
合金线材的制造方法.pdf

淑然****by

1/7

2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
合金线材的制造方法.pdf
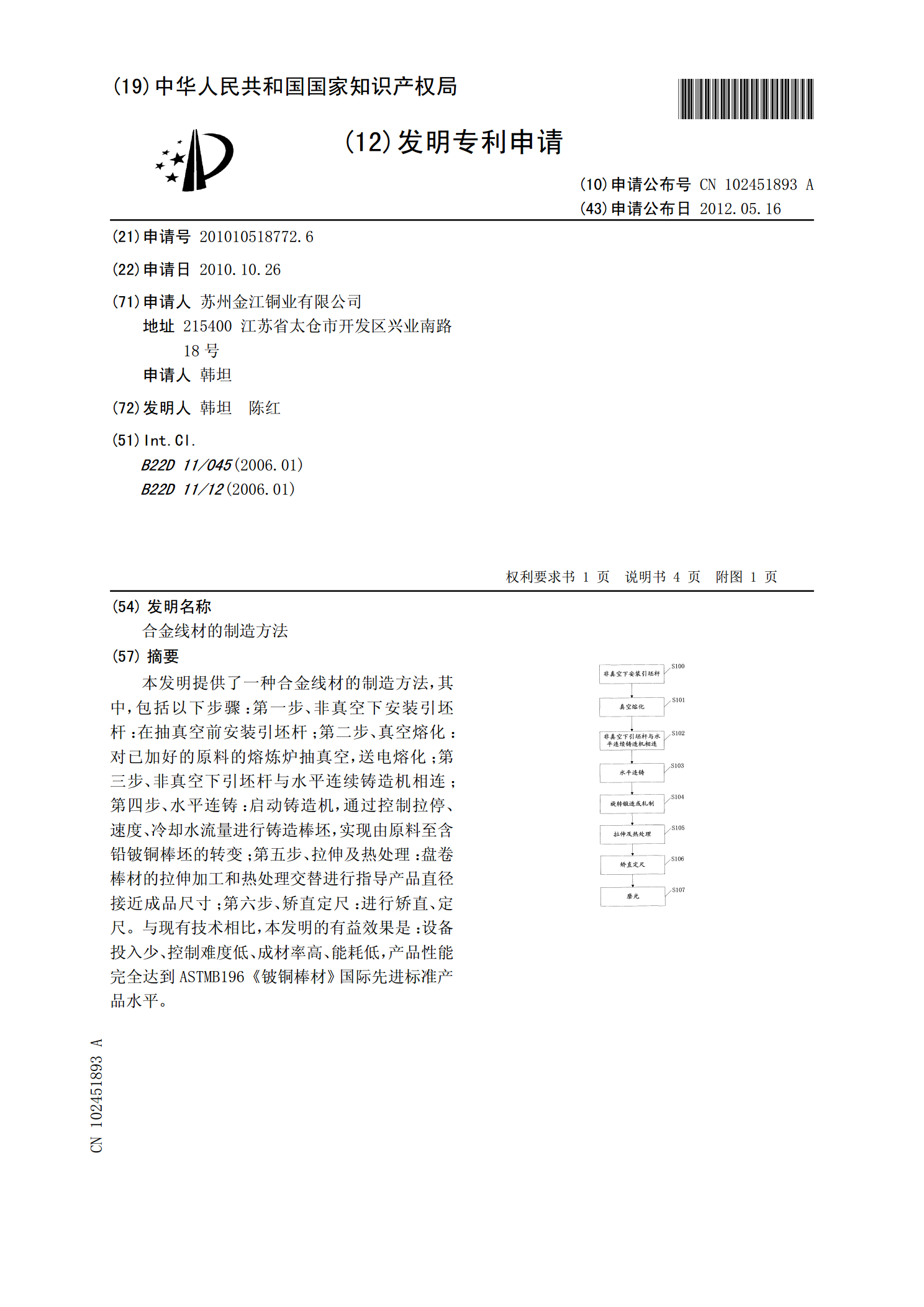
本发明提供了一种合金线材的制造方法,其中,包括以下步骤:第一步、非真空下安装引坯杆:在抽真空前安装引坯杆;第二步、真空熔化:对已加好的原料的熔炼炉抽真空,送电熔化;第三步、非真空下引坯杆与水平连续铸造机相连;第四步、水平连铸:启动铸造机,通过控制拉停、速度、冷却水流量进行铸造棒坯,实现由原料至含铅铍铜棒坯的转变;第五步、拉伸及热处理:盘卷棒材的拉伸加工和热处理交替进行指导产品直径接近成品尺寸;第六步、矫直定尺:进行矫直、定尺。与现有技术相比,本发明的有益效果是:设备投入少、控制难度低、成材率高、能耗低,产
一种铜合金线材的制造方法.pdf
本发明涉及铜合金线材及其制造方法,所述铜合金线材的成分为:Ag的含量为0.1~4%,余部由Cu和不可避免的杂质构成,其中,具有取向的晶粒的面积率为总测定面积的30%以上。