
一种硬质镀锡基板瓶盖用钢及其生产方法.pdf

觅松****哥哥

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种硬质镀锡基板瓶盖用钢及其生产方法.pdf
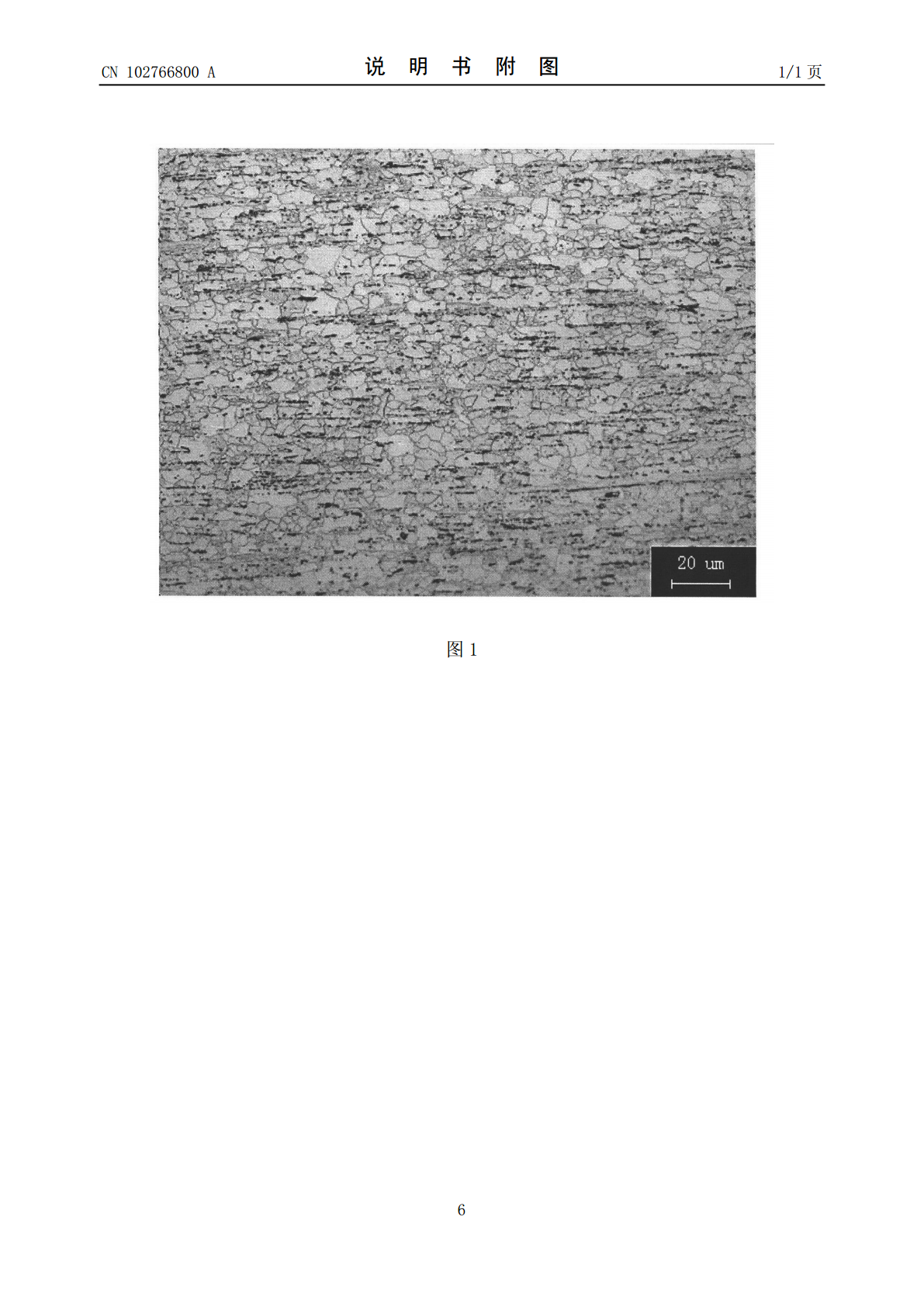
本发明涉及一种瓶盖用钢及其制备方法,特别涉及一种硬质镀锡基板瓶盖用钢及其生产方法。主要解决目前瓶盖用钢酸轧生产时遇到的轧制不稳定、酸轧孔洞率高,各工序表面质量较差的技术问题。技术方案:一种硬质镀锡基板瓶盖用钢,其化学成分重量百分比为:C:0.045~0.088%,Si≤0.1%,Mn:0.30-0.50%,P≤0.020%,S≤0.020%,Alt:0.010~0.060%,N≤0.0060%,其余为Fe和一些不可避免的杂质元素。生产方法包括炼钢、热轧、酸轧、连退四个步骤,其特征是:其热轧控制为:出炉温度
