
一种大规格不锈钢螺母热锻成型工艺.pdf

雨巷****凝海

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大规格不锈钢螺母热锻成型工艺.pdf
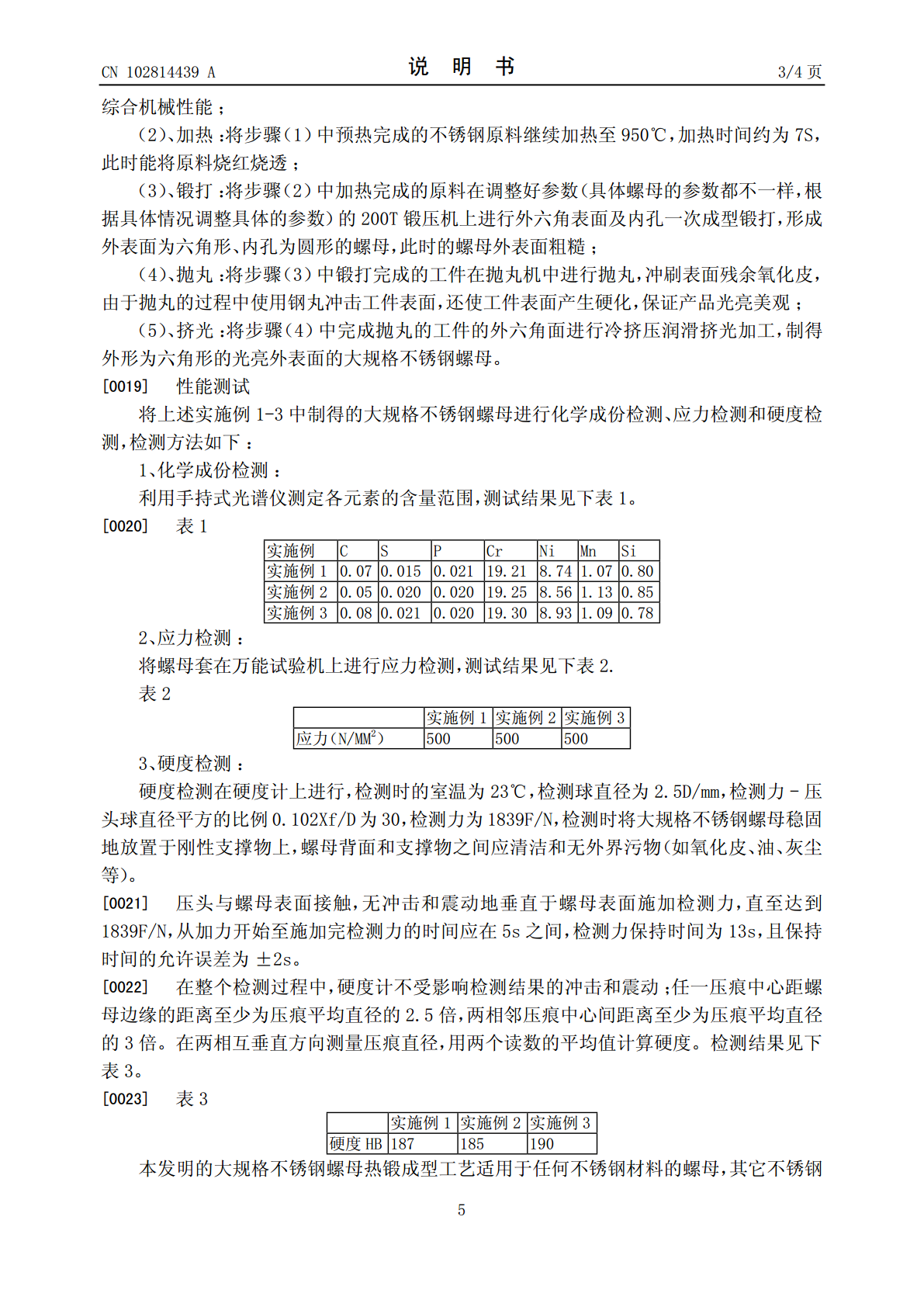
本发明涉及一种大规格不锈钢螺母,尤其是涉及一种大规格不锈钢螺母的热锻成型工艺,包括以下步骤:(1)、预热:将不锈钢原料在大功率感应加热炉中预热至700℃-950℃;(2)、加热:将步骤(1)中预热完成的不锈钢原料继续加热至950℃-1100℃;(3)、锻打:将步骤