
一种大规格不锈钢板材热锻成型工艺.pdf

Jo****31

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大规格不锈钢板材热锻成型工艺.pdf
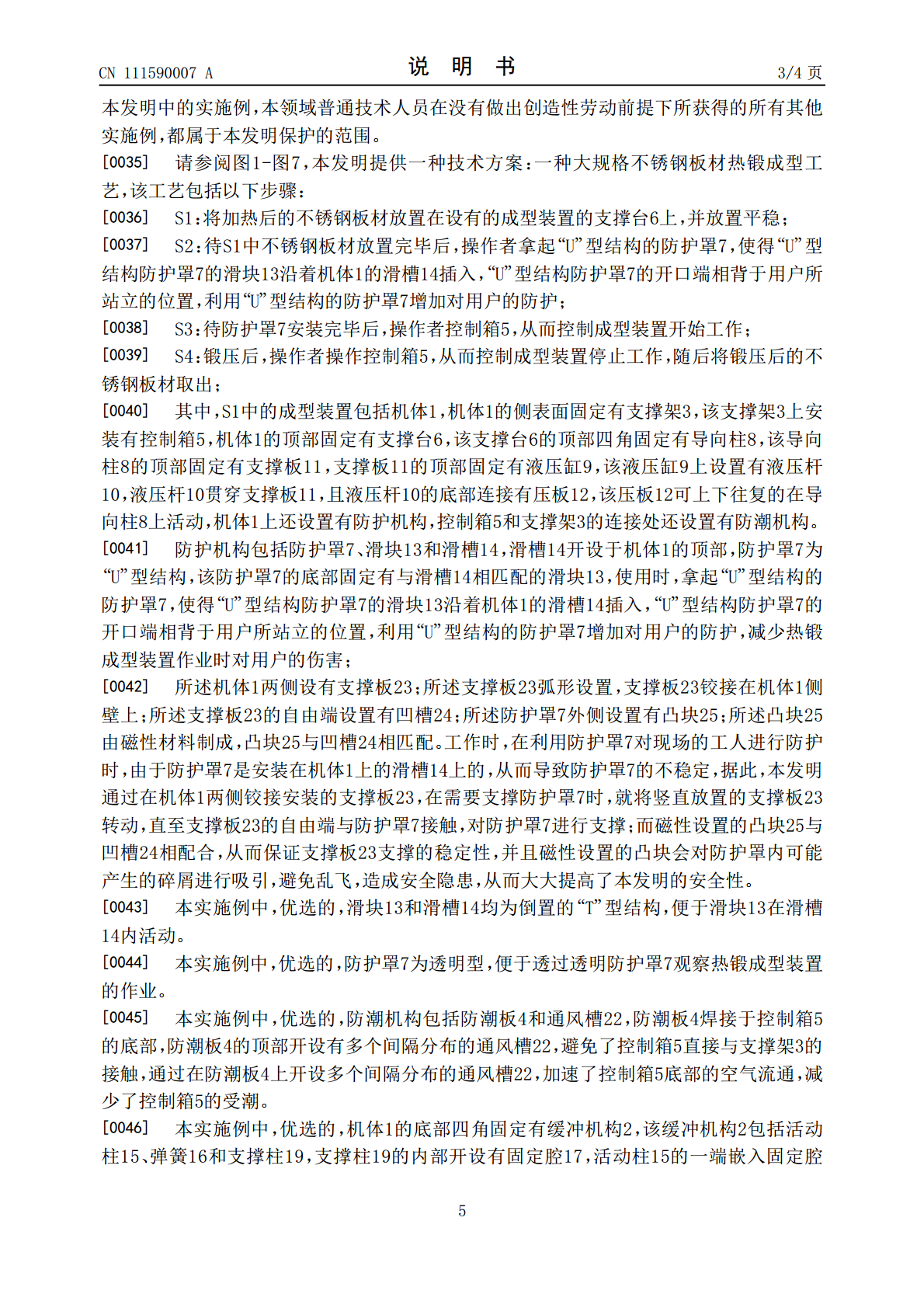
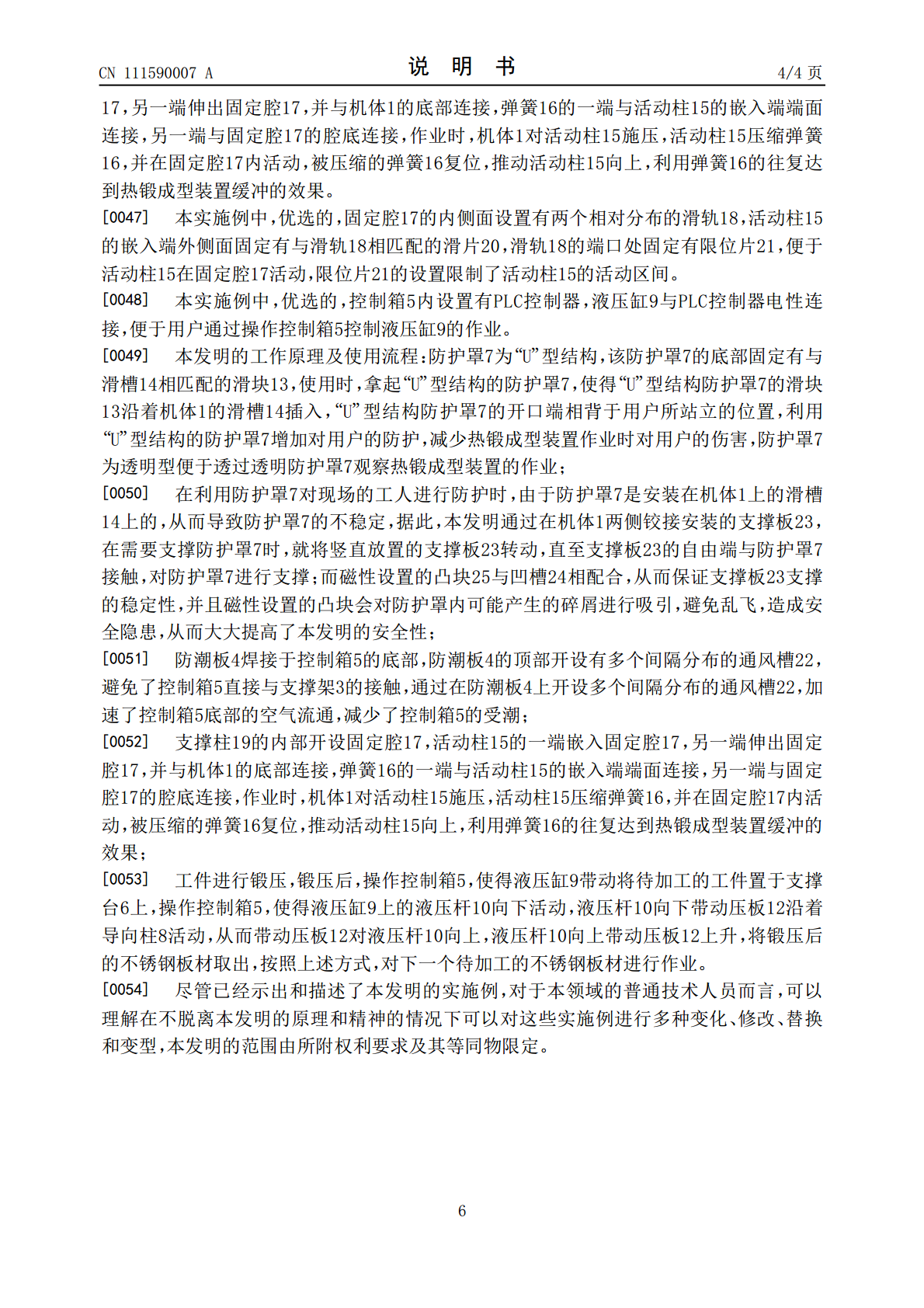
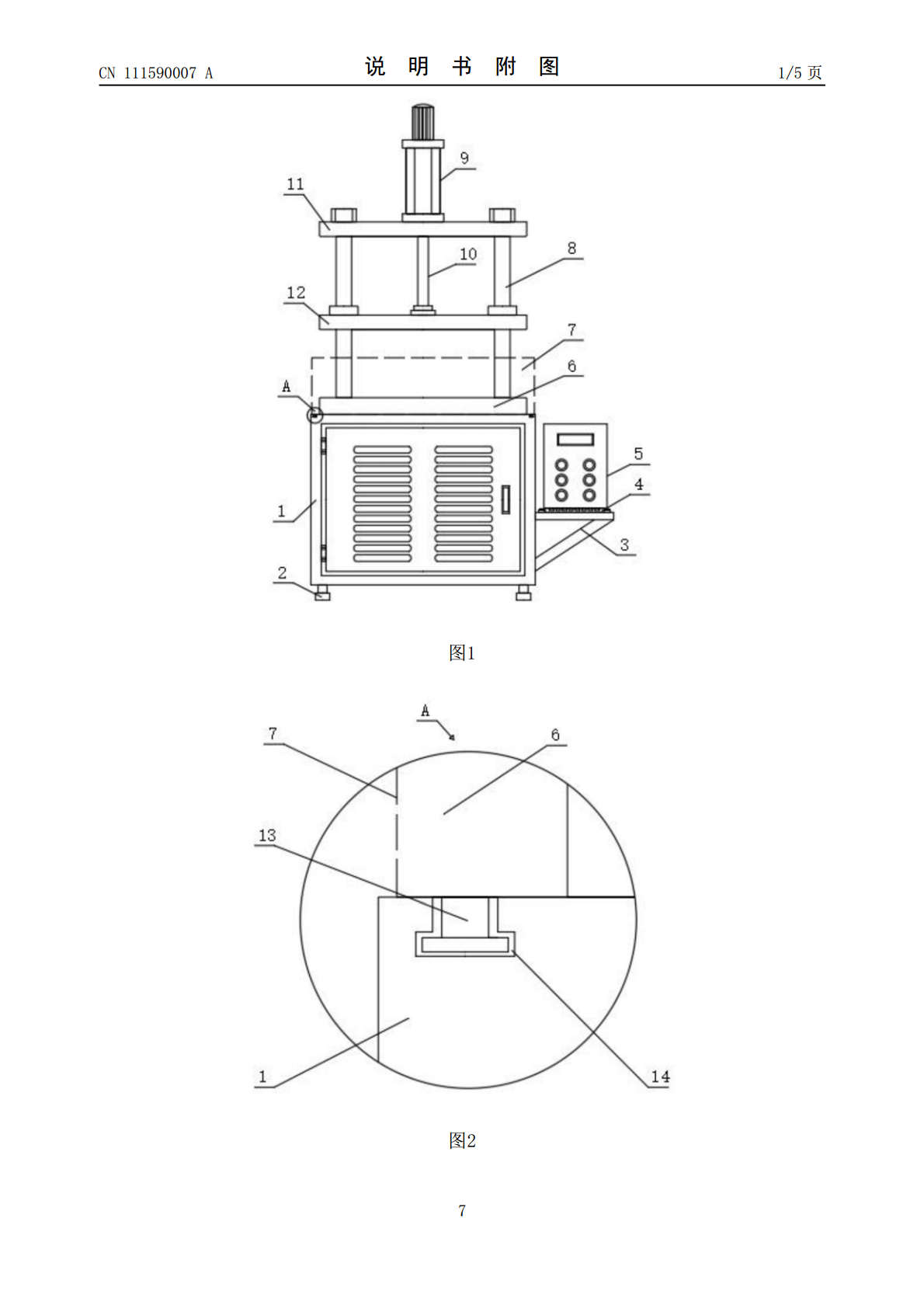