其加工过程为:第一步,真空熔化,对按成分比例混合的铜、银铸锭送入熔炼炉中抽真空熔化;第二步,启动铸造机,通过控制拉停、速度、冷却水流量进行铸造棒坯;第三步,拉伸及热处理:盘卷棒材的拉伸加工和热处理交替进行指导产品直径接近成品尺寸;第四步,矫直定尺:进行矫直、定尺。通过本发明得到的铜银合金线材,同时具有作为线圈所需要的高强度与线圈成型所需要
含活性元素的铜合金线材的制造方法.pdf
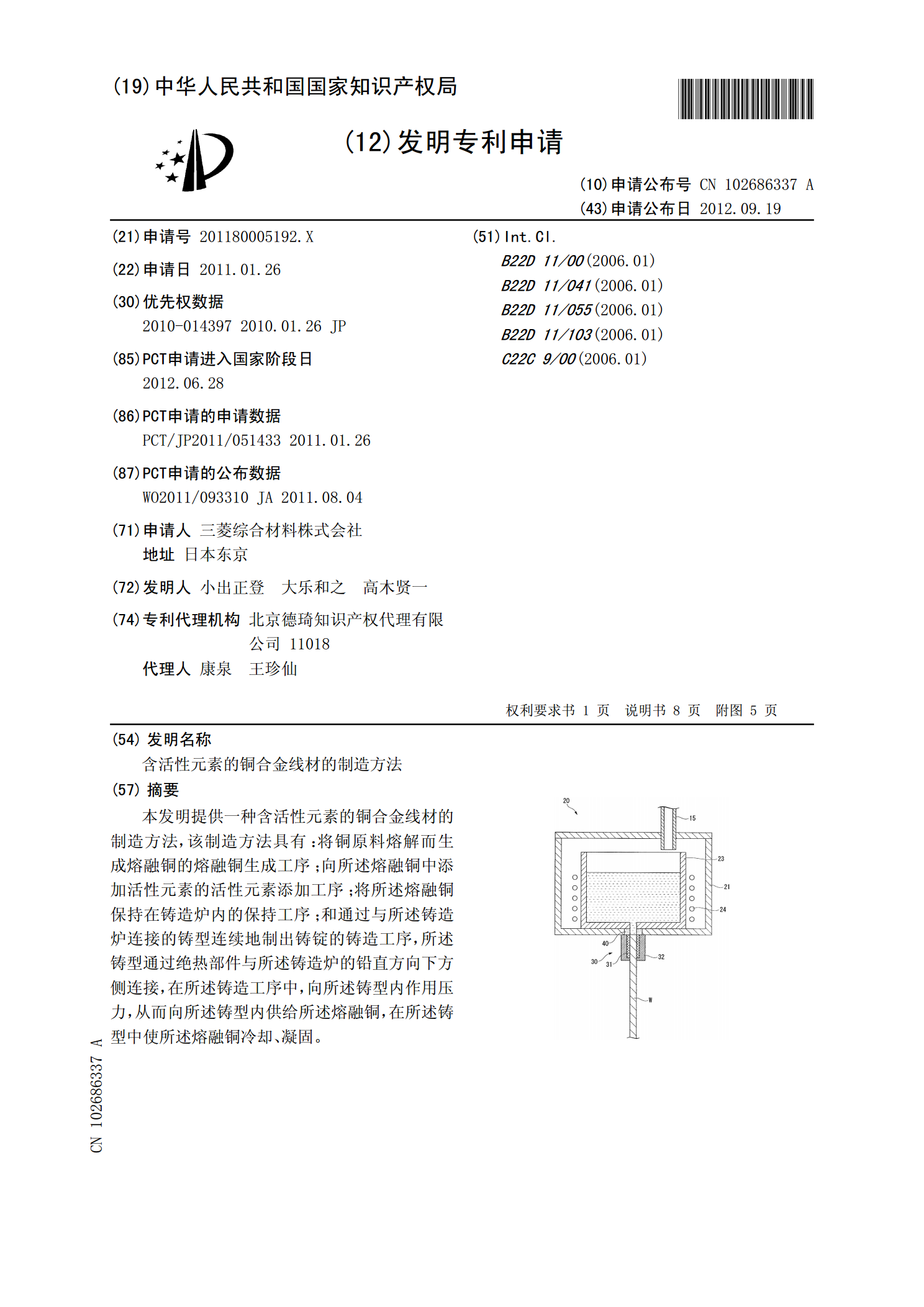
本发明提供一种含活性元素的铜合金线材的制造方法,该制造方法具有:将铜原料熔解而生成熔融铜的熔融铜生成工序;向所述熔融铜中添加活性元素的活性元素添加工序;将所述熔融铜保持在铸造炉内的保持工序;和通过与所述铸造炉连接的铸型连续地制出铸锭的铸造工序,所述铸型通过绝热部件与所述铸造炉的铅直方向下方侧连接,在所述铸造工序中,向所述铸型内作用压力,从而向所述铸型内供给所述熔融铜,在所述铸型中使所述熔融铜冷却、凝固。
一种高强度合金铆钉线材的制造方法.pdf
