
一种中棒材控轧控冷方法.pdf

冬易****娘子

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中棒材控轧控冷方法.pdf
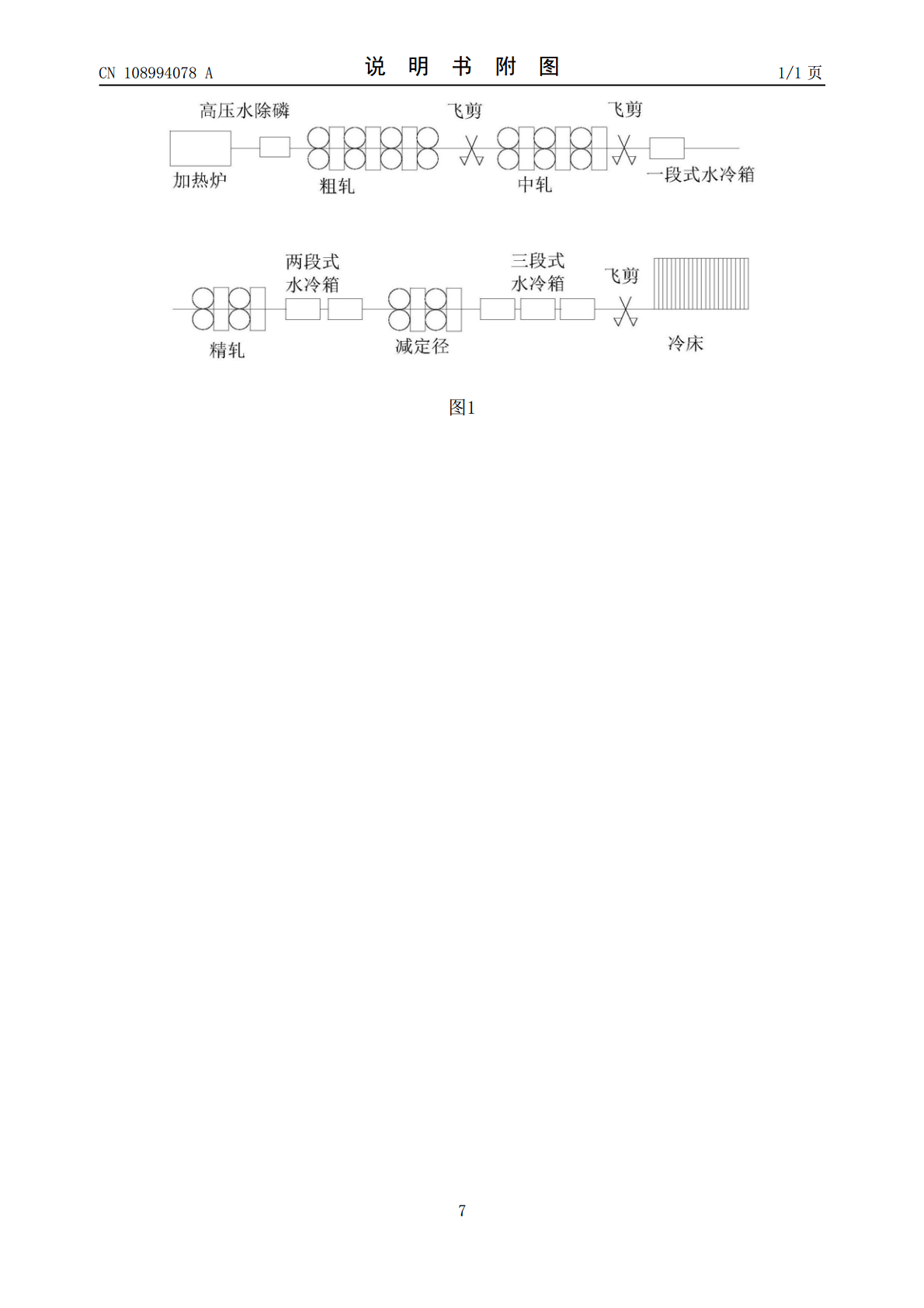
本发明公开了一种中棒材控轧控冷方法,包括以下步骤:连铸坯(规格为320mm×420mm×5~7.5米)进入步进梁式加热炉均匀加热,高压水除磷后进入7架Φ850粗轧机机组轧制成225*225mm的方坯。切头后进入6架Φ750中轧机组轧制,轧后进入1#水冷箱控制轧件温度,进入4架Φ650精轧机组轧制后进入2#水冷箱,最后进入4架Φ550