(2)中加热完成的原料在锻压机上进行锻打,形成外表面粗糙且外表面为一定形状、内孔为圆形的螺母。(4)、抛丸:将步骤(3)中锻打完成的工件在抛丸机中进行抛丸,冲刷表面残余氧化皮;(5)、挤光:将步骤(4)中完成抛丸的工件进行挤光加工,形成具有一定形
一种大规格不锈钢板材热锻成型工艺.pdf
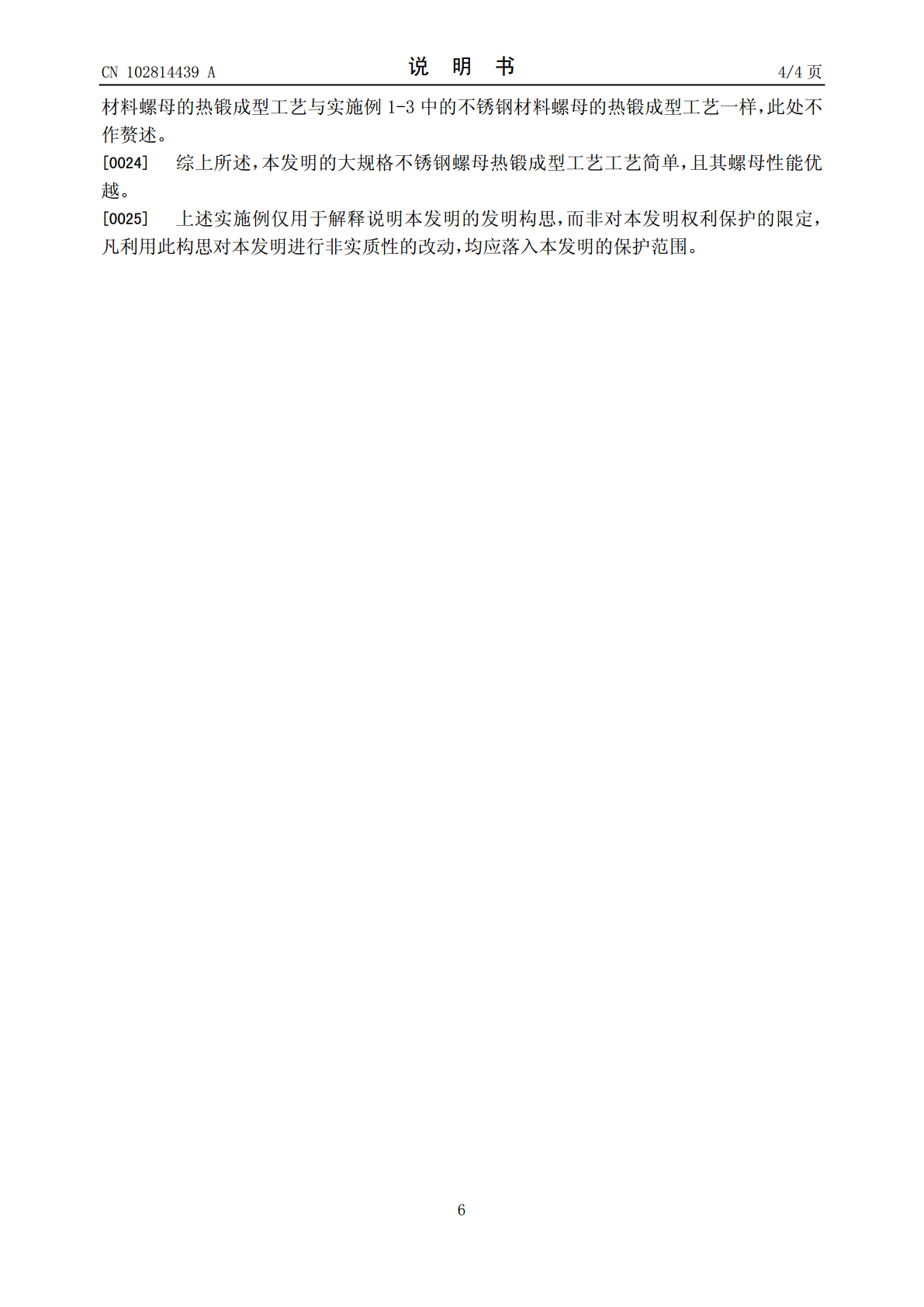
本发明属于不锈钢板材热锻成型技术领域,具体涉及一种大规格不锈钢板材热锻成型工艺,该工艺中使用的成型装置包括机体,所述机体的侧表面固定有支撑架,该支撑架上安装有控制箱,所述机体的顶部固定