
一种大规格直齿锥齿轮精锻成形工艺.pdf

是秋****写意

1/10
2/10
3/10
4/10
5/10
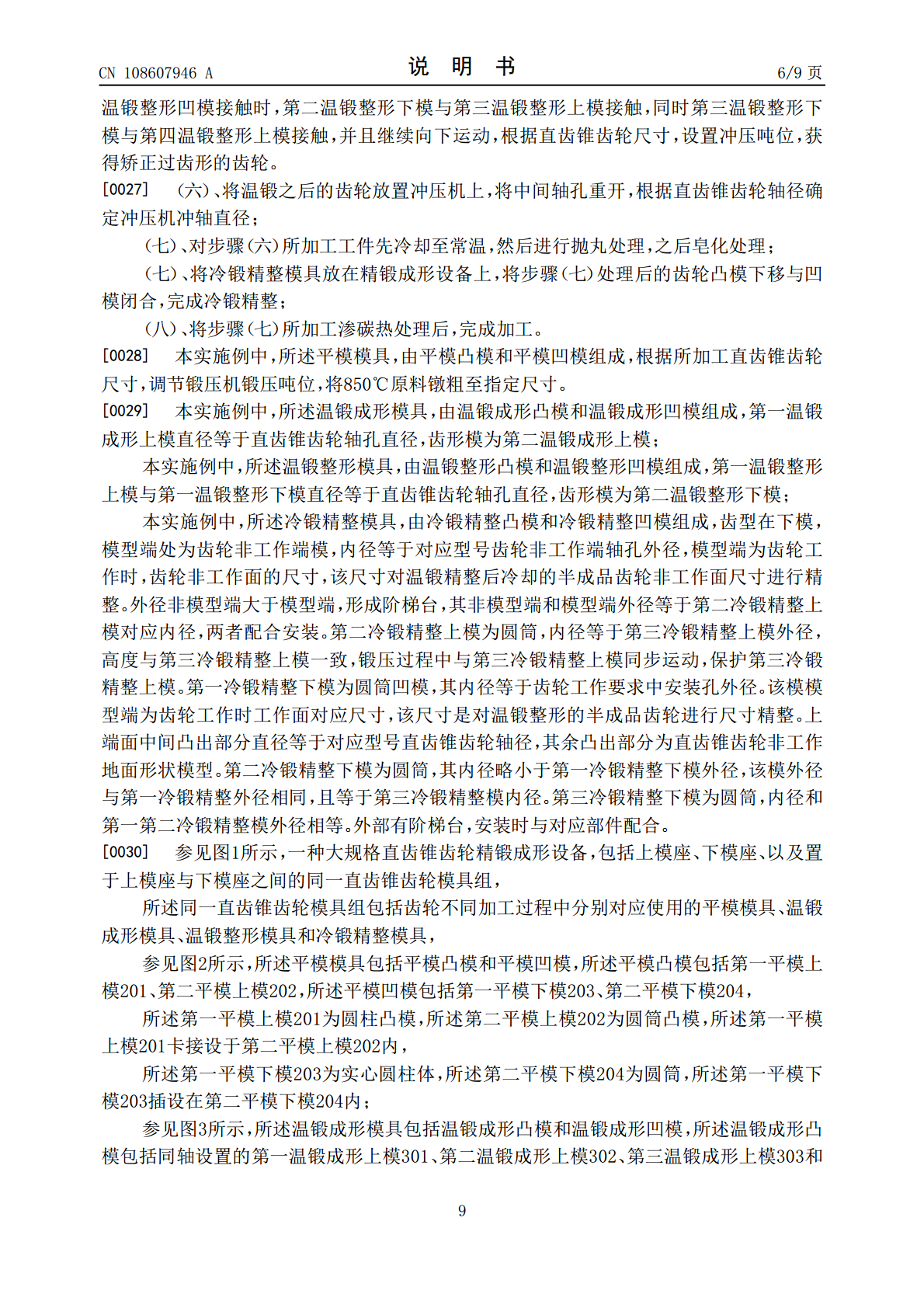
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大规格直齿锥齿轮精锻成形工艺.pdf
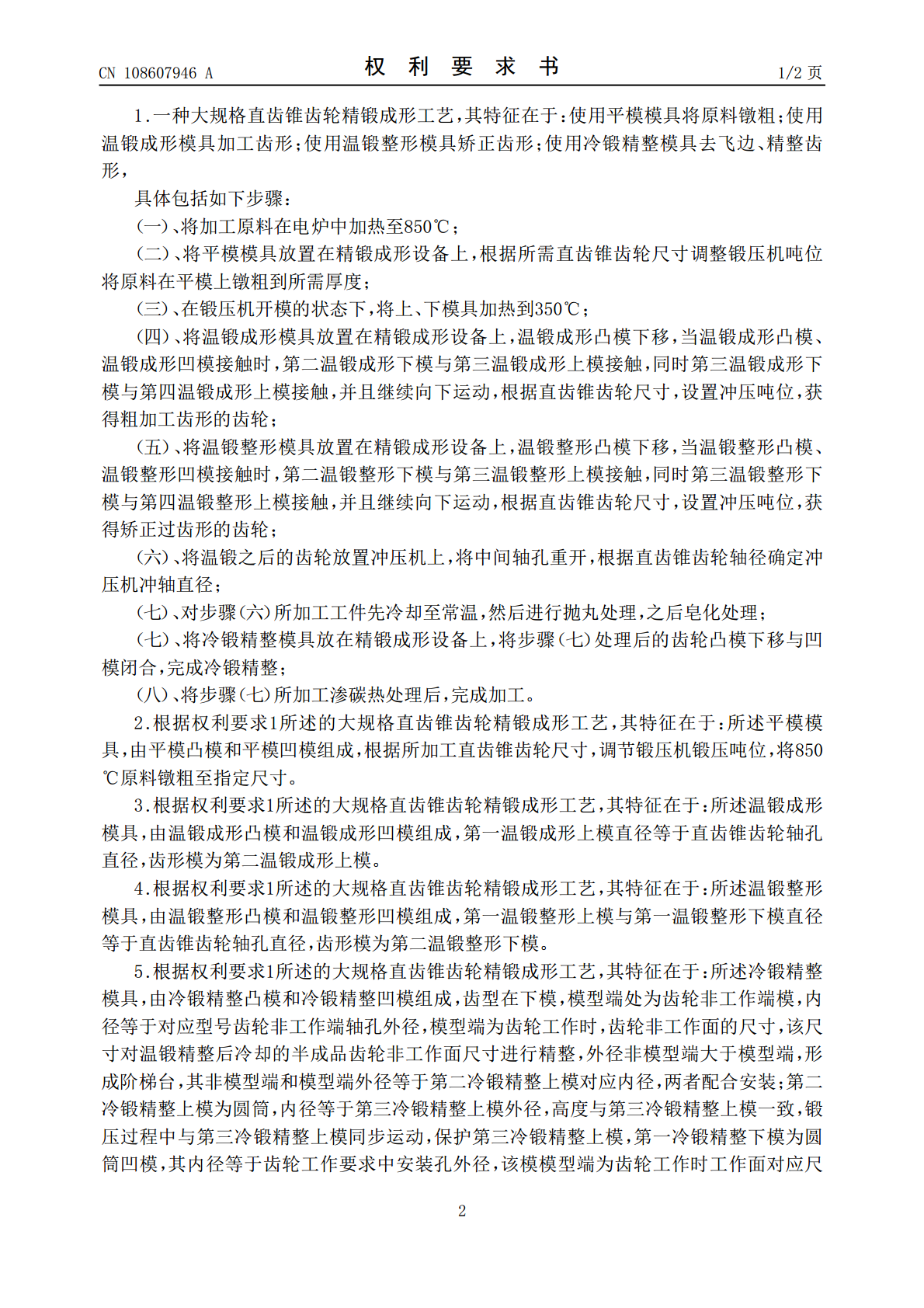
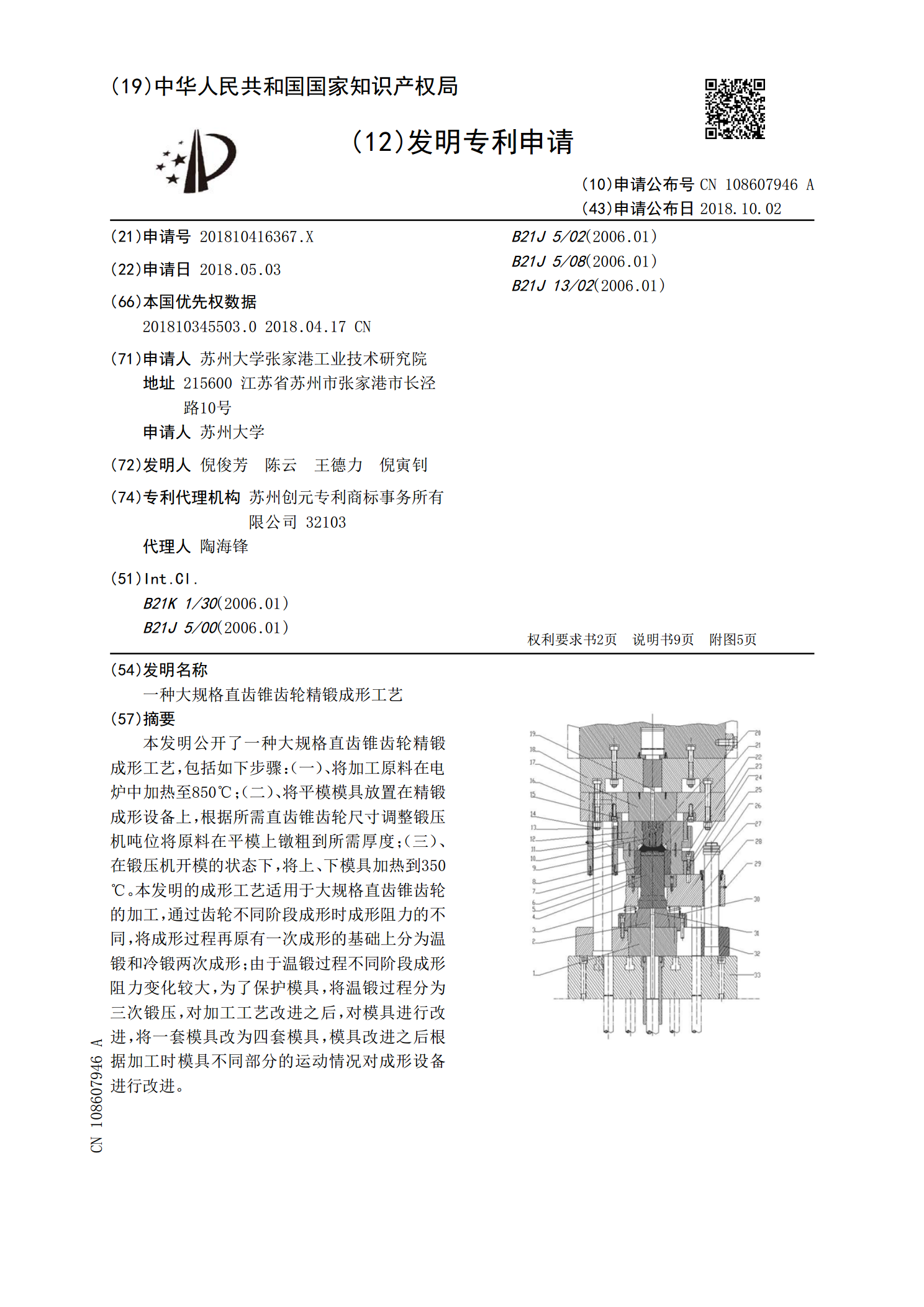
本发明公开了一种大规格直齿锥齿轮精锻成形工艺,包括如下步骤:(一)、将加工原料在电炉中加热至850℃;(二)、将平模模具放置在精锻成形设备上,根据所需直齿锥齿轮尺寸调整锻压机吨位将原料在平模上镦粗到所需厚度;(三)、在锻压机开模的状态下,将上、下模具加热到350℃。