
一种压制半环管成型的模具及加工方法.pdf

悠柔****找我


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种压制半环管成型的模具及加工方法.pdf
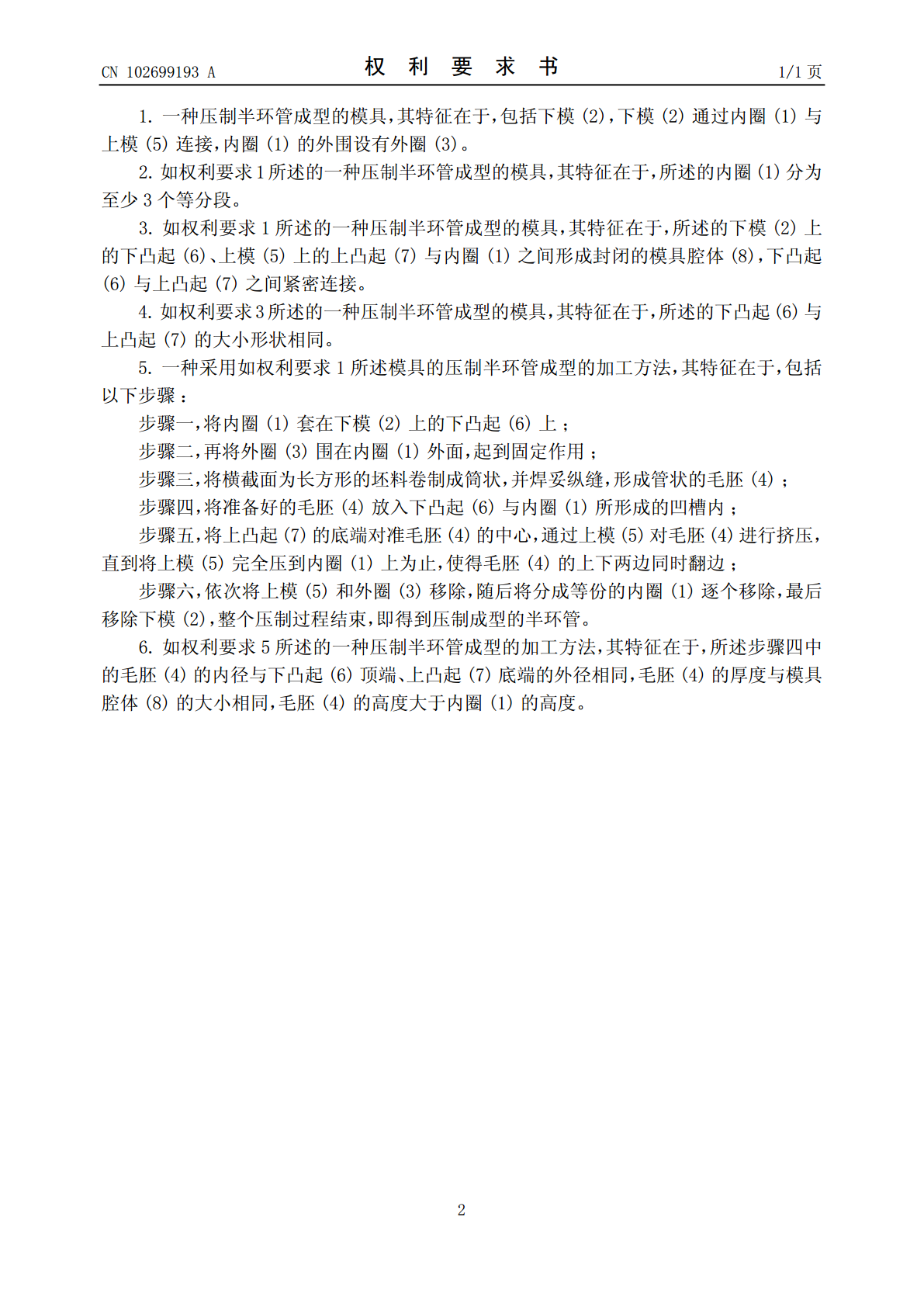
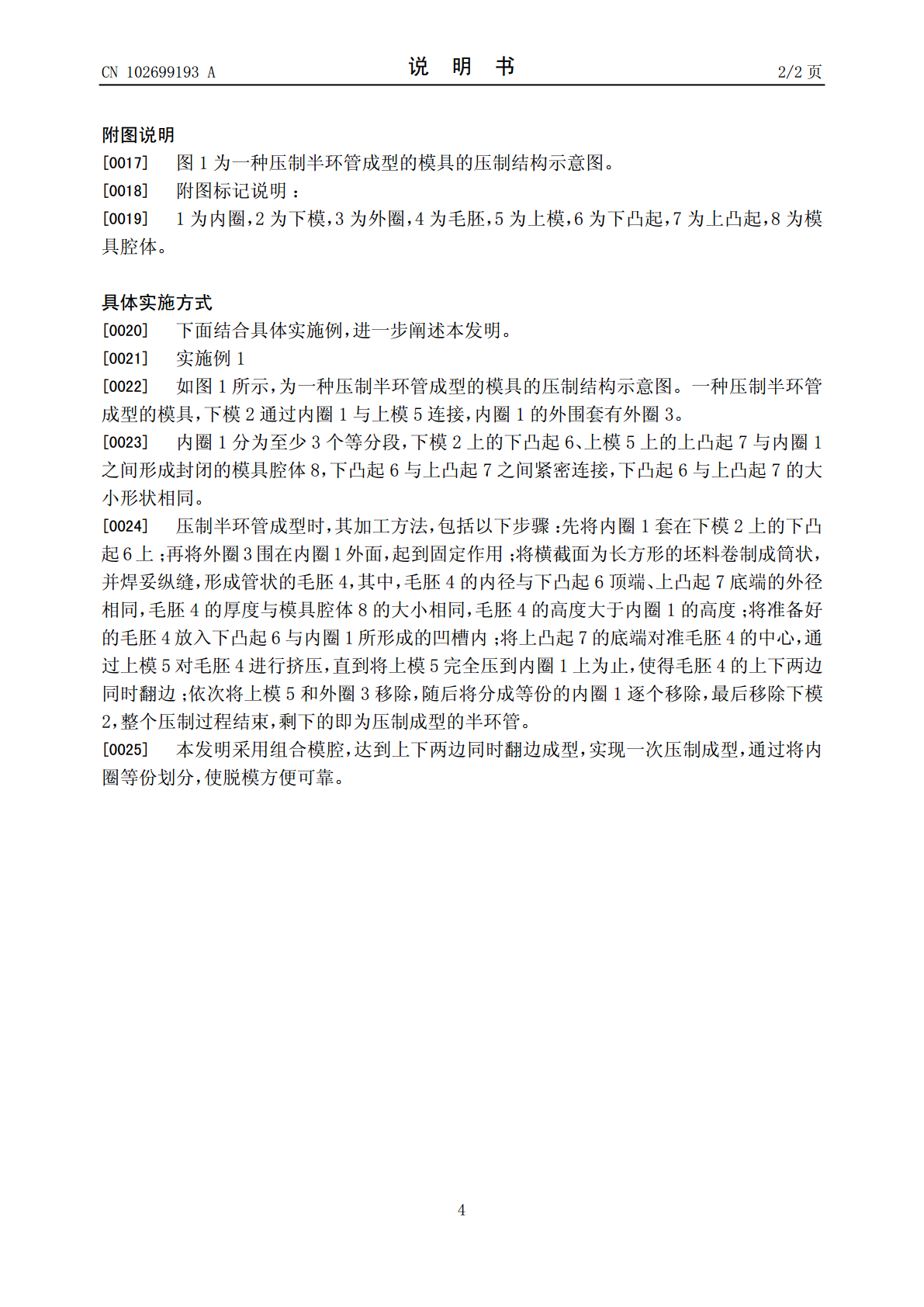
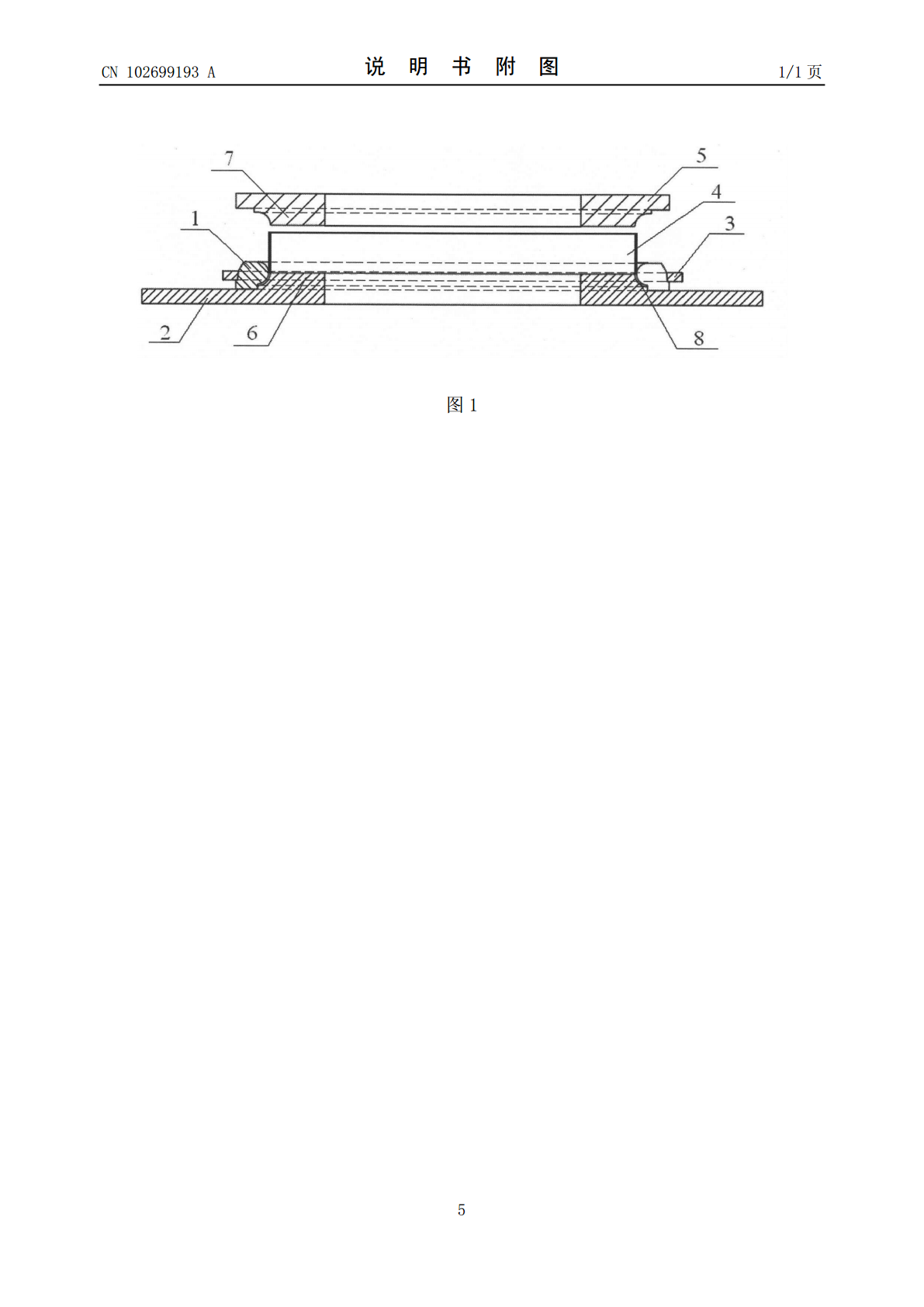