镀锡基板用钢的生产方法.pdf
本发明提供一种镀锡基板用钢的生产方法,涉及金属生产技术领域。本方法包括KR法预处理、转炉、出钢、喂铝线脱氧处理、钢包精炼炉浅处理、连铸等工序。本方法的出钢过程不采用铝脱氧炉后喂线方式进行脱氧,降低了出钢过程吸氮量,实现对氮含量的有效控制。LF浅处理造渣实现了对炉渣组分的调整,保证炉渣吸附夹杂的能力,通过造渣软吹加快夹杂物上浮去除,降低了钢中全氧含量和夹杂物水平。本发明实现了在无RH真空设备,仅通过LF精炼处理的条件下,钢带成品全氧含量≤0.0030wt%,氮含量≤0.0035wt%,各类夹杂物等级≤1级,
一种瓶盖用高硬度冷轧电镀锡基板及其生产方法.pdf
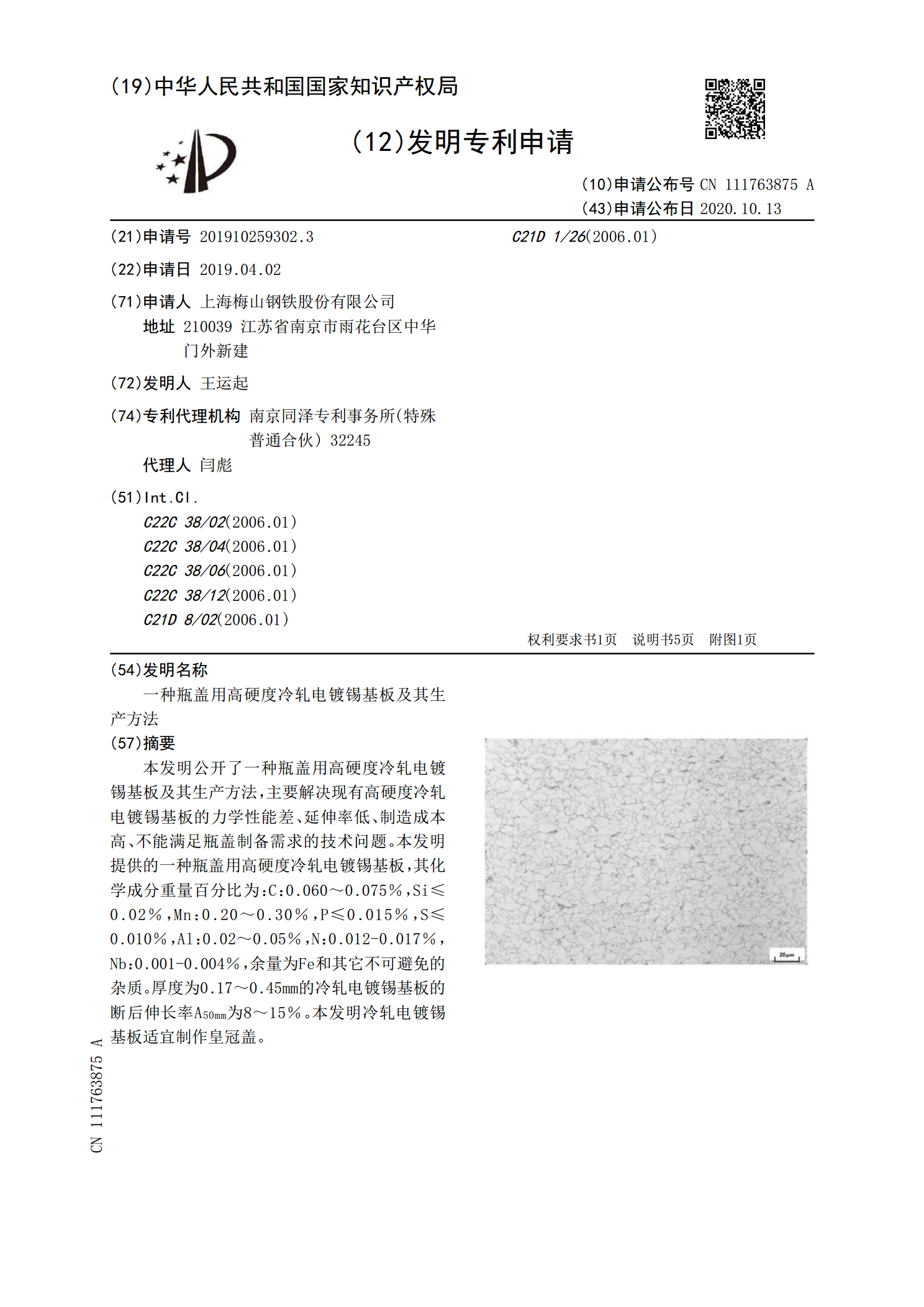
