
一种改善易切削钢盘条硫化物形态的控轧控冷方法.pdf

斌斌****公主


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种改善易切削钢盘条硫化物形态的控轧控冷方法.pdf
本发明属于轧制技术领域,涉及一种改善易切削钢盘条硫化物形态的控轧控冷方法。将钢坯在不高于950℃温度经过3~4小时加热;粗轧、精轧、预精轧、精轧机组采用不高于850℃的温度轧制;轧后盘条通过吐丝机吐丝成圈;吐丝后盘条通过斯太尔摩控冷线控制冷却。该工艺有效规避了易切削钢盘条热脆温度区间,解决了易切削钢盘条轧制过程因劈头导致的憋钢问题,保证了易切削钢盘条的正常轧制,抑制了硫化物随钢坯轧制成型过程中被拉长的现象,有效的减少了长条状硫化物的数量,提高了下游用户的切削加工效率及切削刀具使用寿命。同时,相对于传统高温
一种提高低碳冷镦钢盘条拉拔性能的控轧控冷方法.pdf
本发明属于轧制技术领域,具体涉及一种提高低碳冷镦钢盘条拉拔性能的控轧控冷方法。钢坯采用三段式步进加热炉在900~1200℃条件下加热;粗中轧和预精轧机组采用不低于1000℃高温轧制,精轧机组采用不低于960℃高温控轧;轧后采用不低于940℃高温吐丝。