减定径机组进行高精度轧制,轧后经过3#水冷箱控制终轧温度,轧后进行分段、锯切定尺,然后上冷床缓慢冷却。本发明获得的中棒材力学性能提高20%以上,获得比常规轧制更细化的晶粒组织。
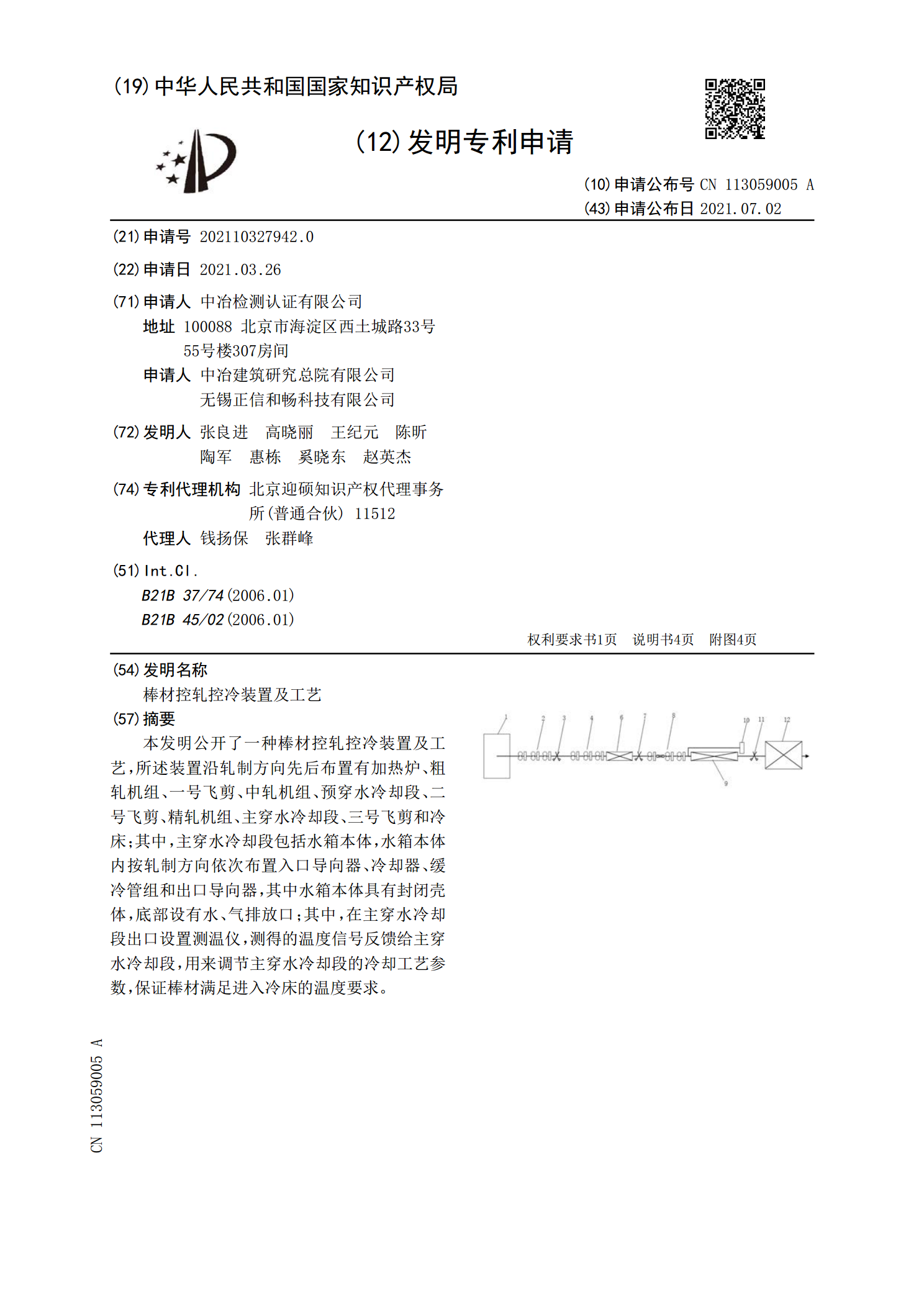
棒材控轧控冷装置及工艺.pdf
本发明公开了一种棒材控轧控冷装置及工艺,所述装置沿轧制方向先后布置有加热炉、粗轧机组、一号飞剪、中轧机组、预穿水冷却段、二号飞剪、精轧机组、主穿水冷却段、三号飞剪和冷床;其中,主穿水冷却段包括水箱本体,水箱本体内按轧制方向依次布置入口导向器、冷却器、缓冷管组和出口导向器,其中水箱本体具有封闭壳体,底部设有水、