
一种锌铝镁稀土多元合金材料及其制备方法.pdf

猫巷****雪凝

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锌铝镁稀土多元合金材料及其制备方法.pdf
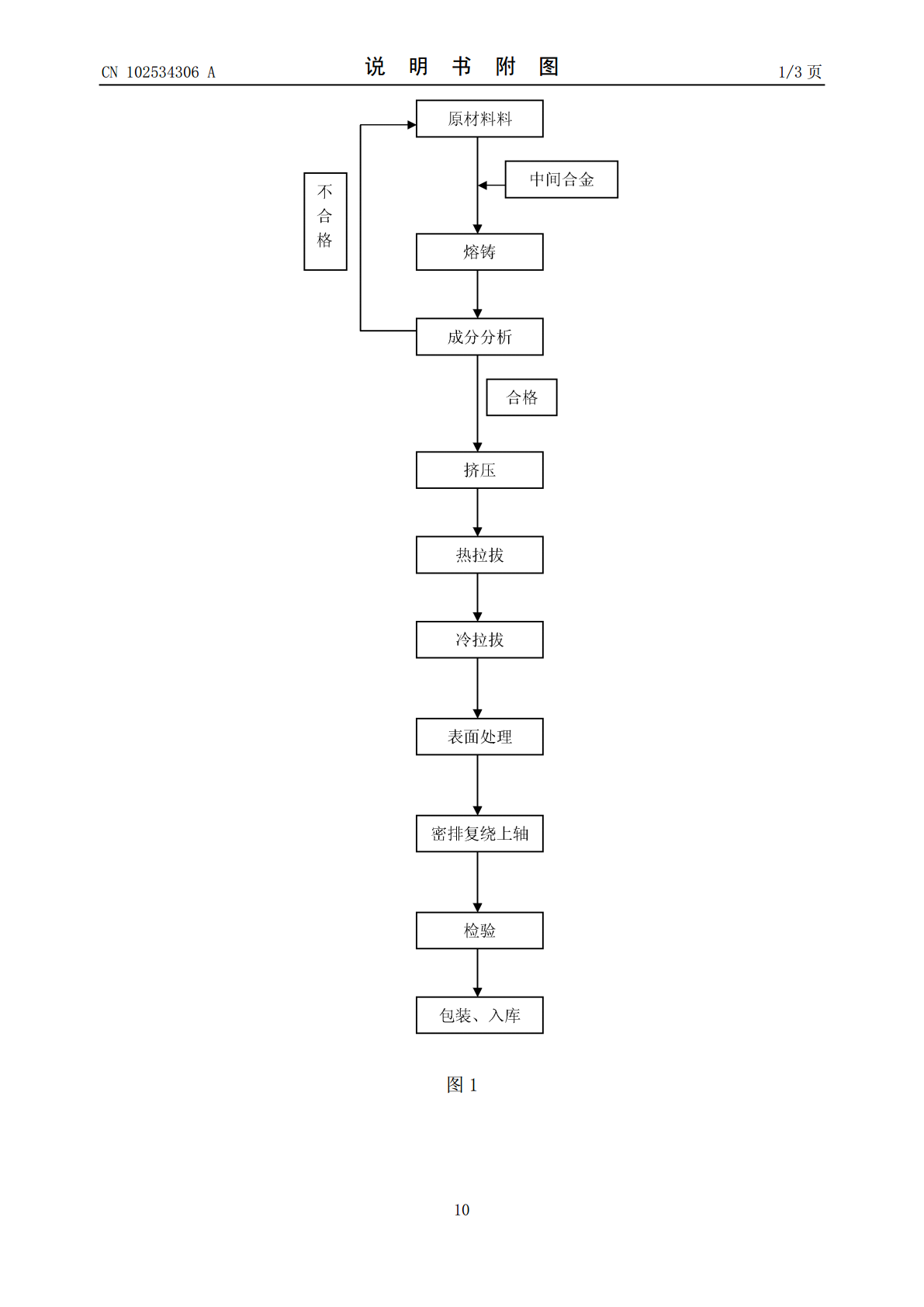
本发明涉及一种热喷涂锌铝镁稀土多元合金丝材合金成分设计、制备方法及其应用,属于耐蚀金属材料防腐技术领域。其组成成分和重量百分比为:5.0~15.0%的铝,0.1~1.0%的镁,0.1~0.5%的稀土(镧和铈),总量小于1.0%的杂质,余量为锌。其制备方法为:先将锌锭、铝锭加入合金熔炼炉中加热熔化后,再加入中间合金,搅拌至熔清、静置、扒渣后进行浇铸;将铸锭均匀化退火处理后进行挤压,挤压获得的锌铝镁稀土多元合金毛坯粗丝,经均匀化退火处理、拉拔、减径、丝材表面清洗制备成锌铝镁稀土多元合金丝产品。本发明制备的合金
一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板.pdf