轧后通过斯太尔摩控冷线以不低于0.2℃/s的冷却速度控制冷却。该工艺有效降低了低碳冷镦钢盘条的冷拉拔加工硬化指数,显著提升了热轧态盘条的拉拔性能。

SCM435合金冷镦钢盘条控轧控冷工艺.docx
SCM435合金冷镦钢盘条控轧控冷工艺1.绪论SCM435合金钢是机械制造中广泛使用的一种材料,然而它的强度、韧性和耐腐蚀性能等关键性能需要通过精细的控制来实现。而采用冷镦工艺生产SCM435合金钢盘条能够有效提高其综合性能,并且能够得到更加一致的性能表现。因此,在此论文中我们将着重探讨SCM435合金冷镦钢盘条控轧控冷工艺的研究与应用。2.SCM435钢性能与应用SCM435钢具有高强度以及较高的抗疲劳、抗冲击、抗腐蚀和高温强度等特点,因此在制造重载轴承、机车车轮、螺栓和机械零件等方面广泛使用。然而,为
采用控轧控冷工艺生产一种直接切削用40Cr钢生产方法.pdf
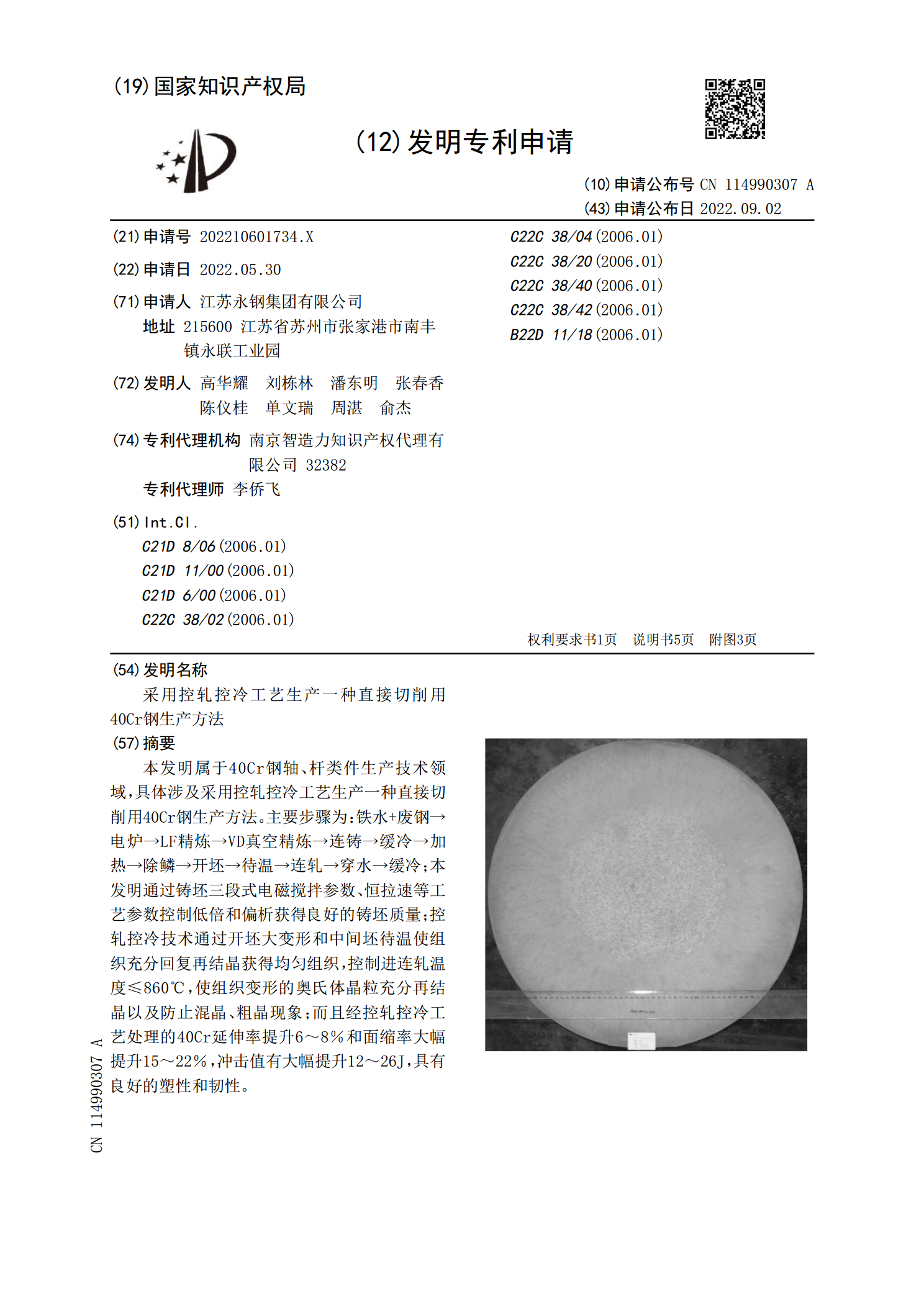
