
一种高强度合金铆钉线材的制造方法.pdf

冷霜****魔王


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度合金铆钉线材的制造方法.pdf
本发明涉及铆钉线材技术领域,尤其涉及一种高强度合金铆钉线材的制造方法,包括如下步骤:制备铝锭和铝中间合金颗粒——采用快速熔铝子母炉将铝锭熔化得到铝熔体——转移铝熔体至倾动式保温炉进行电磁搅拌处理——采用气动加料射枪将铝中间合金颗粒均匀射到保温炉内铝熔体中——浇注,采用超细刚玉过滤板对在线式精炼炉处理后的铝合金熔体进行过滤,并使其使流入上浇包,通过流量控制器后流入下浇包——对铝合金熔体定向凝固,得到半固态铝合金熔体——连铸,得到直径为9mm‑16mm的连铸铝合金杆——精轧,得到直径为4.7mm‑8.5mm的
一种高强度铆钉线材的酸洗装置.pdf
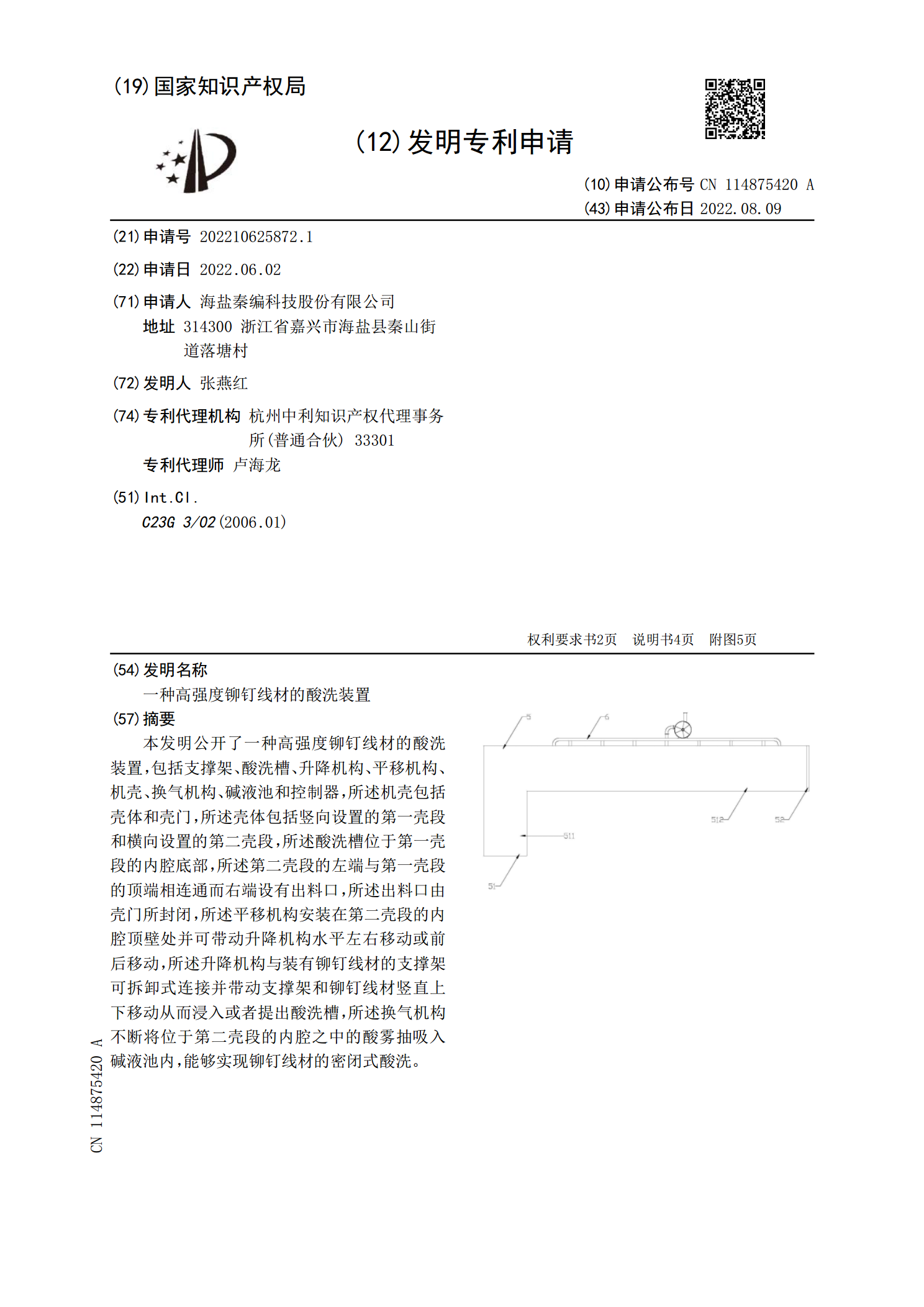
本发明公开了一种高强度铆钉线材的酸洗装置,包括支撑架、酸洗槽、升降机构、平移机构、机壳、换气机构、碱液池和控制器,所述机壳包括壳体和壳门,所述壳体包括竖向设置的第一壳段和横向设置的第二壳段