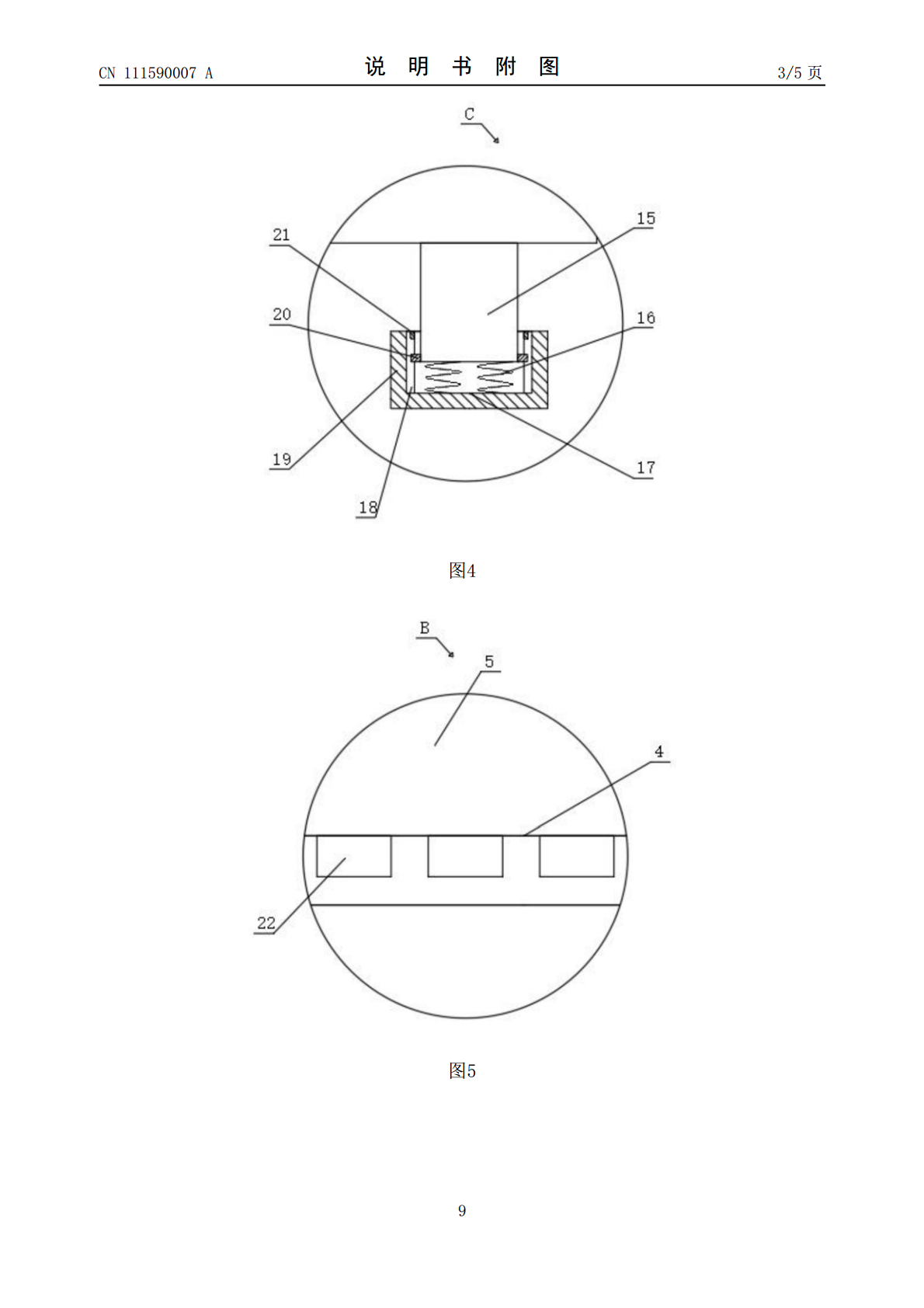
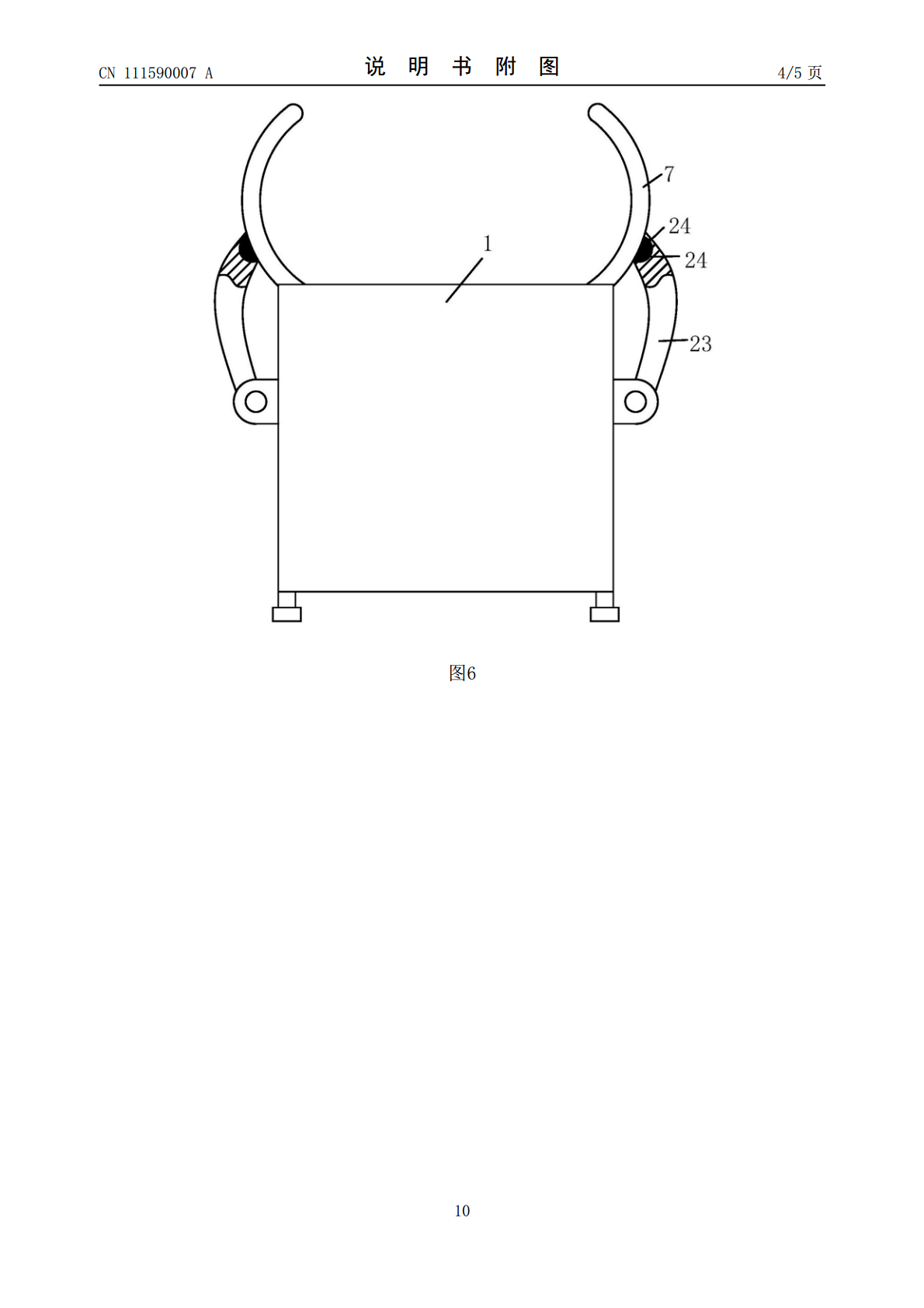
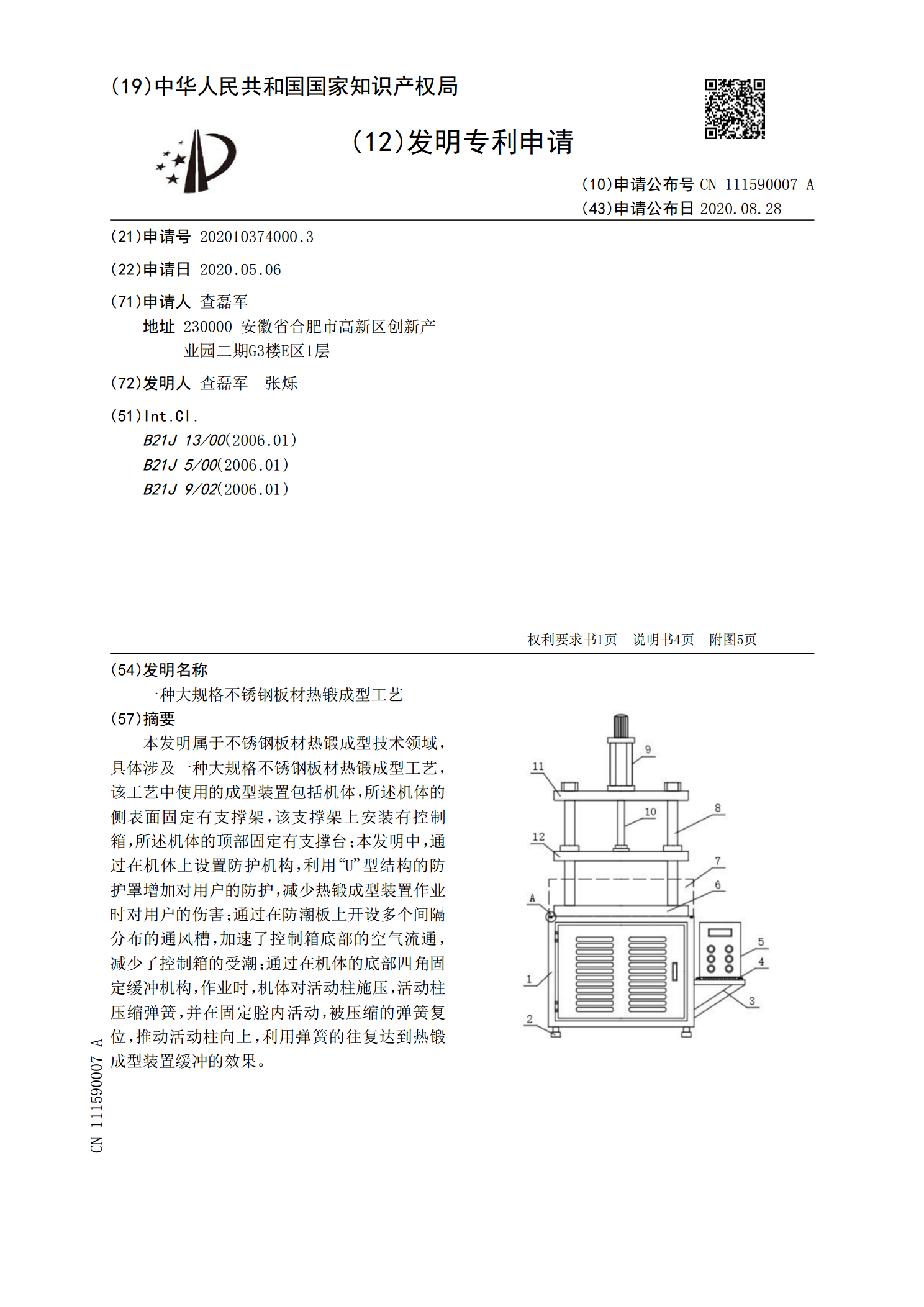
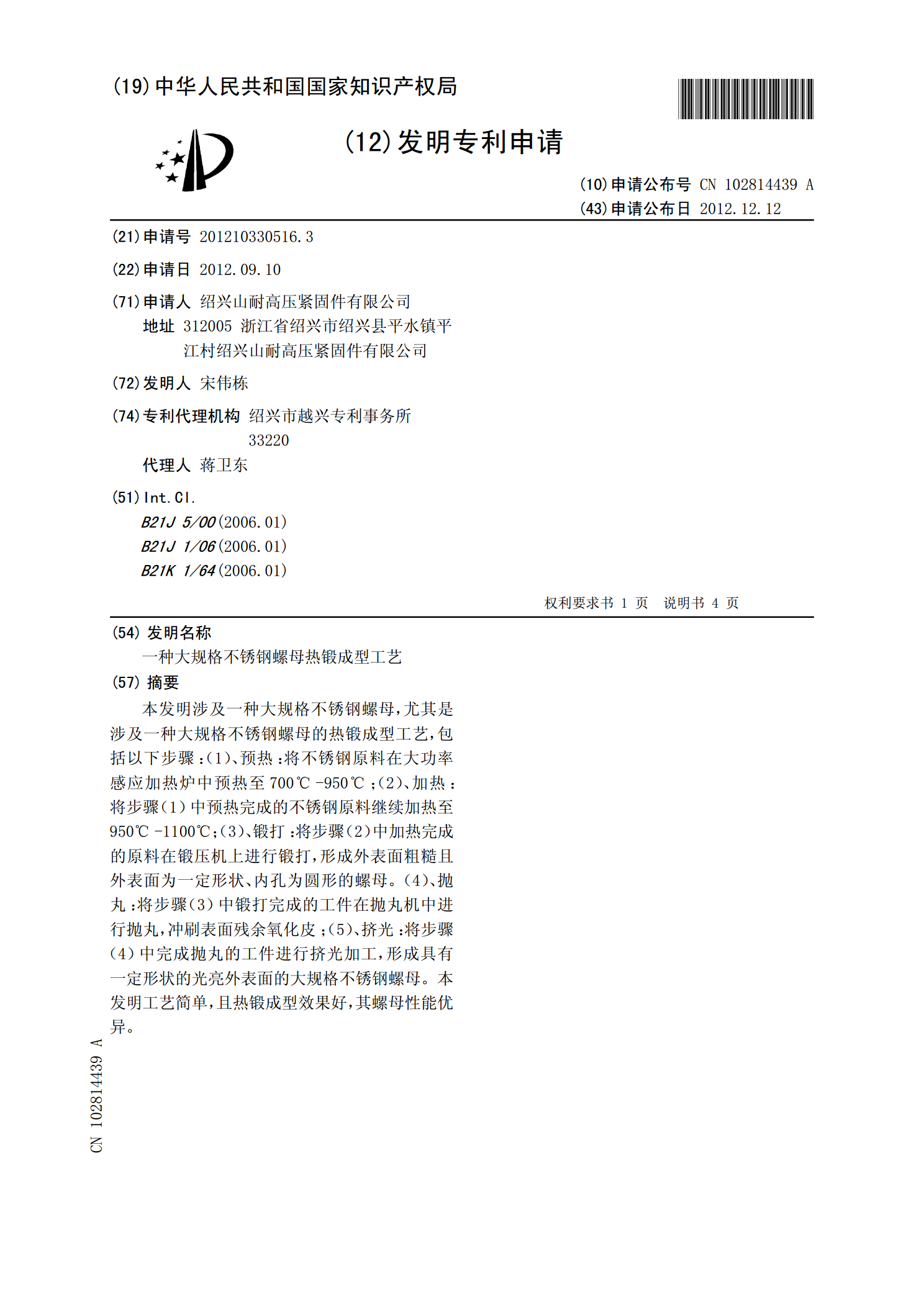
本发明属于不锈钢板材热锻成型技术领域,具体涉及一种大规格不锈钢板材热锻成型工艺,