本发明公开了一种瓶盖用高硬度冷轧电镀锡基板及其生产方法,主要解决现有高硬度冷轧电镀锡基板的力学性能差、延伸率低、制造成本高、不能满足瓶盖制备需求的技术问题。本发明提供的一种瓶盖用高硬度冷轧电镀锡基板,其化学成分重量百分比为:C:0.060~0.075%,Si≤0.02%,Mn:0.20~0.30%,P≤0.015%,S≤0.010%,Al:0.02~0.05%,N:0.012‑0.017%,Nb:0.001‑0.004%,余量为Fe和其它不可避免的杂质。厚度为0.17~0.45mm的冷轧电镀锡基板的断后伸
一种用钢包铸余钢水生产电镀锡基板钢的方法.pdf
本发明公开了一种用钢包铸余钢水生产电镀锡基板钢的方法,主要解决现有电镀锡基板钢存在夹渣缺陷、生产成本高的技术问题。本发明的技术方案为:一种用钢包铸余钢水生产电镀锡基板钢的方法,包括以下步骤:1)采用转炉顶底复合冶炼,投入金属主料的原料组成的重量百分比为,铁水78%~92%,余量为轻型废钢;2)将钢包中的钢水运至吹氩站,对钢水进行温度调控和二次脱氧;3)对钢水再次进行吹氩处理,向弱搅拌处理后的钢包内钢水中兑入同钢种钢包铸余钢水5~10吨,向钢包内钢水中通入氩气进行强搅拌钢水3.0~5.0分钟;4)对钢水进行
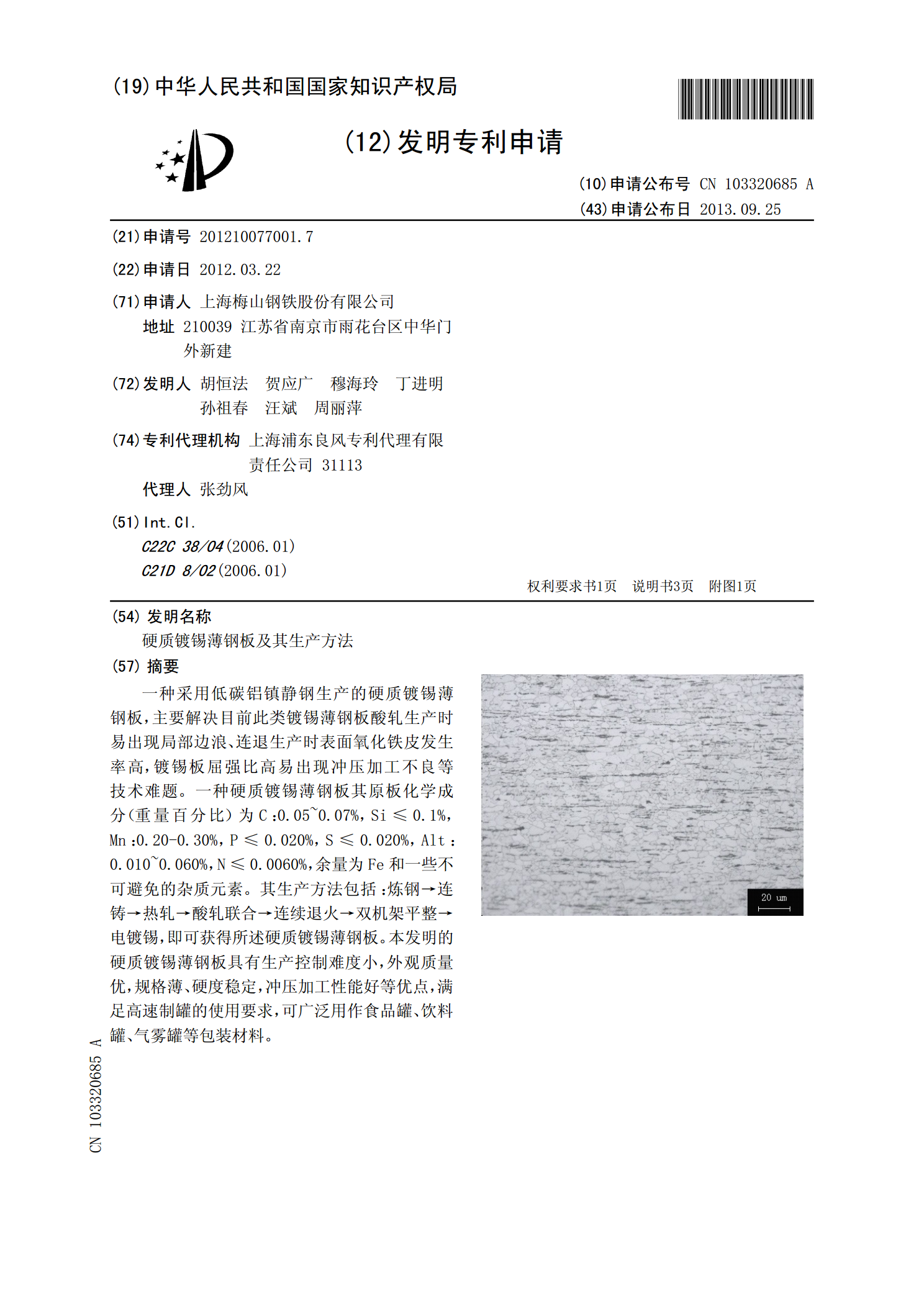
硬质镀锡薄钢板及其生产方法.pdf
一种采用低碳铝镇静钢生产的硬质镀锡薄钢板,主要解决目前此类镀锡薄钢板酸轧生产时易出现局部边浪、连退生产时表面氧化铁皮发生率高,镀锡板屈强比高易出现冲压加工不良等技术难题。一种硬质镀锡薄钢板其原板化学成分(重量百分比)为C:0.05~0.07%,Si≤0.1%,Mn:0.20-0.30%,P≤0.020%,S≤0.020%,Alt:0.010~0.060%,N≤0.0060%,余量为Fe和一些不可避免的杂质元素。其生产方法包括:炼钢→连铸→热轧→酸轧联合→连续退火→双机架平整→电镀锡,即可获得所述硬质镀锡薄