
一种大型不锈钢热锻成型下料设备.pdf

秋花****姐姐

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大型不锈钢热锻成型下料设备.pdf
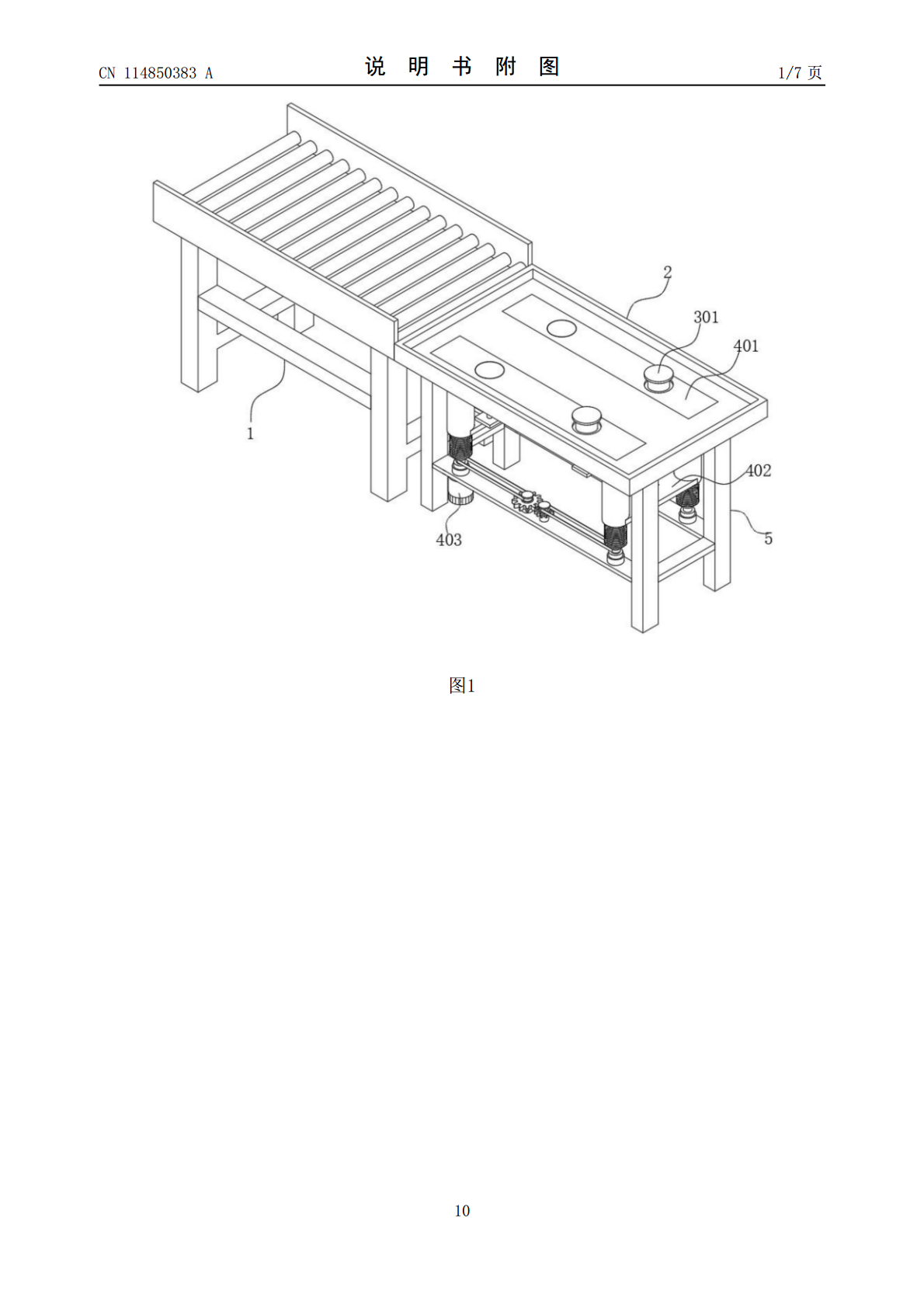
本发明公开了热锻成型技术领域的一种大型不锈钢热锻成型下料设备,包括送料机构和成型框,所述成型框的一侧与送料机构固定连接,所述成型框的底端固定有支撑架,所述支撑架上设有推料脱模机构,本发明采用推料脱模机构,通过固定电机提供动能带动螺纹柱转动,螺纹柱通过丝杠的形式顶动上端的套筒上移,即可将成型框内部的推板推动材料上升,且由于两组不同直径的齿轮差速传动,使得推板两