气排放口;其中,在主穿水冷却段出口设置测温仪,测得的温度信号反馈给主穿水冷却段,用来调节主穿水冷却段的冷却工艺参数,保证棒材满足进入冷床的温度要求。
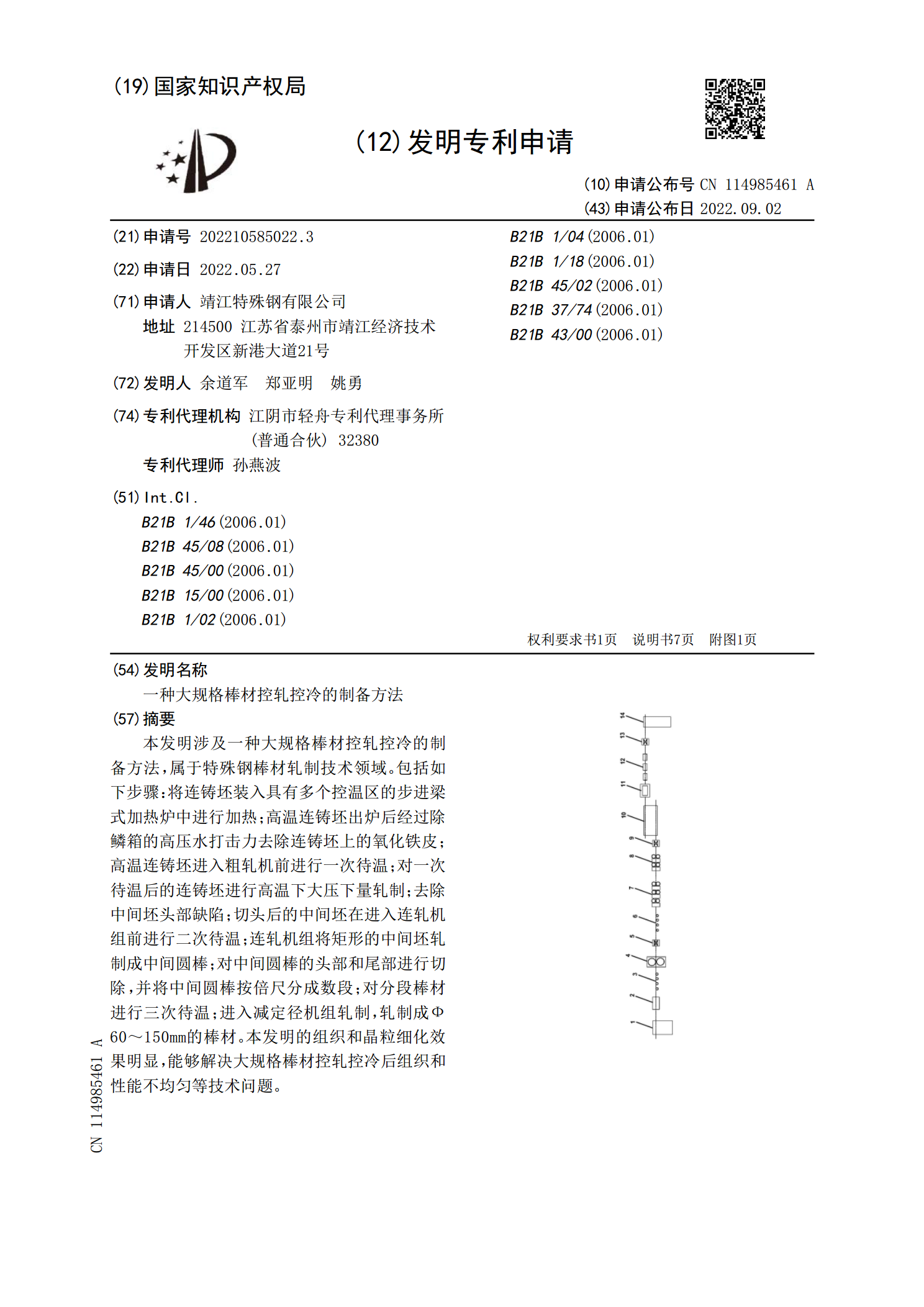
一种大规格棒材控轧控冷的制备方法.pdf
本发明涉及一种大规格棒材控轧控冷的制备方法,属于特殊钢棒材轧制技术领域。包括如下步骤:将连铸坯装入具有多个控温区的步进梁式加热炉中进行加热;高温连铸坯出炉后经过除鳞箱的高压水打击力去除连铸坯上的氧化铁皮;高温连铸坯进入粗轧机前进行一次待温;对一次待温后的连铸坯进行高温下大压下量轧制;去除中间坯头部缺陷;切头后的中间坯在进入连轧机组