本发明属于40Cr钢轴、杆类件生产技术领域,具体涉及采用控轧控冷工艺生产一种直接切削用40Cr钢生产方法。主要步骤为:铁水+废钢→电炉→LF精炼→VD真空精炼→连铸→缓冷→加热→除鳞→开坯→待温→连轧→穿水→缓冷;本发明通过铸坯三段式电磁搅拌参数、恒拉速等工艺参数控制低倍和偏析获得良好的铸坯质量;控轧控冷技术通过开坯大变形和中间坯待温使组织充分回复再结晶获得均匀组织,控制进连轧温度≤860℃,使组织变形的奥氏体晶粒充分再结晶以及防止混晶、粗晶现象;而且经控轧控冷工艺处理的40Cr延伸率提升6~8%和面缩率
一种易切削齿轮钢硫化物形态的控制方法.pdf
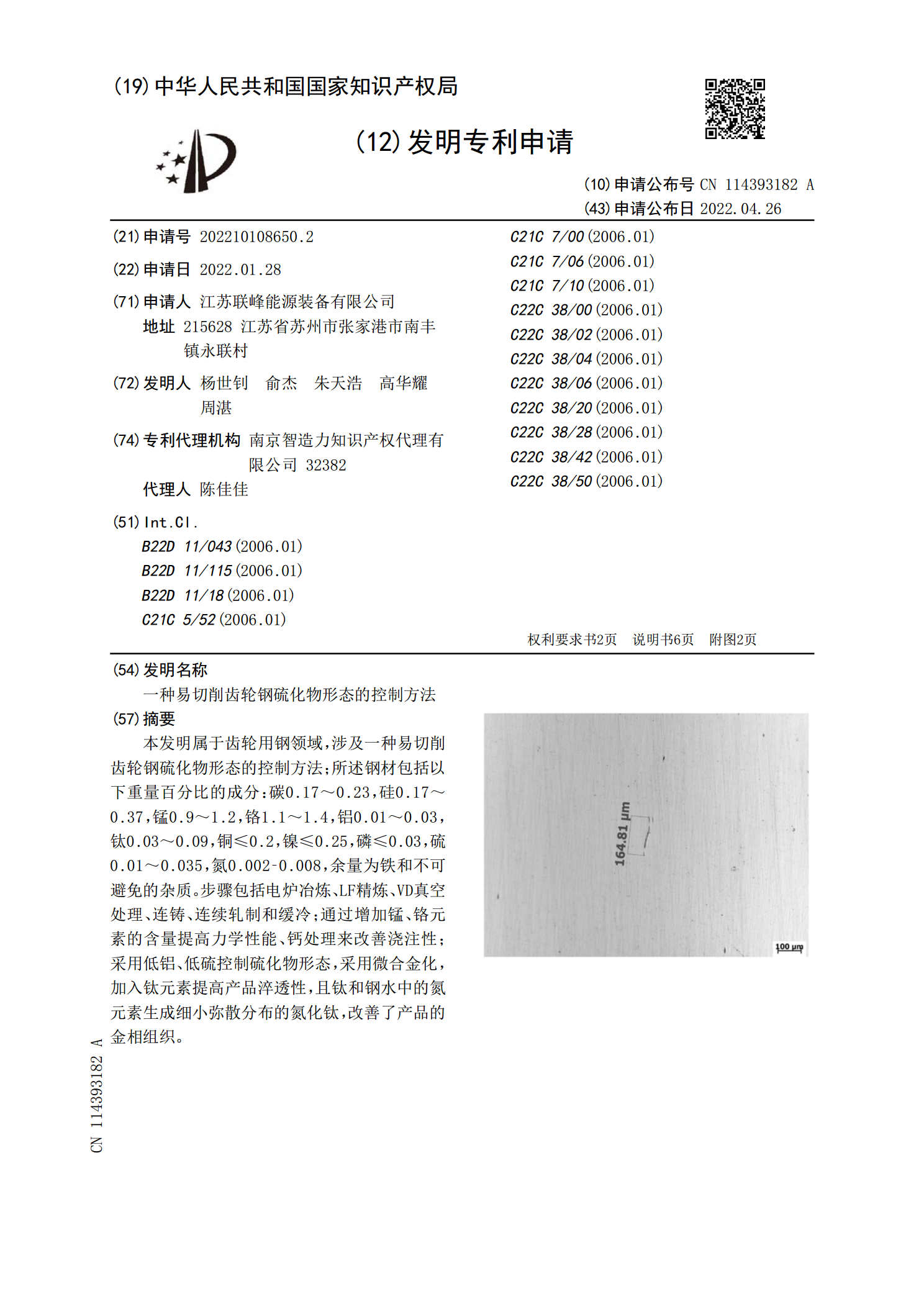
本发明属于齿轮用钢领域,涉及一种易切削齿轮钢硫化物形态的控制方法;所述钢材包括以下重量百分比的成分:碳0.17~0.23,硅0.17~0.37,锰0.9~1.2,铬1.1~1.4,铝0.01~0.03,钛0.03~0.09,铜≤0.2,镍≤0.25,磷≤0.03,硫0.01~0.035,氮0.002‑0.008,余量为铁和不可避免的杂质。步骤包括电炉冶炼、LF精炼、VD真空处理、连铸、连续轧制和缓冷;通过增加锰、铬元素的含量提高力学性能、钙处理来改善浇注性;采用低铝、低硫控制硫化物形态,采用微合金化,加入