,所述酸洗槽位于第一壳段的内腔底部,所述第二壳段的左端与第一壳段的顶端相连通而右端设有出料口,所述出料口由壳门所封闭,所述平移机构安装在第二壳段的内腔顶壁处并可带动升降机构水平左右移动或前后移动,所述升降机构与装有铆钉线材的支撑架可拆卸式连接并带动支撑架和铆钉线材竖直上下移动从而浸入或者提出酸洗槽,所述换气机构不断将位于

一种高强度低膨胀因瓦合金线材及其制造方法.pdf
本发明公开了一种高强度低膨胀因瓦合金线材,所述合金钢按重量百分比,其化学成分配比为:C:0.41~0.60%;Si:≤0.40%;Mn:0.20~0.60%;P≤0.02%;S≤0.02%;Ni:35.1~37%;Mo:1.51~3.0%;V:0.5~0.99%;Co≤1.0%;其余为Fe和不可避免的杂质,杂质元素的总量低于0.05wt%。还提供了该线材的制造方法,真空感应炉熔炼,电极棒电渣重熔成钢锭,钢锭锻造成方坯,将锻造方坯热轧成小规格盘条,将热轧盘条进行固溶处理,按常规工艺将经光亮回火后的线材拉拔成
一种铜合金线材的制造方法.pdf