前进行二次待温;连轧机组将矩形的中间坯轧制成中间圆棒;对中间圆棒的头部和尾部进行切除,并将中间圆棒按倍尺分成数段;对分段棒材进行三次待温;进入减定径机组轧制,轧制成Ф60~150
高效棒材控轧方法.pdf
本发明提供一种高效棒材控轧方法,利用控轧机构对开坯机与连轧机之间轧机前辊道上的钢坯进行控轧,控轧机构包括支撑钢坯的过渡台架、支撑钢坯并间歇性的改变钢坯支撑点的摆动辊道以及将钢坯在轧机前辊道、过渡台架、摆动辊道上的钢坯相互调配位置的平托机构和大车平托机构。该控轧方法应用于开坯机和连轧机之间,无需钢坯在轧机前辊道上长时间停留,提高工作效率,同时,降低轧机前辊道的需求长度。
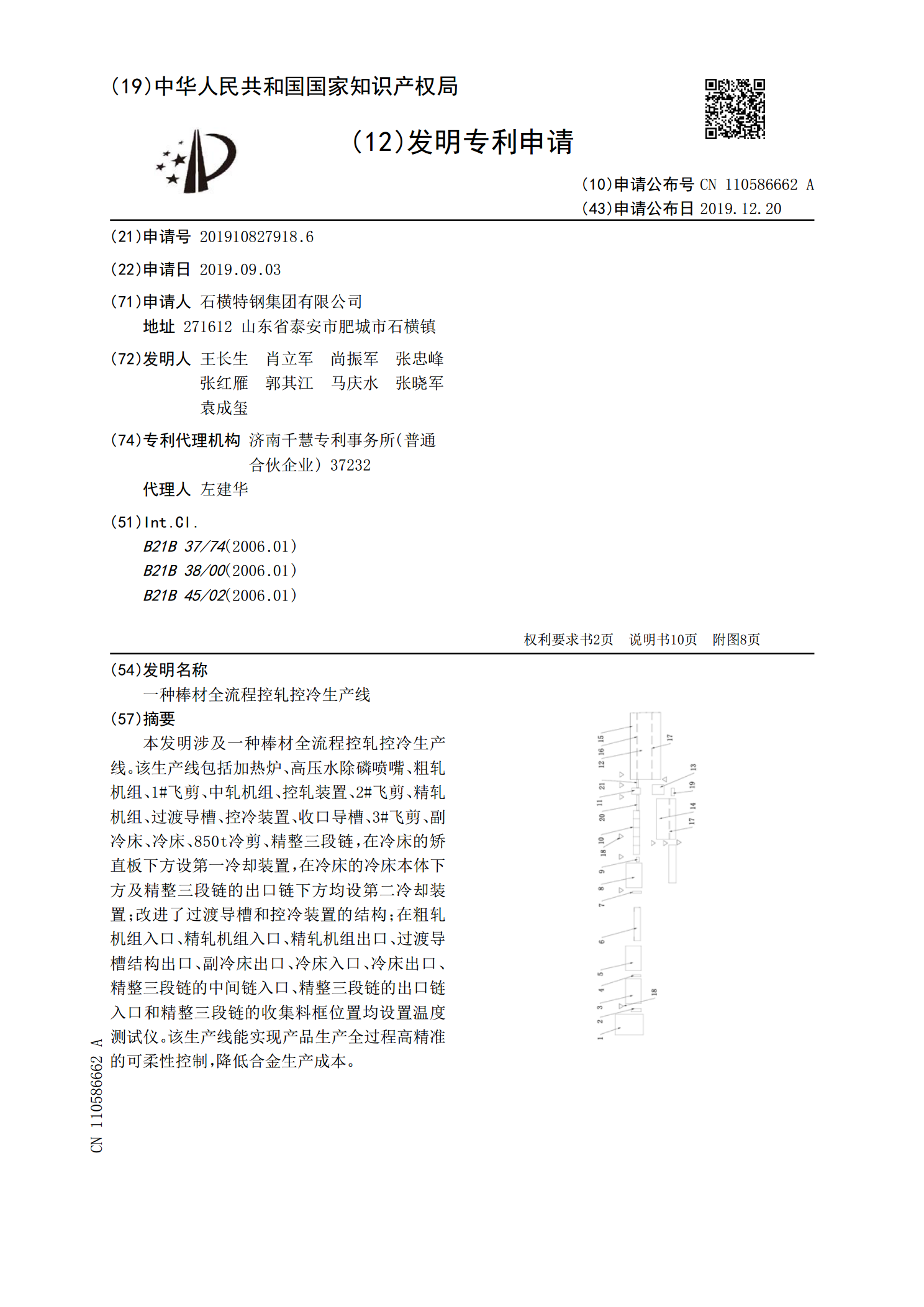
一种棒材全流程控轧控冷生产线.pdf
本发明涉及一种棒材全流程控轧控冷生产线。该生产线包括加热炉、高压水除磷喷嘴、粗轧机组、1#飞剪、中轧机组、控轧装置、2#飞剪、精轧机组、过渡导槽、控冷装置、收口导槽、3#飞剪、副冷床、冷床、850t冷剪、精整三段链,在冷床的矫直板下方设第一冷却装置,在冷床的冷床本体下方及精整三段链的出口链下方均设第二冷却装置;改进了过渡导槽和控冷装置的结构;在粗轧机组入口、精轧机组入口、精轧机组出口、过渡导槽结构出口、副冷床出口、冷床入口、冷床出口、精整三段链的中间链入口、精整三段链的出口链入口和精整三段链的收集料框位置