该工艺中使用的成型装置包括机体,所述机体的侧表面固定有支撑架,该支撑架上安装有控制箱,所述机体的顶部固定有支撑台;本发明中,通过在机体上设置防护机构,利用“U”型结构的防护罩增加对用户的防护,减少热锻成型装置作业时对用户的伤害;通过在防潮板上开设多个间隔分布的通风槽,加速了控制箱底部的空气流通,减少了控制箱的受潮;通过在机体的底部四角固定缓冲机构,作业时,机体对活动柱施压,活动柱压缩弹簧,并在固定腔内活动,被压缩的弹簧复位,推
一种大规格不锈钢螺母热锻成型工艺.pdf
本发明涉及一种大规格不锈钢螺母,尤其是涉及一种大规格不锈钢螺母的热锻成型工艺,包括以下步骤:(1)、预热:将不锈钢原料在大功率感应加热炉中预热至700℃-950℃;(2)、加热:将步骤(1)中预热完成的不锈钢原料继续加热至950℃-1100℃;(3)、锻打:将步骤(2)中加热完成的原料在锻压机上进行锻打,形成外表面粗糙且外表面为一定形状、内孔为圆形的螺母。(4)、抛丸:将步骤(3)中锻打完成的工件在抛丸机中进行抛丸,冲刷表面残余氧化皮;(5)、挤光:将步骤(4)中完成抛丸的工件进行挤光加工,形成具有一定形
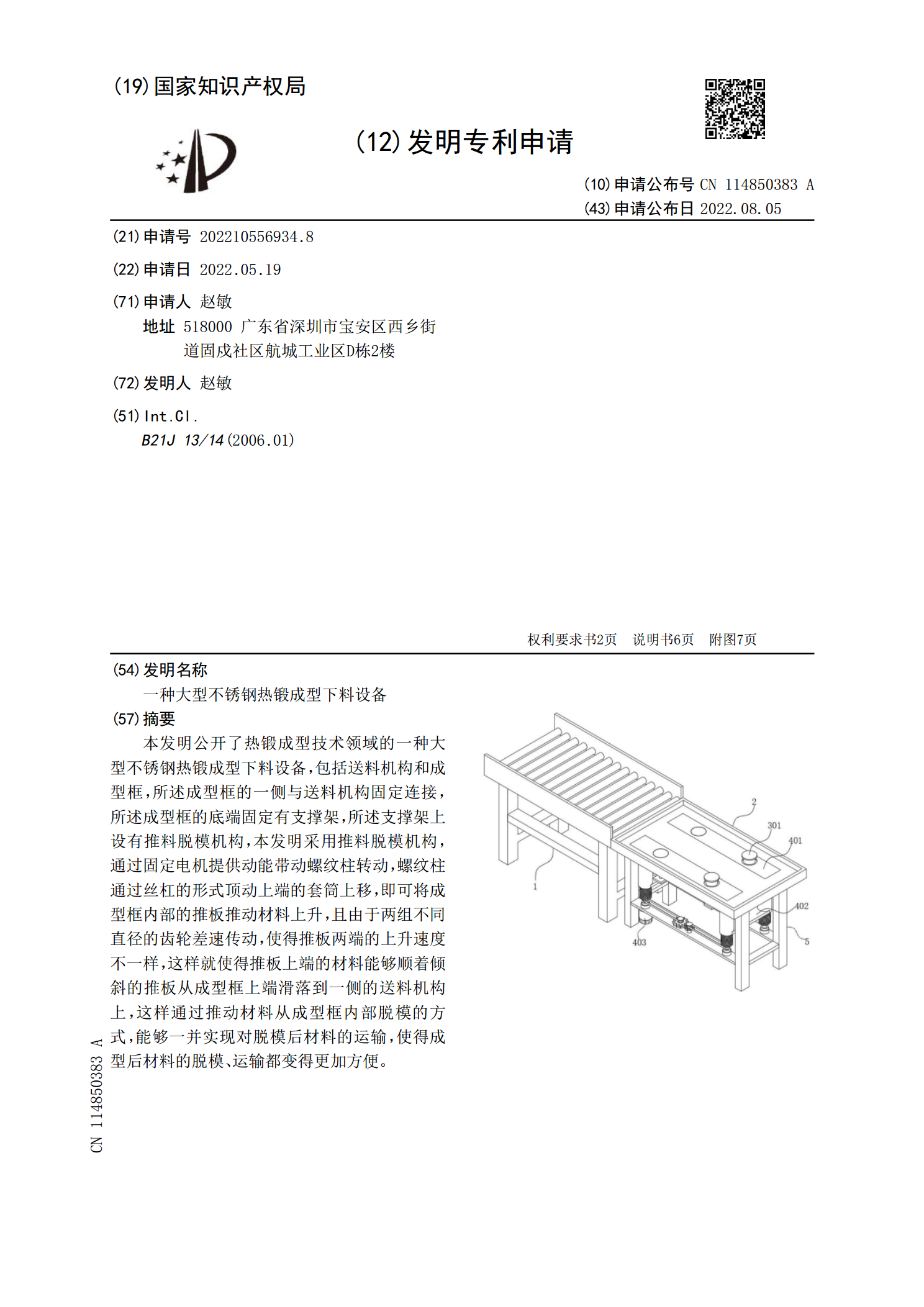
一种大型不锈钢热锻成型下料设备.pdf
本发明公开了热锻成型技术领域的一种大型不锈钢热锻成型下料设备,包括送料机构和成型框,所述成型框的一侧与送料机构固定连接,所述成型框的底端固定有支撑架,所述支撑架上设有推料脱模机构,本发明