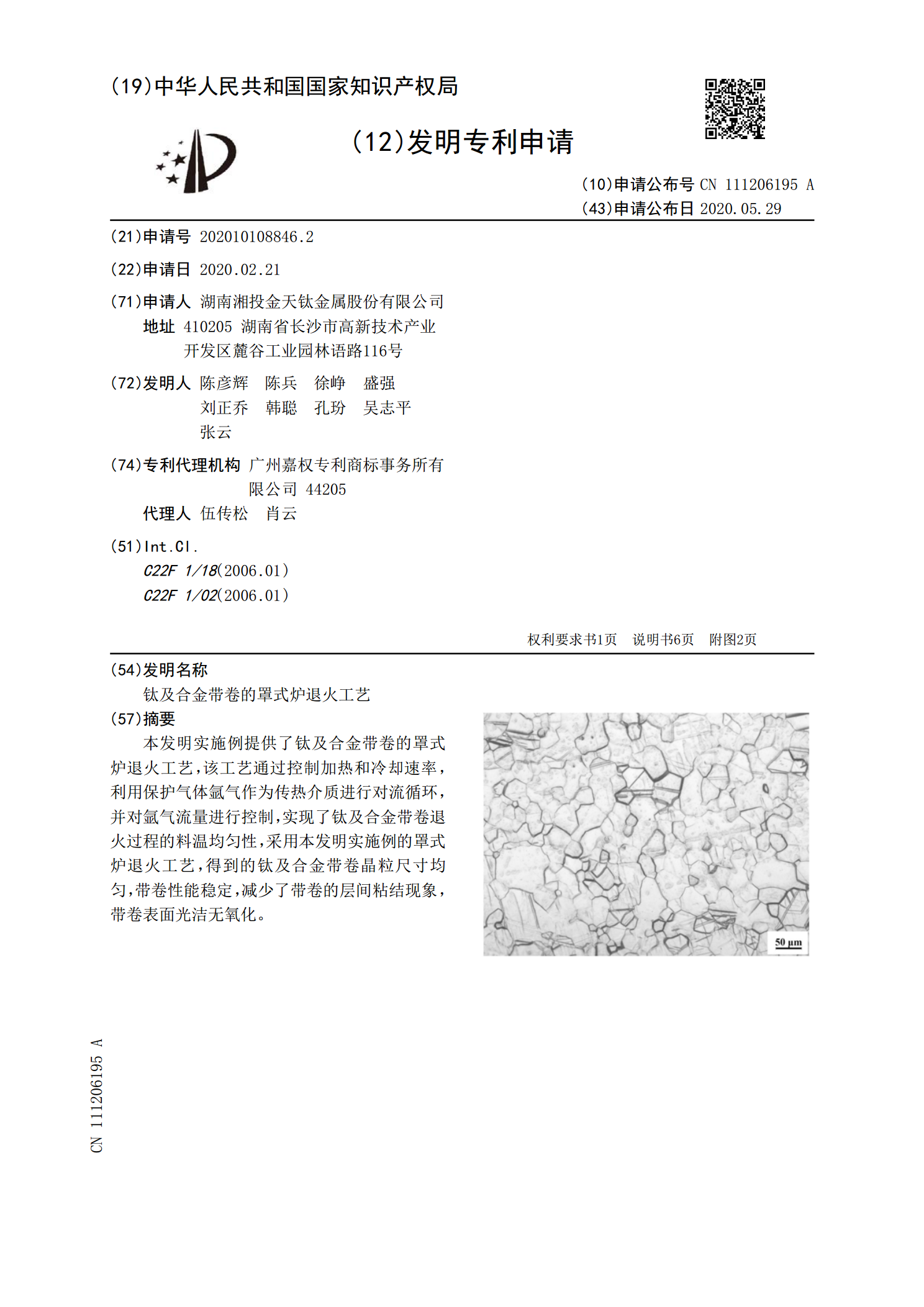
钛及合金带卷的罩式炉退火工艺.pdf
本发明实施例提供了钛及合金带卷的罩式炉退火工艺,该工艺通过控制加热和冷却速率,利用保护气体氩气作为传热介质进行对流循环,并对氩气流量进行控制,实现了钛及合金带卷退火过程的料温均匀性,采用本发明实施例的罩式炉退火工艺,得到的钛及合金带卷晶粒尺寸均匀,带卷性能稳定,减少了带卷的层间粘结现象,带卷表面光洁无氧化。
IF钢冷轧薄板罩式退火工艺的优化.pdf
万方数据IF钢冷轧薄板罩式退火工艺的优化潮攀6荐翻m|。薹嚣Ⅱ量vt样姆醴sd蝴糟粕纛{缸穗i幽帮骞蛹l丑g2嘲彭璇”王先进”茹铮”曹念禹∞1试验材料试验焉锈援为武镳生产的麓,猕复金添2试验方法1ht舢自。始andtheirl哪b象{粤热轧滠麦簸R为{2∞℃,默‘为90§℃,eT验指标为屈服强度(氓)、抗拉强度(慨)、延伸率遇火过程鼹Ⅲ钢冷牟L板生产中决定最终成品性能的关键工艺,退火工艺参数的不稳定和遥炎不充分莛袋晶援瞧麓不佳、不稳定静一个重要影响因素”1.为此本文主要谶行口钢冷轧薄板遐火工艺的优化碜}究