端的上升速度不一样,这样就使得推板上端的材料能够顺着倾斜的推板从成型框上端滑落到一侧的送料机构上,这样通过推动材料从成型框内部脱模的方式,能够一并实现
一种大规格不锈钢螺母热锻成型工艺.pdf
本发明涉及一种大规格不锈钢螺母,尤其是涉及一种大规格不锈钢螺母的热锻成型工艺,包括以下步骤:(1)、预热:将不锈钢原料在大功率感应加热炉中预热至700℃-950℃;(2)、加热:将步骤(1)中预热完成的不锈钢原料继续加热至950℃-1100℃;(3)、锻打:将步骤(2)中加热完成的原料在锻压机上进行锻打,形成外表面粗糙且外表面为一定形状、内孔为圆形的螺母。(4)、抛丸:将步骤(3)中锻打完成的工件在抛丸机中进行抛丸,冲刷表面残余氧化皮;(5)、挤光:将步骤(4)中完成抛丸的工件进行挤光加工,形成具有一定形
一种大规格不锈钢板材热锻成型工艺.pdf
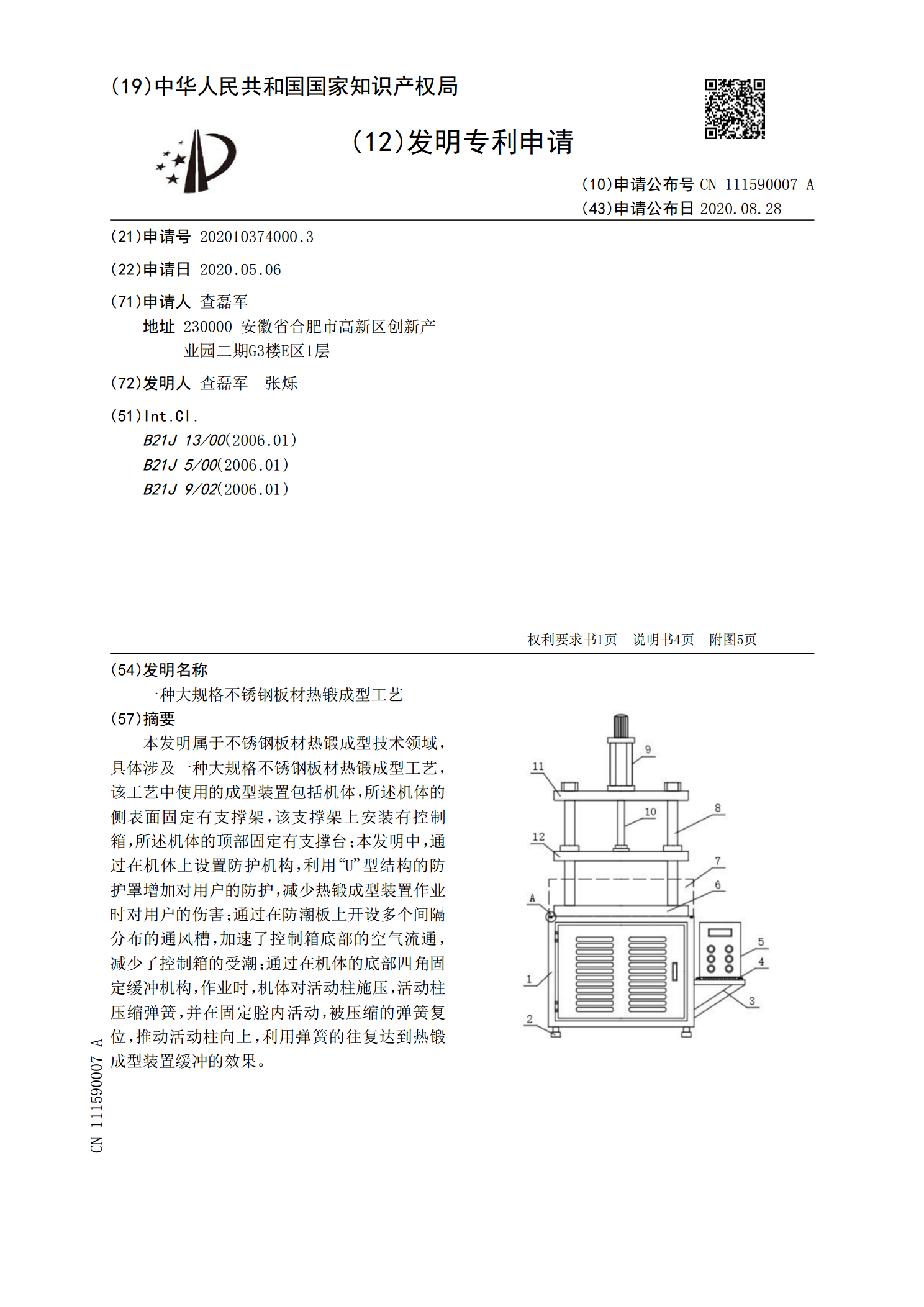
本发明属于不锈钢板材热锻成型技术领域,具体涉及一种大规格不锈钢板材热锻成型工艺,该工艺中使用的成型装置包括机体,所述机体的侧表面固定有支撑架,该支撑架上安装有控制箱,所述机体的顶部固定有支撑台;本发明中,通过在机体上设置防护机构,利用“U”型结构的防护罩增加对用户的防护,减少热锻成型装置作业时对用户的伤害;通过在防潮板上开设多个间隔分布的通风槽,加速了控制箱底部的空气流通,减少了控制箱的受潮;通过在机体的底部四角固定缓冲机构,作业时,机体对活动柱施压,活动柱压缩弹簧,并在固定腔内活动,被压缩的弹簧复位,推