本发明的成形工艺适用于大规格直齿锥齿轮的加工,通过齿轮不同阶段成形时成形阻力的不同,将成形过程再原有一次成形的基础上分为温锻和冷锻两次成形;由于温锻过程不同阶段成形阻力变化较大,为了保护模具,将温锻过程分为三次锻压,对加工工艺改进之后,对模具进

弧齿锥齿轮精锻成形工艺的数值模拟.docx
弧齿锥齿轮精锻成形工艺的数值模拟弧齿锥齿轮是传动系统中常用的重要零件,其性能和质量直接影响到整个传动系统的运行效果。而精锻成形是生产弧齿锥齿轮的一种重要工艺,其成形精度、生产效率和工件材料强度都较高。本文将对弧齿锥齿轮精锻成形工艺的数值模拟进行阐述,包括其工艺步骤、数值模拟方法以及对成形过程的影响分析。一、弧齿锥齿轮精锻成形工艺步骤弧齿锥齿轮精锻成形工艺步骤主要包括铁芯的锻造、弧齿和锥齿锻造、齿轮的成形、热处理加工等几个部分。1.铁芯的锻造:铁芯是弧齿锥齿轮的主要部件之一,其质量和形状直接影响到齿轮的传动

直齿内齿轮冷精锻成形工艺分析及实验研究.docx