本发明公开了一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板,其特征在于:在室温下冷喷涂处理设备对镀锌钢板进行冷喷涂镁或镁合金粉末,接着在连续退火炉中还原性保护气氛下对钢板进行热处理,加热温度为200-500℃,加热后立即对镀层进行冷却至室温。冷喷涂处理设备是超音速冷气动力喷涂设备,气体压力要求为1-10MPa。该方法获得的锌铝镁镀层钢板在镀层表面含有铝和镁,在镀层内部铝镁含量逐渐降低,与钢板结合部位以纯锌为主,耐蚀性好,生成的合金层较薄,加工性能较好,表面质量优良。
一种石墨烯铝镁锌钛合金材料的制备方法.pdf
本发明是一种石墨烯铝镁锌钛合金材料的制备方法。该方法首先将氧化石墨烯按照一定的比例加入干净的水中,使用超声波分散机进行超声分散获得氧化石墨烯分散液;然后将铝镁锌钛等合金粉末倒入分散机中继续分散搅拌,获得氧化石墨烯铝镁锌钛合金复合浆料;随后将浆料移入鼓风烘箱中进行干燥,然后将经过干燥后的氧化石墨烯铝镁锌钛合金复合粉末置入冶炼炉中进行冶炼,在300度至800度温度下氧化石墨烯还原为石墨烯,最后将充分熔融的石墨烯铝镁锌钛合金复合液引入预制好的模具中压制成板材或型材,即可获得石墨烯铝镁锌钛合金复合板或型材。按照本
一种铝-锌-镁-铜合金型材及其制备方法.pdf