采用推料脱模机构,通过固定电机提供动能带动螺纹柱转动,螺纹柱通过丝杠的形式顶动上端的套筒上移,即可将成型框内部的推板推动材料上升,且由于两组不同直径的齿轮差速传动,使得推板两端的上升速度不一样,这样就使得推板上端的材料能够顺着倾斜的推板从成型框上端滑落到一侧的送料机构上,这样通过推动材料从成型框内部脱模的方式,能够一并实现
一种不锈钢板材热装工艺.pdf
本发明公开了一种不锈钢板材热装工艺,其特征在于,具体步骤如下:(1)胶水调制:通过将环氧树脂胶和固化剂按照一定的比例调制;(2)淋胶:在将混合后的胶水通过淋胶机均匀的涂抹在板件面板和盖板内;(3)放置蜂窝板:将蜂窝板放入到底部淋好胶水的面板内;(4)安装盖板:将与面板配合的盖板铺装在蜂窝板的上部表面;(5)热压:通过热压机对对板件进行压板。本发明增加辅助限位块,防止压板过程中板材变形。

板材热翻成型套圈毛坯工艺.docx
板材热翻成型套圈毛坯工艺题目:板材热翻成型套圈毛坯工艺摘要:热翻成型是一种常见的板材成型工艺,在汽车、航空航天和制造业等领域得到广泛应用。本论文主要介绍了板材热翻成型套圈毛坯工艺的基本原理和技术流程,并分析了其在工业应用中的优缺点。同时,通过案例分析和实验验证,对板材热翻成型套圈毛坯工艺进行了深入探讨,希望为相关领域的工程师和技术人员提供参考和借鉴。一、引言板材热翻成型是一种通过加热板材并通过力学作用将其弯曲成所需形状的成型工艺。在制造领域中,板材热翻成型常用于生产套圈毛坯。本论文将重点讨论板材热翻成型套