本发明公开了一种压制半环管成型的模具,包括下模,下模通过内圈与上模连接,内圈的外围设有外圈。一种压制半环管成型的加工方法,包括以下步骤:步骤一,将内圈套在下模上的下凸起上;步骤二,再将外圈围在内圈外面,起到固定作用;步骤三,将横截面为长方形的坯料卷制成筒状,并将坯料的两端焊接在一起,形成半环管的毛胚;步骤四,将准备好的毛胚放入下凸起与内圈所形成的凹槽内;步骤五,将上凸起的底端对准毛胚的中心,将上模完全压到内圈上为止;步骤六,依次将上模和外圈移除,随后将分成等份的内圈逐个移除,最后移除下模,即得到压制成型的
砂轮压制成型模具及压制成型方法.pdf
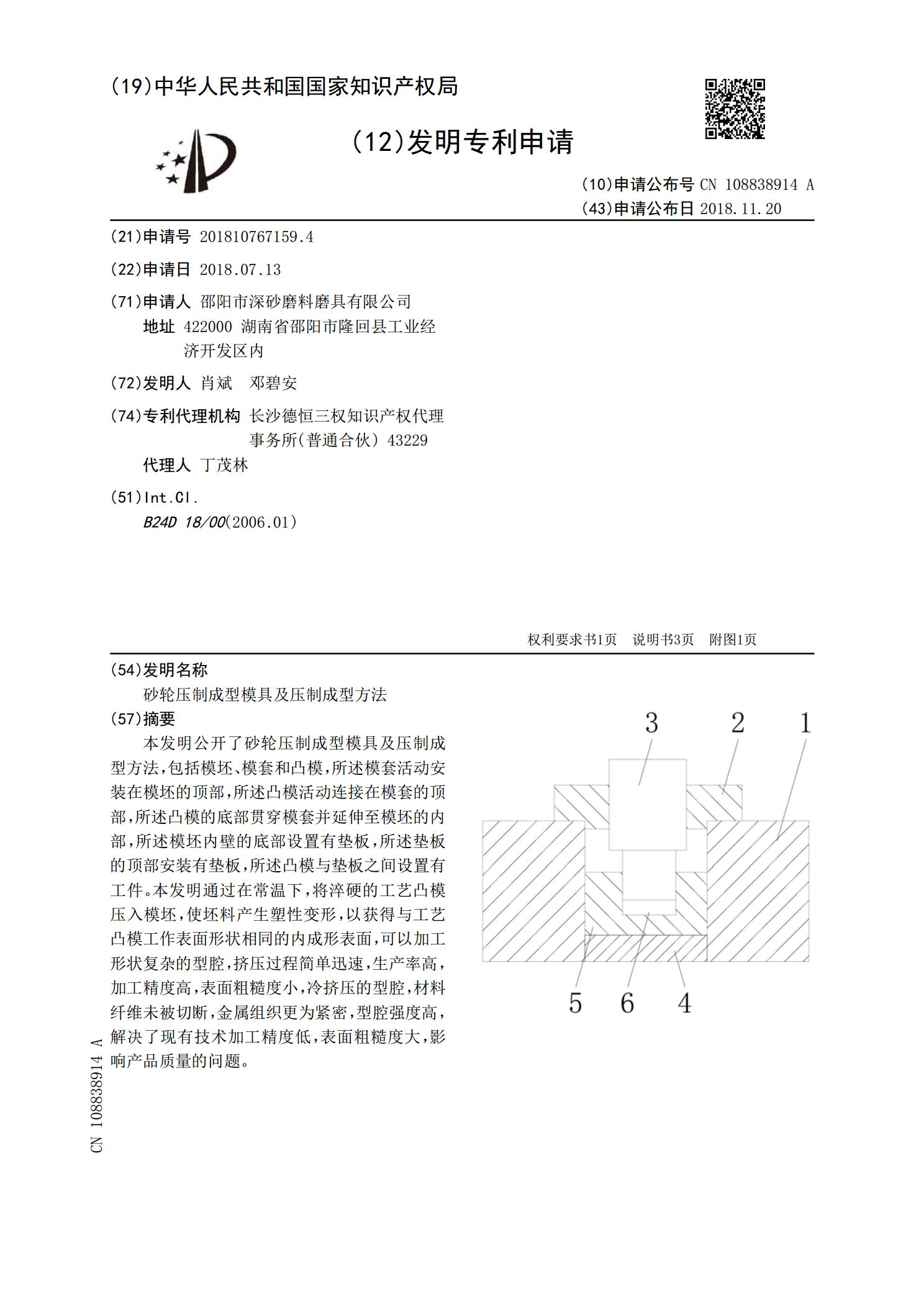
本发明公开了砂轮压制成型模具及压制成型方法,包括模坯、模套和凸模,所述模套活动安装在模坯的顶部,所述凸模活动连接在模套的顶部,所述凸模的底部贯穿模套并延伸至模坯的内部,所述模坯内壁的底部设置有垫板,所述垫板的顶部安装有垫板,所述凸模与垫板之间设置有工件。