本发明涉及铜合金线材及其制造方法,所述铜合金线材的成分为:Ag的含量为0.1~4%,余部由Cu和不可避免的杂质构成,其中,具有取向的晶粒的面积率为总测定面积的30%以上。其加工过程为:第一步,真空熔化,对按成分比例混合的铜、银铸锭送入熔炼炉中抽真空熔化;第二步,启动铸造机,通过控制拉停、速度、冷却水流量进行铸造棒坯;第三步,拉伸及热处理:盘卷棒材的拉伸加工和热处理交替进行指导产品直径接近成品尺寸;第四步,矫直定尺:进行矫直、定尺。通过本发明得到的铜银合金线材,同时具有作为线圈所需要的高强度与线圈成型所需要
合金线材的制造方法.pdf
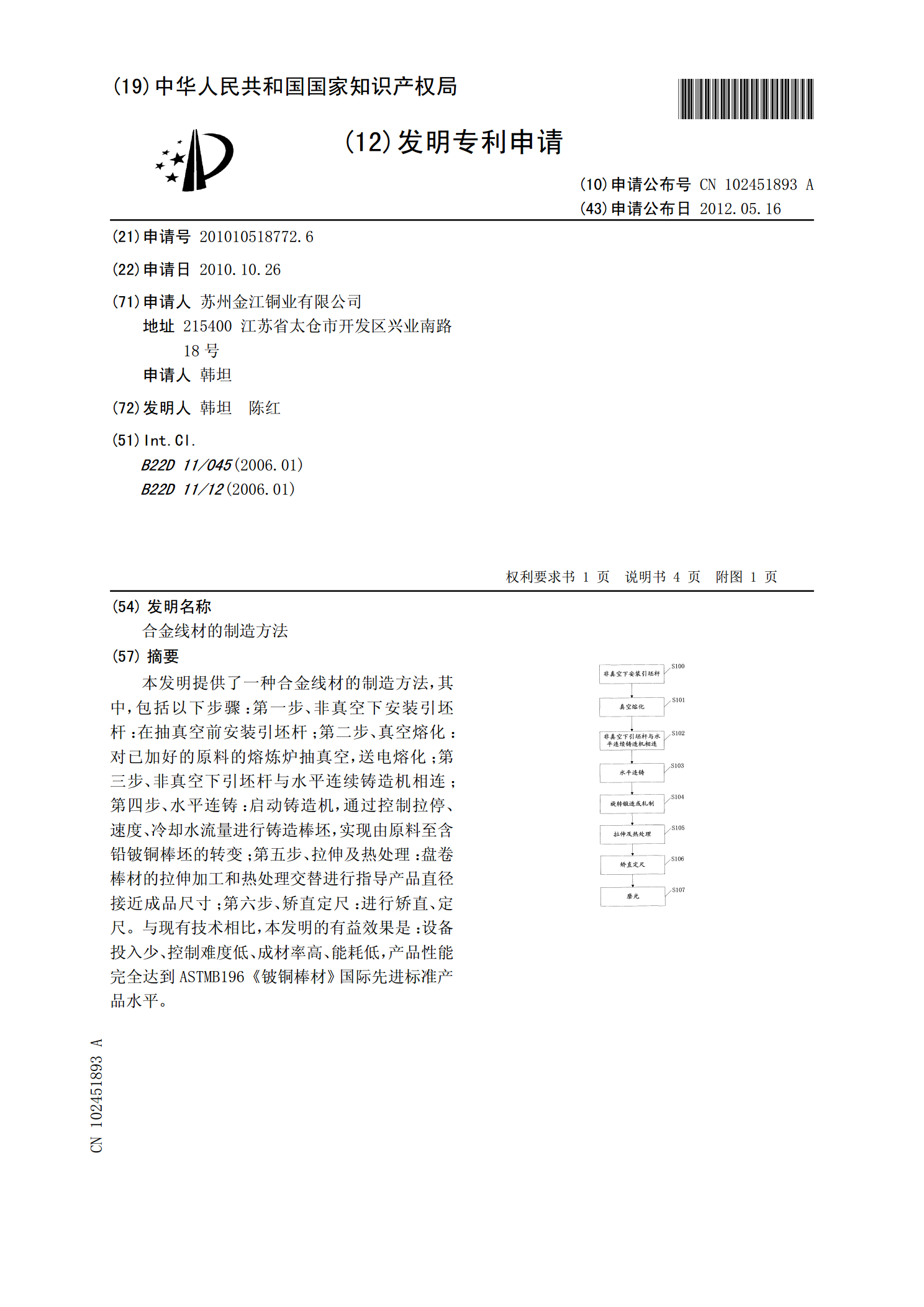
本发明提供了一种合金线材的制造方法,其中,包括以下步骤:第一步、非真空下安装引坯杆:在抽真空前安装引坯杆;第二步、真空熔化:对已加好的原料的熔炼炉抽真空,送电熔化;第三步、非真空下引坯杆与水平连续铸造机相连;第四步、水平连铸:启动铸造机,通过控制拉停、速度、冷却水流量进行铸造棒坯,实现由原料至含铅铍铜棒坯的转变;第五步、拉伸及热处理:盘卷棒材的拉伸加工和热处理交替进行指导产品直径接近成品尺寸;第六步、矫直定尺:进行矫直、定尺。与现有技术相比,本发明的有益效果是:设备投入少、控制难度低、成材率高、能耗低,产