有支撑台;本发明中,通过在机体上设置防护机构,利用“U”型结构的防护罩增加对用户的防护,减少热锻成型装置作业时对用户的伤害;通过在防潮板上开设多个间隔分布的通风槽,加速了控制箱底部的空气流通,减少了控制箱的受潮;通过在机体的底部四角固定缓冲机构,作业时,机体对活动柱施压,活动柱压缩弹簧,并在固定腔内活动,被压缩的弹簧复位,推
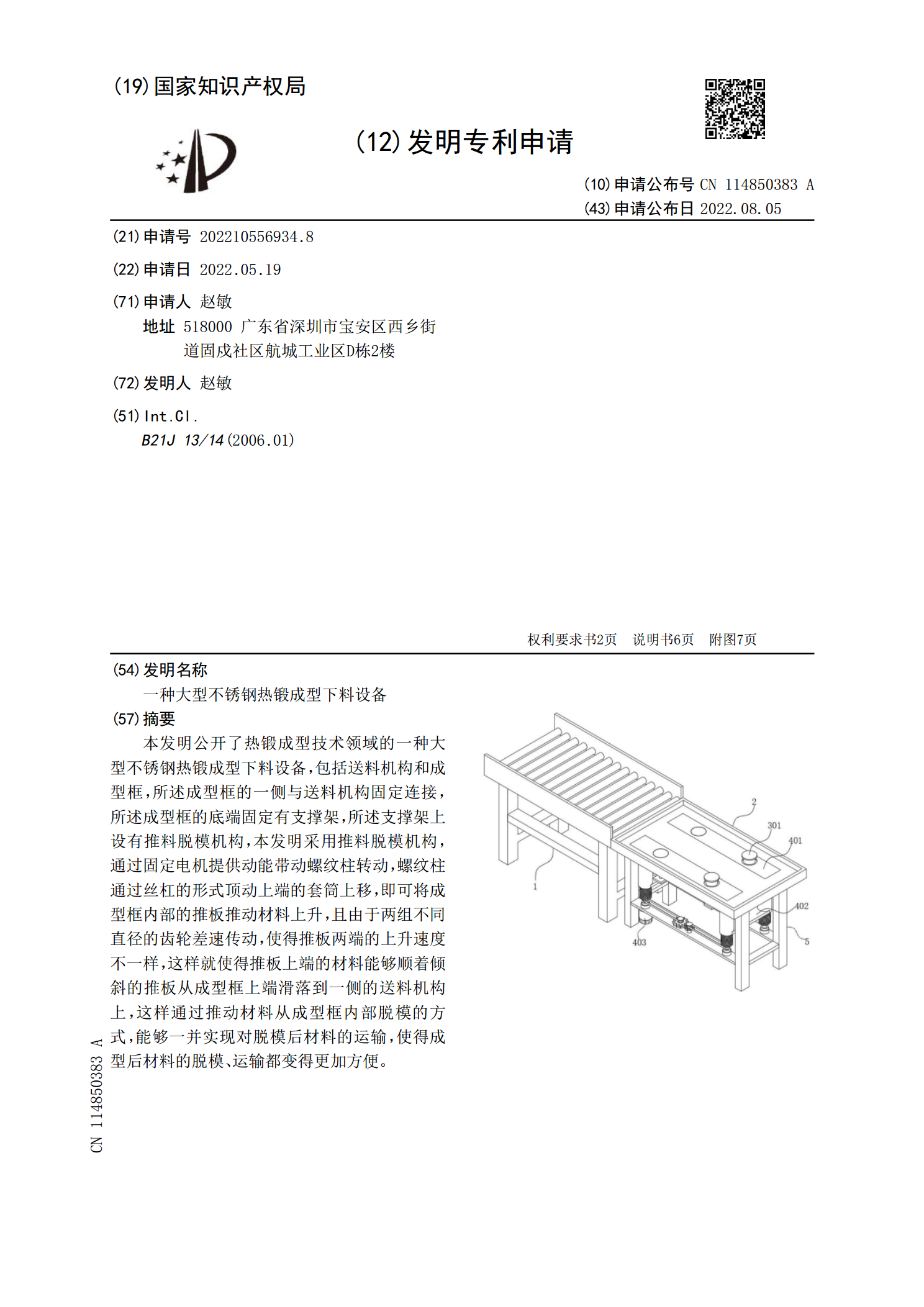
一种大型不锈钢热锻成型下料设备.pdf
本发明公开了热锻成型技术领域的一种大型不锈钢热锻成型下料设备,包括送料机构和成型框,所述成型框的一侧与送料