
一种2Cr13钢控轧控冷后高温回火代替调质处理方法.pdf

新月****姐a

1/9

2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种2Cr13钢控轧控冷后高温回火代替调质处理方法.pdf
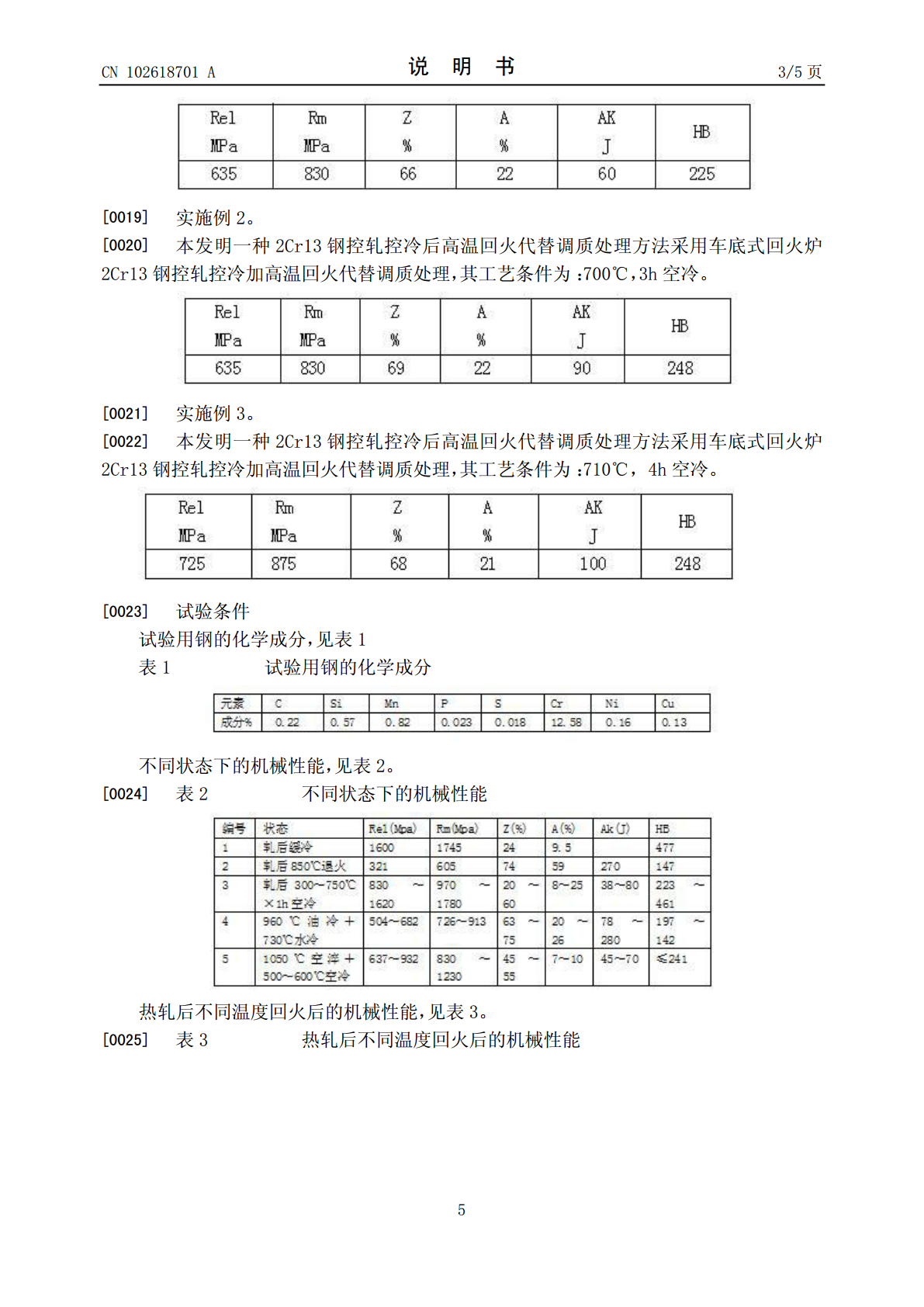
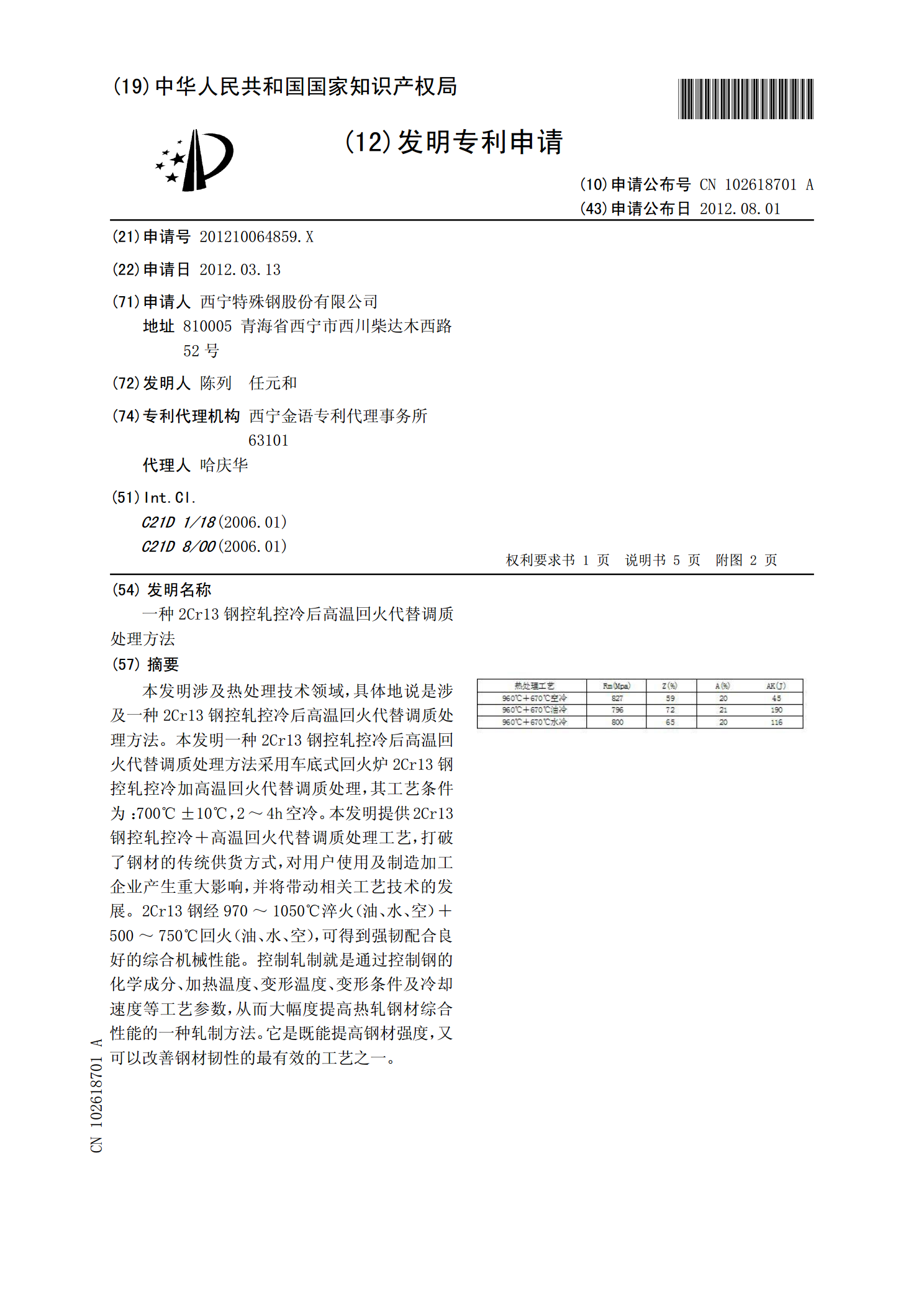
本发明涉及热处理技术领域,具体地说是涉及一种2Cr13钢控轧控冷后高温回火代替调质处理方法。本发明一种2Cr13钢控轧控冷后高温回火代替调质处理方法采用车底式回火炉2Cr13钢控轧控冷加高温回火代替调质处理,其工艺条件为:700℃±10℃,2~4h空冷。本发明提供2Cr13钢控轧控冷+高温回火代替调质处理工艺,打破了钢材的传统供货方式,对用户使用及制造加工企业产生重大影响,并将带动相关工艺技术的发展。