本发明通过在常温下,将淬硬的工艺凸模压入模坯,使坯料产生塑性变形,以获得与工艺凸模工作表面形状相同的内成形表面,可以加工形状复杂的型腔,挤压过程简单迅速,生产率高,加工精度高,表面粗糙度小,冷挤压的型腔,材料纤维未被切断,金属组织更为紧密,型腔强度高,解决
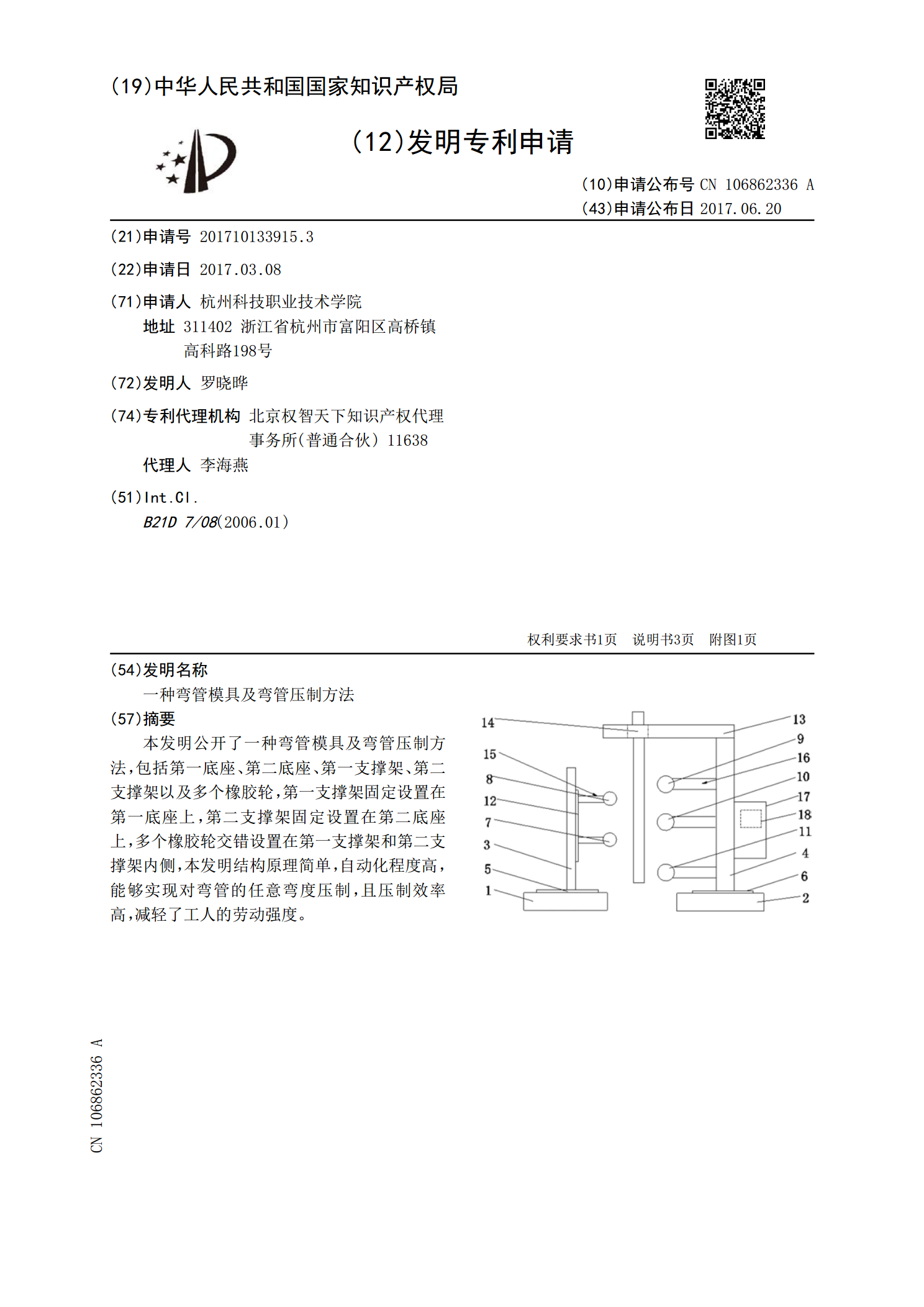
一种弯管模具及弯管压制方法.pdf
本发明公开了一种弯管模具及弯管压制方法,包括第一底座、第二底座、第一支撑架、第二支撑架以