机构固定连接,所述成型框的底端固定有支撑架,所述支撑架上设有推料脱模机构,本发明采用推料脱模机构,通过固定电机提供动能带动螺纹柱转动,螺纹柱通过丝杠的形式顶动上端的套筒上移,即可将成型框内部的推板推动材料上升,且由于两组不同直径的齿轮差速传动,使得推板两端的上升速度不一样,这样就使得推板上端的材料能够顺着倾斜的推板从成型框上端滑落到一侧的送料机构上,这样通过推动材料从成型框内部脱模的方式,能够一并实现
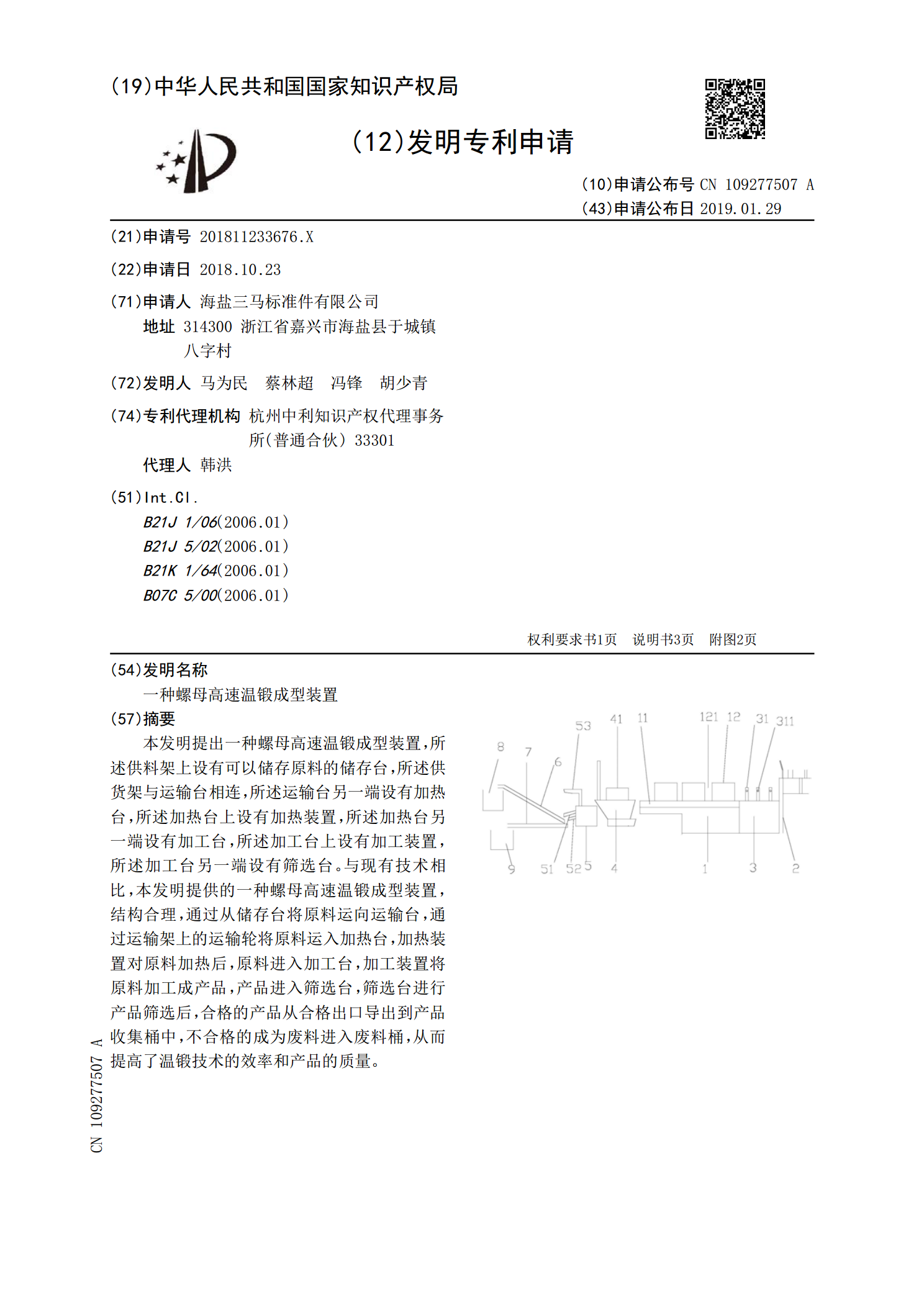
一种螺母高速温锻成型装置.pdf