2Cr13钢经970~1050℃淬火(油、水、空)+500~750℃回火(油、水、空),可得到强韧配合良好
一种1Cr13钢冷拔后回火热处理代替调质处理方法.pdf
本发明涉及热处理技术领域,具体地说是涉及一种1Cr13钢冷拔后回火热处理代替调质处理方法。本发明一种1Cr13钢冷拔后回火热处理代替调质处理方法所述的1Cr13钢冷拔后经580℃~680℃回火,出炉空冷。本发明有如下有益效果:本发明提供的1Cr13钢冷拔后+热处理代替调质处理工艺,为用户省略了调质处理工艺,用户生产效率大幅度提高,生产制造成本大幅度降低,满足了用户使用要求。
一种提高低碳冷镦钢盘条拉拔性能的控轧控冷方法.pdf
本发明属于轧制技术领域,具体涉及一种提高低碳冷镦钢盘条拉拔性能的控轧控冷方法。钢坯采用三段式步进加热炉在900~1200℃条件下加热;粗中轧和预精轧机组采用不低于1000℃高温轧制,精轧机组采用不低于960℃高温控轧;轧后采用不低于940℃高温吐丝。轧后通过斯太尔摩控冷线以不低于0.2℃/s的冷却速度控制冷却。该工艺有效降低了低碳冷镦钢盘条的冷拉拔加工硬化指数,显著提升了热轧态盘条的拉拔性能。
一种中棒材控轧控冷方法.pdf
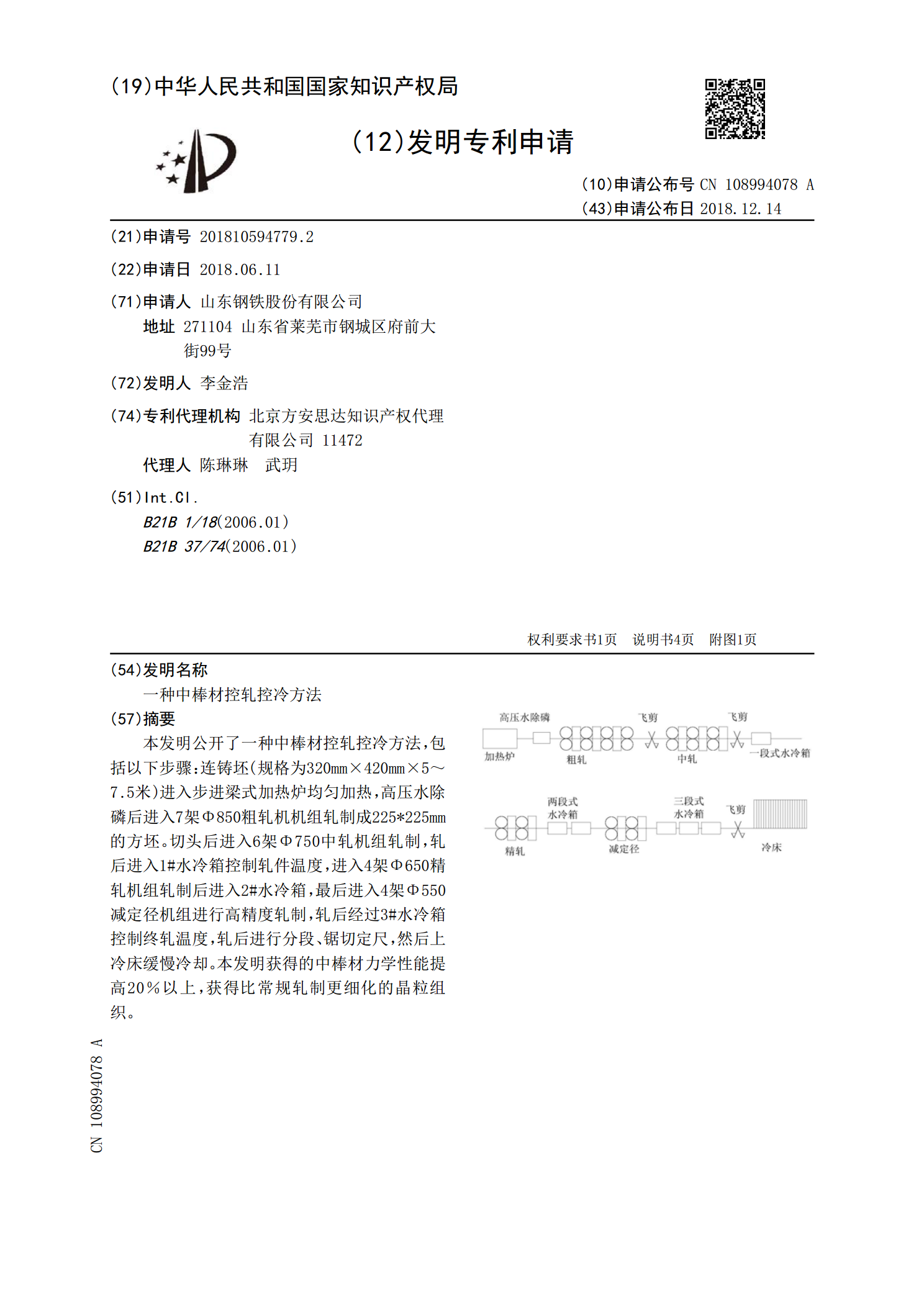
本发明公开了一种中棒材控轧控冷方法,包括以下步骤:连铸坯(规格为320mm×420mm×5~7.5米)进入步进梁式加热炉均匀加热,高压水除磷后进入7架Φ850粗轧机机组轧制成225*225mm的方坯。切头后进入6架Φ750中轧机组轧制,轧后进入1#水冷箱控制轧件温度,进入4架Φ650精轧机组轧制后进入2#水冷箱,最后进入4架Φ550减定径机组进行高精度轧制,轧后经过3#水冷箱控制终轧温度,轧后进行分段、锯切定尺,然后上冷床缓慢冷却。本发明获得的中棒材力学性能提高20%以上,获得比常规轧制更细化的晶粒组织。
一种改善易切削钢盘条硫化物形态的控轧控冷方法.pdf
本发明属于轧制技术领域,涉及一种改善易切削钢盘条硫化物形态的控轧控冷方法。将钢坯在不高于950℃温度经过3~4小时加热;粗轧、精轧、预精轧、精轧机组采用不高于850℃的温度轧制;轧后盘条通过吐丝机吐丝成圈;吐丝后盘条通过斯太尔摩控冷线控制冷却。该工艺有效规避了易切削钢盘条热脆温度区间,解决了易切削钢盘条轧制过程因劈头导致的憋钢问题,保证了易切削钢盘条的正常轧制,抑制了硫化物随钢坯轧制成型过程中被拉长的现象,有效的减少了长条状硫化物的数量,提高了下游用户的切削加工效率及切削刀具使用寿命。同时,相对于传统高温