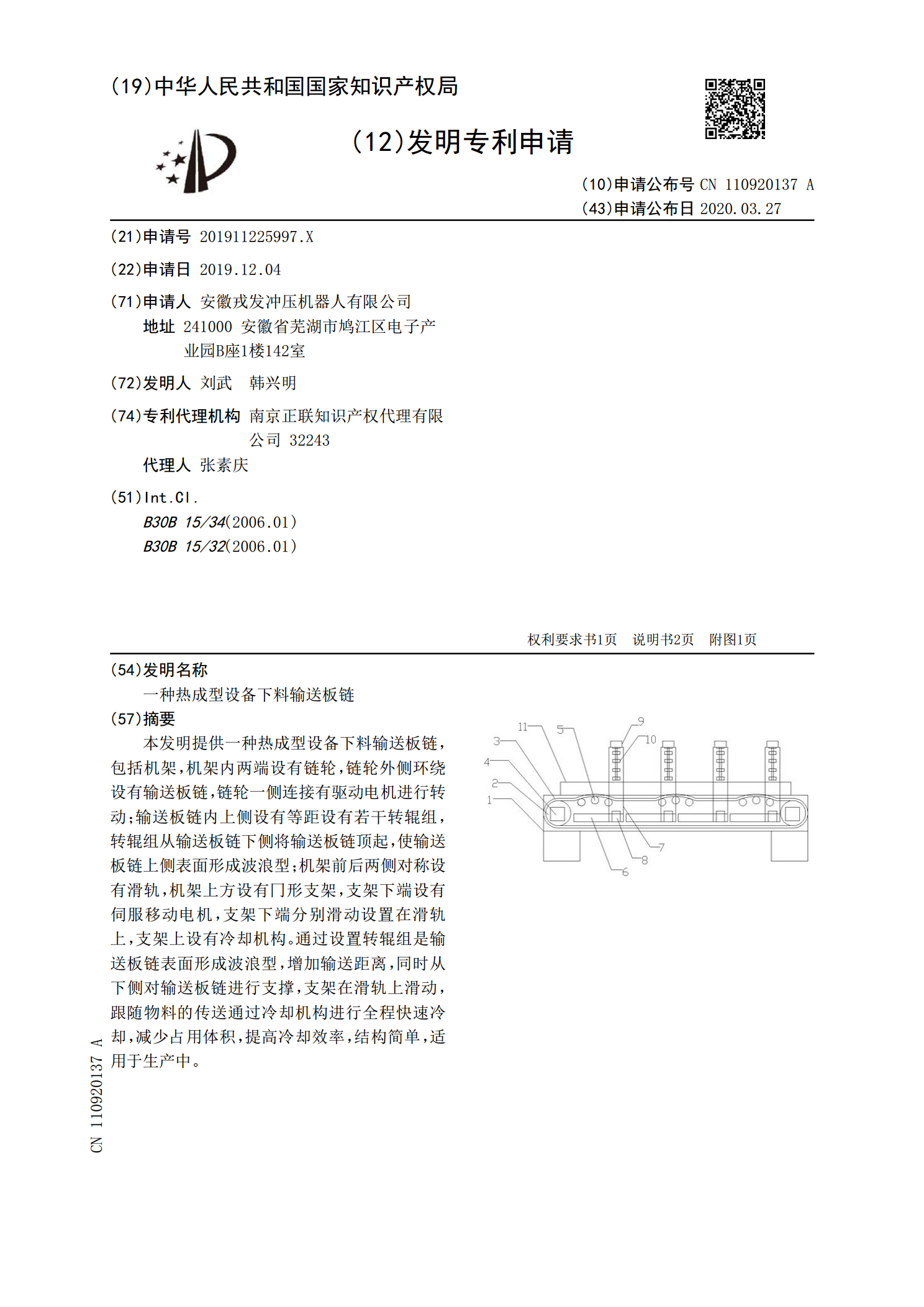
一种热成型设备下料输送板链.pdf
本发明提供一种热成型设备下料输送板链,包括机架,机架内两端设有链轮,链轮外侧环绕设有输送板链,链轮一侧连接有驱动电机进行转动;输送板链内上侧设有等距设有若干转辊组,转辊组从输送板链下侧将输送板链顶起,使输送板链上侧表面形成波浪型;机架前后两侧对称设有滑轨,机架上方设有冂形支架,支架下端设有伺服移动电机,支架下端分别滑动设置在滑轨上,支架上设有冷却机构。通过设置转辊组是输送板链表面形成波浪型,增加输送距离,同时从下侧对输送板链进行支撑,支架在滑轨上滑动,跟随物料的传送通过冷却机构进行全程快速冷却,减少占用体