本发明涉及铆钉线材技术领域,尤其涉及一种高强度合金铆钉线材的制造方法,包括如下步骤:制备铝锭和铝中间合金颗粒——采用快速熔铝子母炉将铝锭熔化得到铝熔体——转移铝熔体至倾动式保温炉进行电磁搅拌处理——采用气动加料射枪将铝中间合金颗粒均匀射到保温炉内铝熔体中——浇注,采用超细刚玉过滤板对在线式精炼炉处理后的铝合金熔体进行过滤,并使其使流入上浇包,通过流量控制器后流入下浇包——对铝合金熔体定向凝固,得到半固态铝合金熔体——连铸,得到直径为9mm‑16mm的连铸铝合金杆——精轧,得到直径为4.7mm‑8.5mm的

一种防护围栏用铝合金线材的制造方法.pdf
一种防护围栏用铝合金线材的制造方法,涉及一种铝合金线材的制造方法。本发明的目的是要解决现有的铝合金线材强度、延伸率、电阻以及抗弯折性能等性能达不到需求标准的问题。方法:将重熔铝锭、Al‑Mn中间合金、Al‑Zr中间合金、Mg和Al‑Be中间合金加入到电阻反射炉中,升温、搅拌,再升温、精炼、静置,然后除气、过滤、铸造得到铝合金圆铸锭,将铝合金圆铸锭锯切、去除表面氧化皮,再将铝合金圆铸锭预热,进行挤压,再退火,出炉风冷,得到退火后的铝合金线材,将退火后的铝合金线材拉伸、退火、出炉风冷,再对风冷后的成品铝合金线