本发明提出一种螺母高速温锻成型装置,所述供料架上设有可以储存原料的储存台,所述供货架与运输台相连,所述运输台另一端设有加热台,所述加热台上设有加热装置,所述加热台另一端设有加工台,所述加工台上设有加工装置,所述加工台另一端设有筛选台。与现有技术相比,本发明提供的一种螺母高速温锻成型装置,结构合理,通过从储存台将原料运向运输台,通过运输架上的运输轮将原料运入加热台,加热装置对原料加热后,原料进入加工台,加工装置将原料加工成产品,产品进入筛选台,筛选台进行产品筛选后,合格的产品从合格出口导出到产品收集桶中,不
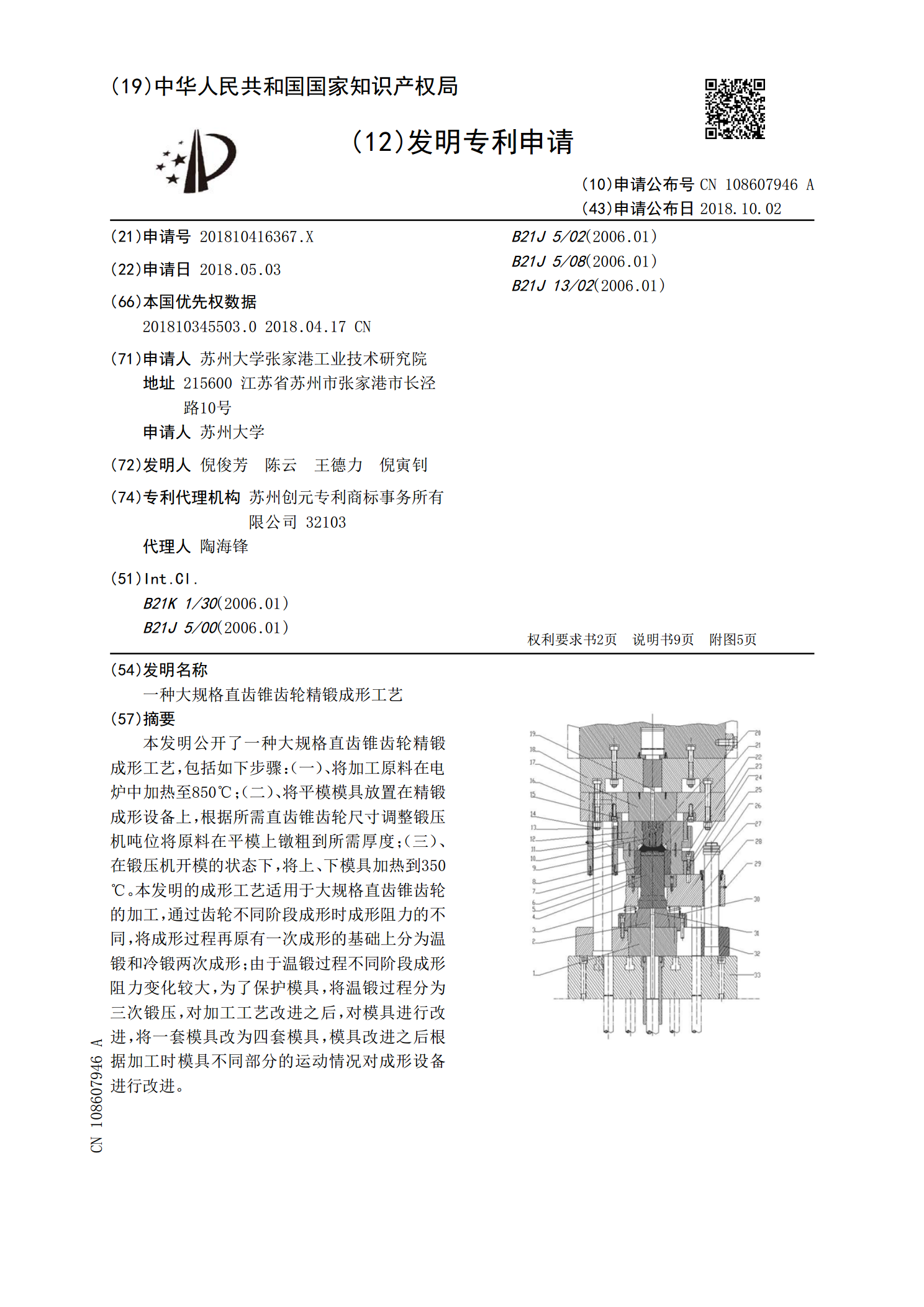
一种大规格直齿锥齿轮精锻成形工艺.pdf
本发明公开了一种大规格直齿锥齿轮精锻成形工艺,包括如下步骤:(一)、将加工原料在电炉中加热至850℃;(二)、将平模模具放置在精锻成形设备上,根据所需直齿锥齿轮尺寸调整锻压机吨位将原料在平模上镦粗到所需厚度;(三)、在锻压机开模的状态下,将上、下模具加热到350℃。本发明的成形工艺适用于大规格直齿锥齿轮的加工,通过齿轮不同阶段成形时成形阻力的不同,将成形过程再原有一次成形的基础上分为温锻和冷锻两次成形;由于温锻过程不同阶段成形阻力变化较大,为了保护模具,将温锻过程分为三次锻压,对加工工艺改进之后,对模具进