
冷轧钛卷连续加热退火的方法.pdf

是你****岺呀

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷轧钛卷连续加热退火的方法.pdf
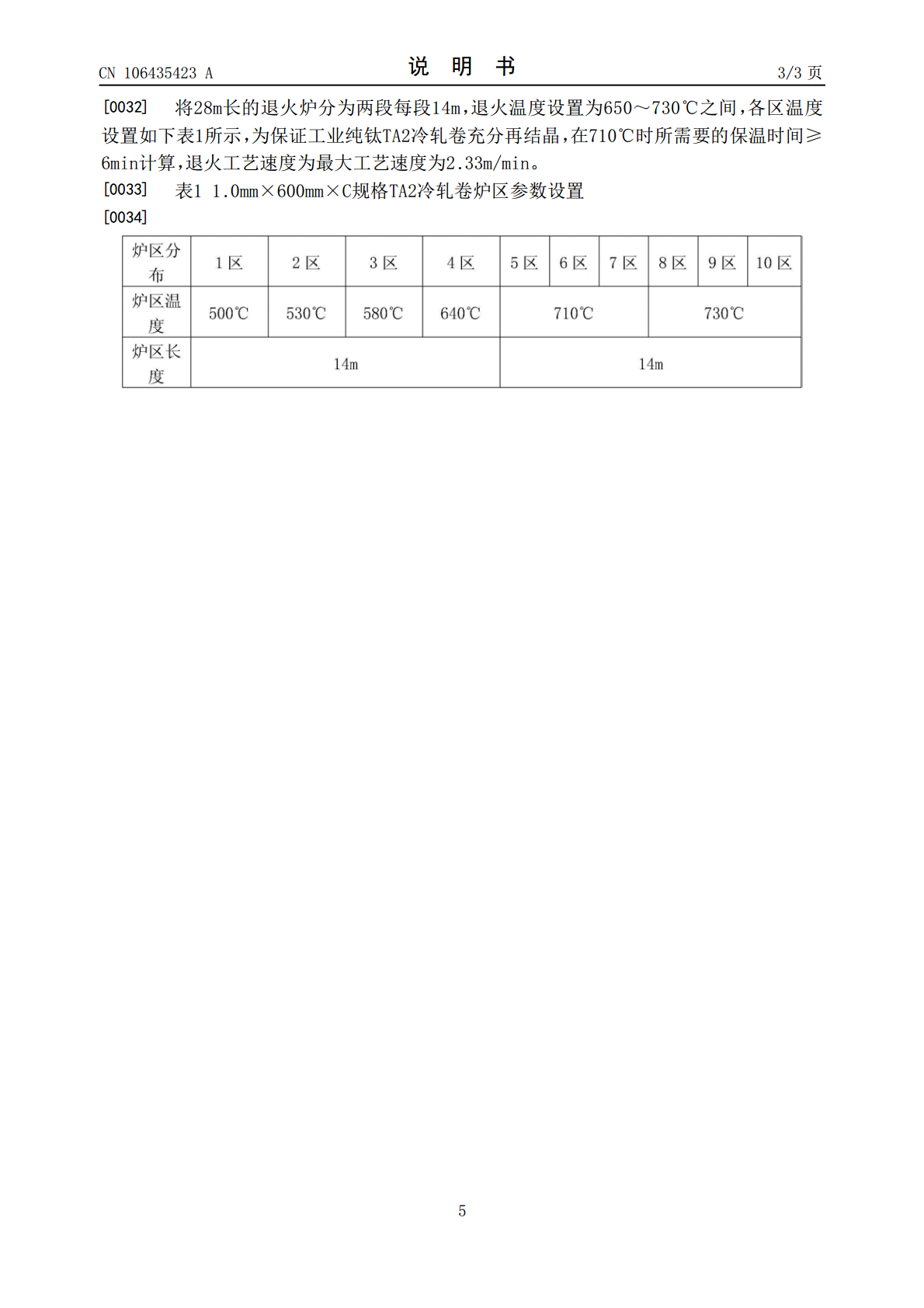
本发明属于工业纯钛生产技术领域,具体涉及一种冷轧钛卷连续加热退火的方法。针对现有采用罩式退火炉对冷轧钛卷进行退火时生产效率低、不能连续性生产等问题,本发明提供一种冷轧钛卷连续加热退火的方法,该方法先对冷轧钛卷进行脱脂干燥,再在退火前,向马弗炉光亮退火炉中连续通入氩气,直至将马弗炉光亮退火炉中空气排尽,用马弗炉光亮退火炉对冷轧钛卷进行退火。本发明方法解决了罩式退火炉在生产冷轧钛卷时效率低、能量使用率低和不能连续生产的问题,还提供了马弗炉光亮炉连续退火生产线的新应用,使该生产设备既能应用于不锈钢的退火,也能应
冷轧钛卷的退火工艺.pdf
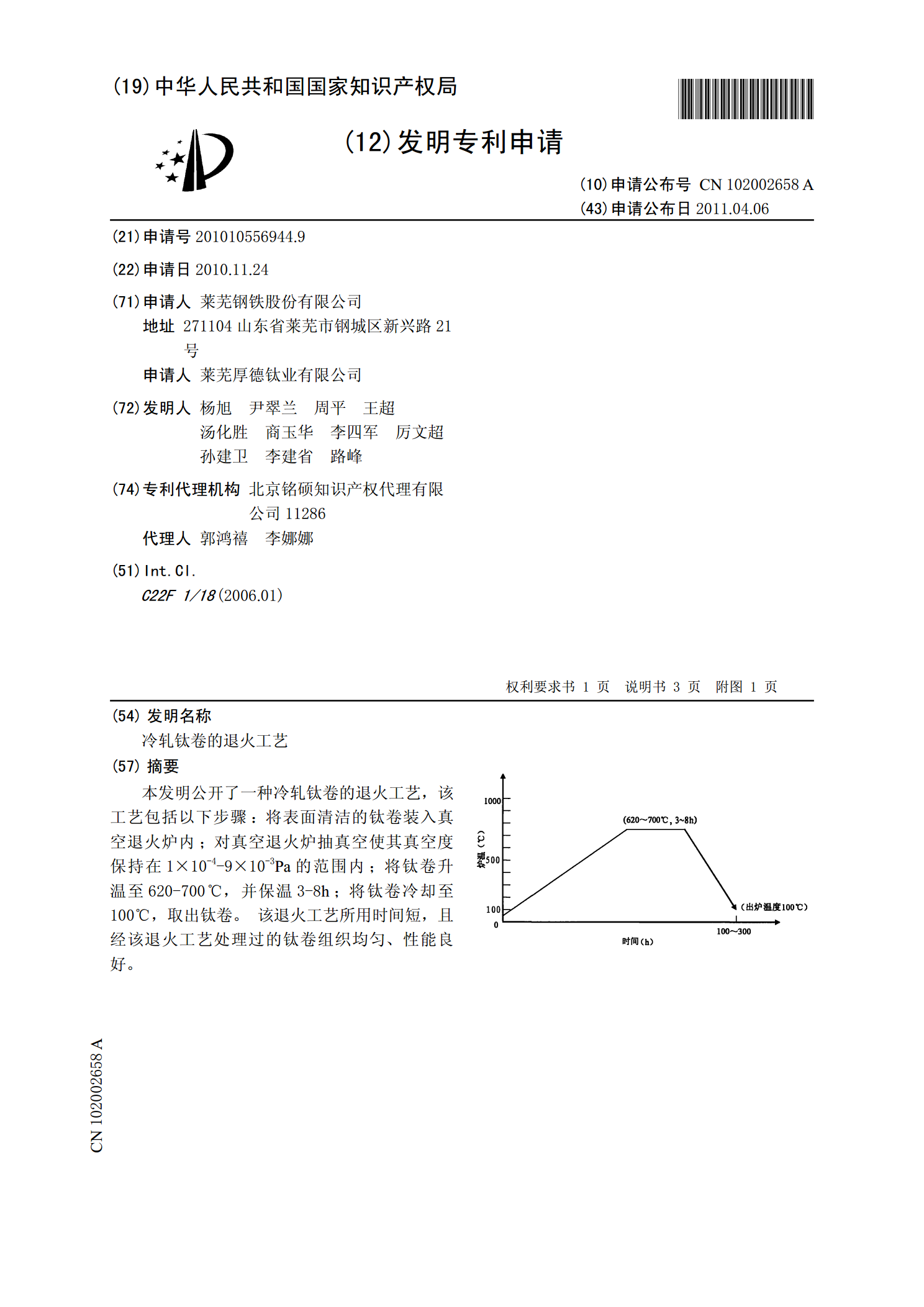
本发明公开了一种冷轧钛卷的退火工艺,该工艺包括以下步骤:将表面清洁的钛卷装入真空退火炉内;对真空退火炉抽真空使其真空度保持在1×10-4-9×10-3Pa的范围内;将钛卷升温至620-700℃,并保温3-8h;将钛卷冷却至100℃,取出钛卷。该退火工艺所用时间短,且经该退火工艺处理过的钛卷组织均匀、性能良好。