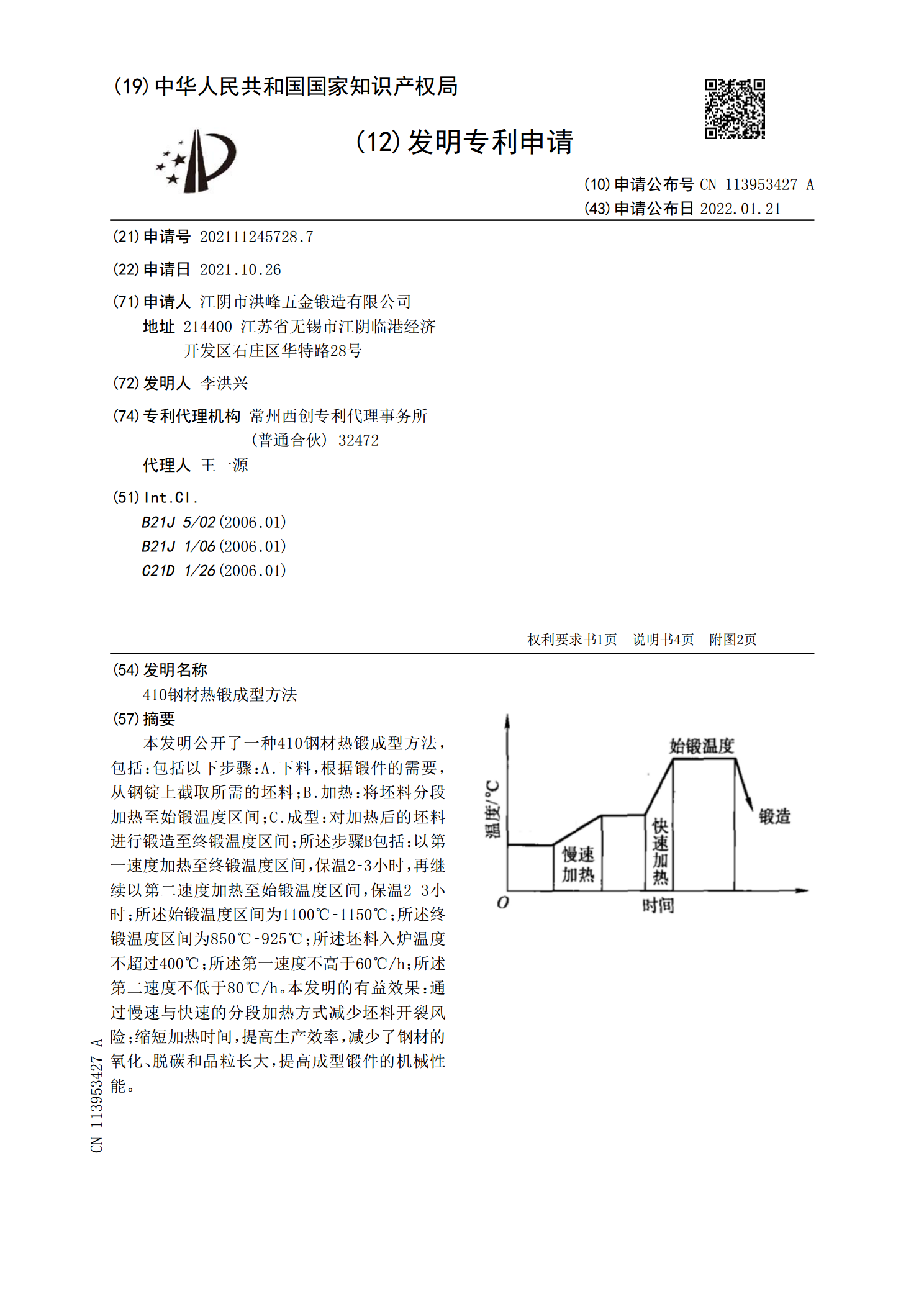
410钢材热锻成型方法.pdf
本发明公开了一种410钢材热锻成型方法,包括:包括以下步骤:A.下料,根据锻件的需要,从钢锭上截取所需的坯料;B.加热:将坯料分段加热至始锻温度区间;C.成型:对加热后的坯料进行锻造至终锻温度区间;所述步骤B包括:以第一速度加热至终锻温度区间,保温2‑3小时,再继续以第二速度加热至始锻温度区间,保温2‑3小时;所述始锻温度区间为1100℃‑1150℃;所述终锻温度区间为850℃‑925℃;所述坯料入炉温度不超过400℃;所述第一速度不高于60℃/h;所述第二速度不低于80℃/h。本发明的有益效果:通过慢速