直齿内齿轮冷精锻成形工艺分析及实验研究摘要:直齿内齿轮是一种非常重要的齿轮。通过对直齿内齿轮的冷精锻成形工艺进行分析和实验研究,可以有效提高直齿内齿轮的质量和生产率,推动齿轮制造技术的发展。本文主要介绍了直齿内齿轮冷精锻成形工艺流程、影响因素、实验研究结果以及模拟分析方法等方面的内容,旨在为直齿内齿轮的精密制造提供参考。关键词:直齿内齿轮;冷精锻;成形工艺;模拟分析一、引言直齿内齿轮是一种具有很高功率传递、高精度和高质量的齿轮,广泛应用于各种传动机械中。为了提高直齿内齿轮的质量和生产率,近年来,相关领域的

直齿内齿轮精锻成形工艺数值模拟及实验研究.docx
直齿内齿轮精锻成形工艺数值模拟及实验研究一、简述话说在我们的机械世界里,齿轮扮演着举足轻重的角色。它们就像是一个个小小的指挥家,协调着各种设备的运转。而直齿内齿轮,作为齿轮家族中的一员,更是有着不可替代的地位。那么如何让这些直齿内齿轮更加完美地为我们服务呢?答案就是——精锻成形工艺。精锻成形工艺是一种通过精确计算和模拟,对金属材料进行加工的方法。它可以使金属材料在一定程度上消除内部缺陷,提高材料的强度和韧性,从而达到提高产品质量的目的。而直齿内齿轮精锻成形工艺,就是在这样的背景下应运而生的。为了更好地研究

弧齿锥齿轮精锻成形工艺及其数值模拟综述报告.docx
弧齿锥齿轮精锻成形工艺及其数值模拟综述报告弧齿锥齿轮是广泛应用于各种机械设备中的重要传动元件。与其他齿轮相比,弧齿锥齿轮具有更高的精度和传动效率,因此在高端机械设备中应用越来越广泛。其制造工艺对于齿轮的精度、强度等重要性能指标起着决定性作用。本文将对弧齿锥齿轮精锻成形工艺及其数值模拟进行综述。一、弧齿锥齿轮精锻成形工艺弧齿锥齿轮精锻成形工艺是将齿轮原料按照齿轮的外形和材料进行热处理,形成预先设计好的齿形,然后在锻压成形机上进行精密锻压,最后再进行磨削、修齐等工艺加工,从而形成最终产品。弧齿锥齿轮锻件在锻机