消除冷轧钛卷退火粘接的真空退火工艺.pdf
本发明公开的是金属热处理技术领域的一种消除冷轧钛卷退火粘接的真空退火工艺,包括以下步骤:将脱脂后的冷轧钛卷进行重卷,其卷曲张力2000‑4000daN;将钛卷进行装炉,并进行预抽真空处理,将真空度抽至≤2×10
低温连续退火生产冷轧钢板的方法.pdf
本发明涉及低温连续退火生产冷轧钢板的方法,属于冷轧钢板生产技术领域。本发明提供了低温连续退火生产冷轧钢板的方法,包括如下步骤:冶炼钢水,连铸成钢坯,粗轧,精轧,冷却,卷曲,冷轧,连续退火,即得;其中,控制粗轧后所得中间板坯的厚度为38mm~45mm,冷却到635~660℃进行卷曲,冷轧后所得钢卷进入连续退火炉的速度为220~320m/min,连续退火采用单台阶退火加热制度,连续退火的温度控制在795~810℃。本发明生产方法的推广应用将有利于简化冷轧钢板的生产流程、降低生产能耗及生产成本。
冷轧厚规格高强钢板的连续退火方法.pdf
本发明公开了一种冷轧厚规格高强钢板的连续退火方法,先将冷轧钢板放入加热炉中,经20~90秒,将加热炉的炉温提升到720~745℃的,接着将加热炉的炉温快速提升到炉温为770-790℃,保持恒温,恒温持续时间30~60秒,再接着将钢板放入H