本发明涉及一种铝-锌-镁-铜合金型材。所述合金组成为:1.2-1.25份的Cu、2.8-2.9份的Mg、5.9-6.1份的Zn、0.2-0.25份的Mn、0.2-0.25份的Cr、0.08-0.1份的Ti、以及适量的Fe和S?i,其余是铝。其制备方法包括如下步骤:按照上述原料份数进行熔炼,其中每隔半小时用永磁搅拌机进行搅拌10min;在炉前取样分析、调整后,依次进行倒炉、净化及静置,得到合金中间产物;再将上述合金中间产物进行铸造;将铸锭进行均匀化处理;最后进行挤压成型、淬火、拉伸校直及人工时效,即得到铝-
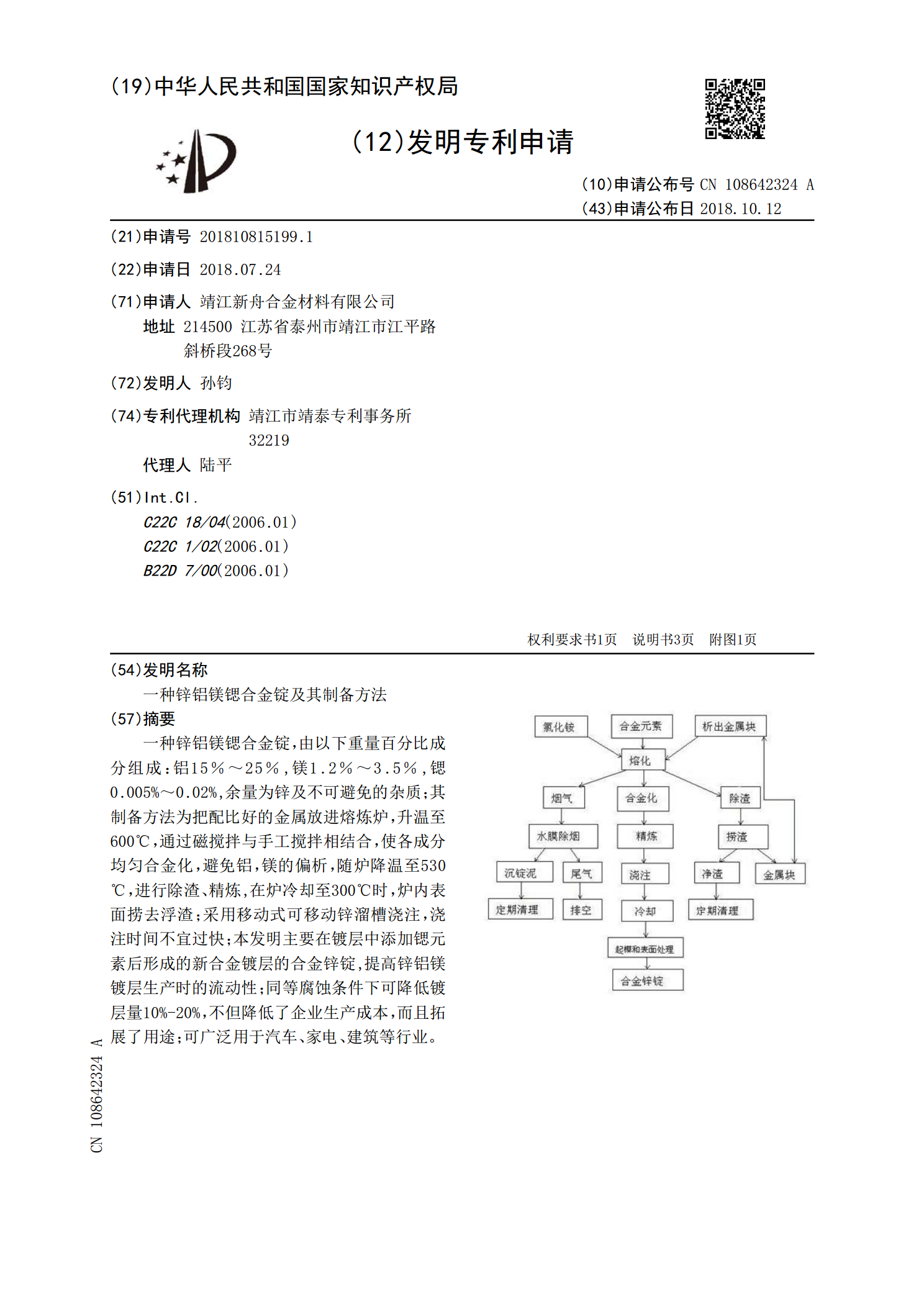
一种锌铝镁锶合金锭及其制备方法.pdf
一种锌铝镁锶合金锭,由以下重量百分比成分组成:铝15%~25%,镁1.2%~3.5%,锶0.005%~0.02%,余量为锌及不可避免的杂质;其制备方法为把配比好的金属放进熔炼炉,升温至600℃,通过磁搅拌与手工搅拌相结合,使各成分均匀合金化,避免铝,镁的偏析,随炉降温至530℃,进行除渣、精炼,在炉冷却至300℃时,炉内表面捞去浮渣;采用移动式可移动锌溜槽浇注,浇注时间不宜过快;本发明主要在镀层中添加锶元素后形成的新合金镀层的合金锌锭,提高锌铝镁镀层生产时的流动性;同等腐蚀条件下可降低镀层量10%‑20%