及多个橡胶轮,第一支撑架固定设置在第一底座上,第二支撑架固定设置在第二底座上,多个橡胶轮交错设置在第一支撑架和第二支撑架内侧,本发明结构原理简单,自动化程度高,能够实现对弯管的任意弯度压制,且压制效率高,减轻了工人的劳动强度。
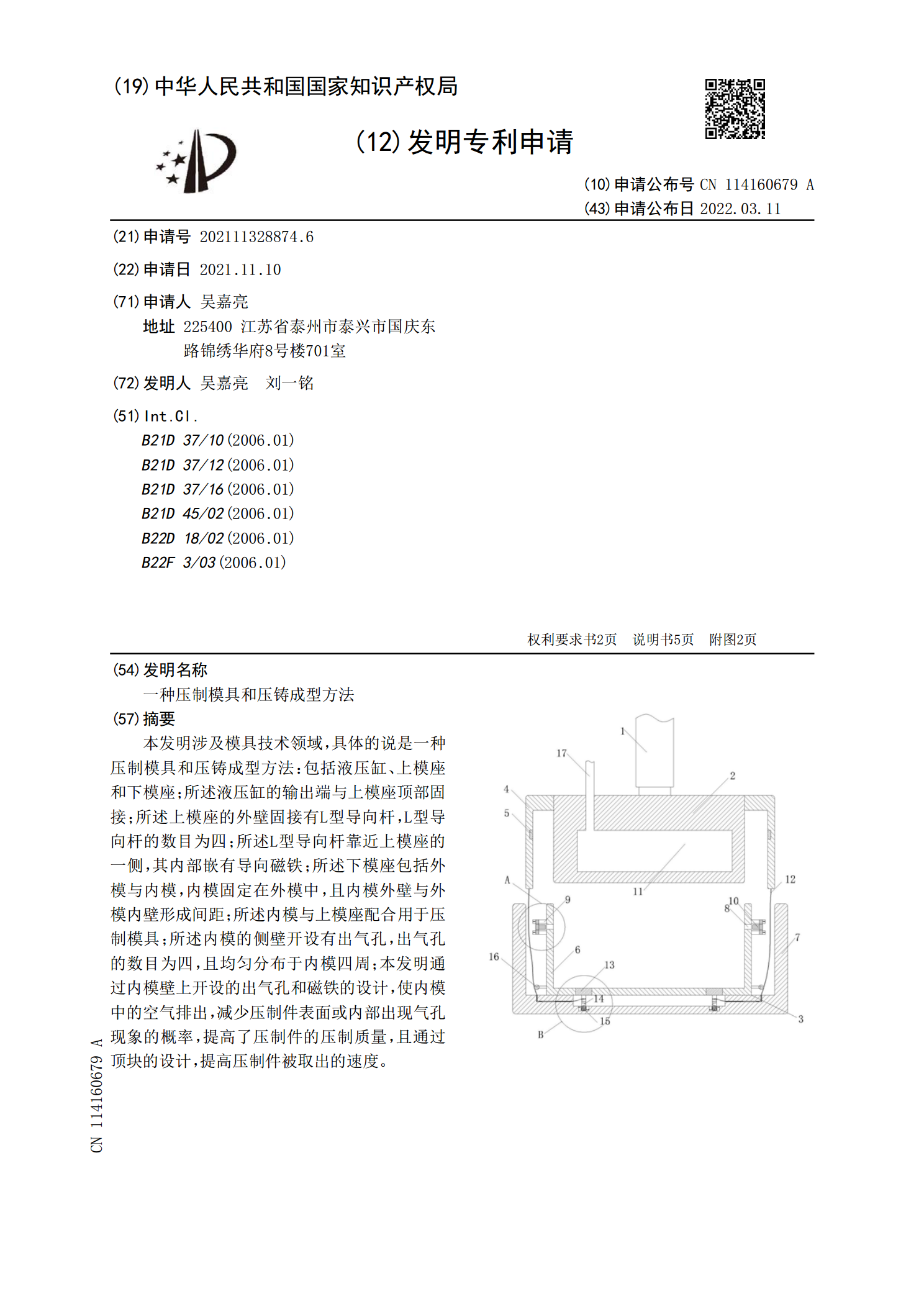
一种压制模具和压铸成型方法.pdf
本发明涉及模具技术领域,具体的说是一种压制模具和压铸成型方法:包括液压缸、上模座和下模座;所述液压缸的输出端与上模座顶部固接;所述上模座的外壁固接有L型导向杆,L型导向杆的数目为四;所述L型导向杆靠近上模座的一侧,其内部嵌有导向磁铁;所述下模座包括外模与内模,内模固定在外模中,且内模外壁与外模内壁形成间距;所述内模与上模座配合用于压制模具;所述内模的侧壁开设有出气孔,出气孔的数目为四,且均匀分布于内模四周;本发明通过内模壁上开设的出气孔和磁铁的设计,使内模中的空气排出,减少压制件表面或内部出现气孔现象的概

一种成型孔的加工模具及加工方法.pdf
本发明提供一种成型孔的加工模具及加工方法,该模具包括上模和下模,上模包括第一凸起,下模包括第二凸起,合模后,第一凸起与下模之间、第二凸起与上模之间,以及第一凸起与第二凸起之间存在空隙,以形成飞边,飞边所在位置为待加工孔的位置,飞边周侧为工件加工孔后的保留区域。本发明能够使CNC加工步骤被省略,简化了工艺流程,降低制孔成本,并节约原料,减少了废料产生,还能使工件模压成型和打孔工序可设置在相近位置进行流水线作业,不需要分隔一定距离,降低了工件流转需要的生产成本。