
一种细晶高纯镍靶材制造方法.pdf

桂香****盟主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细晶高纯镍靶材制造方法.pdf
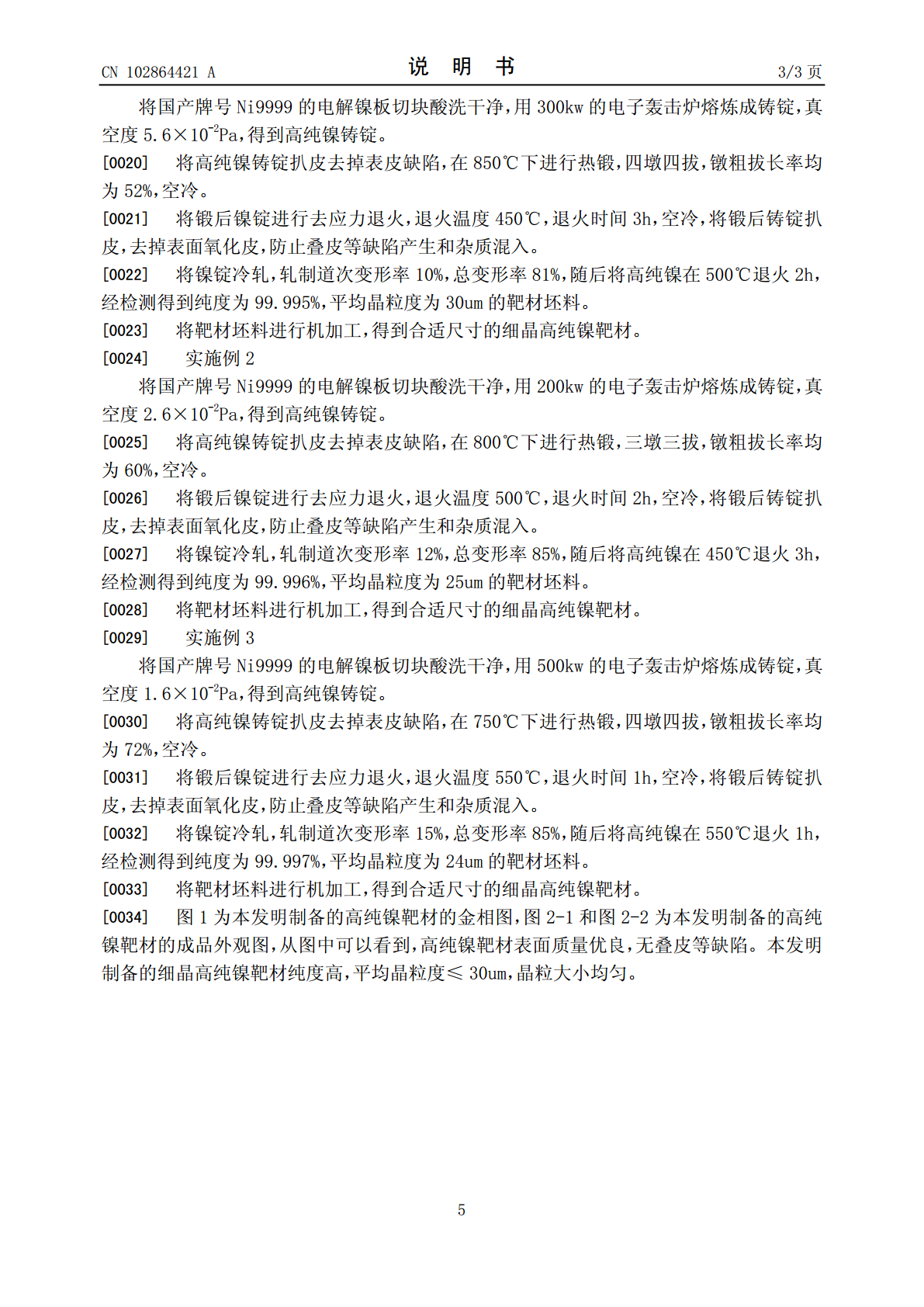
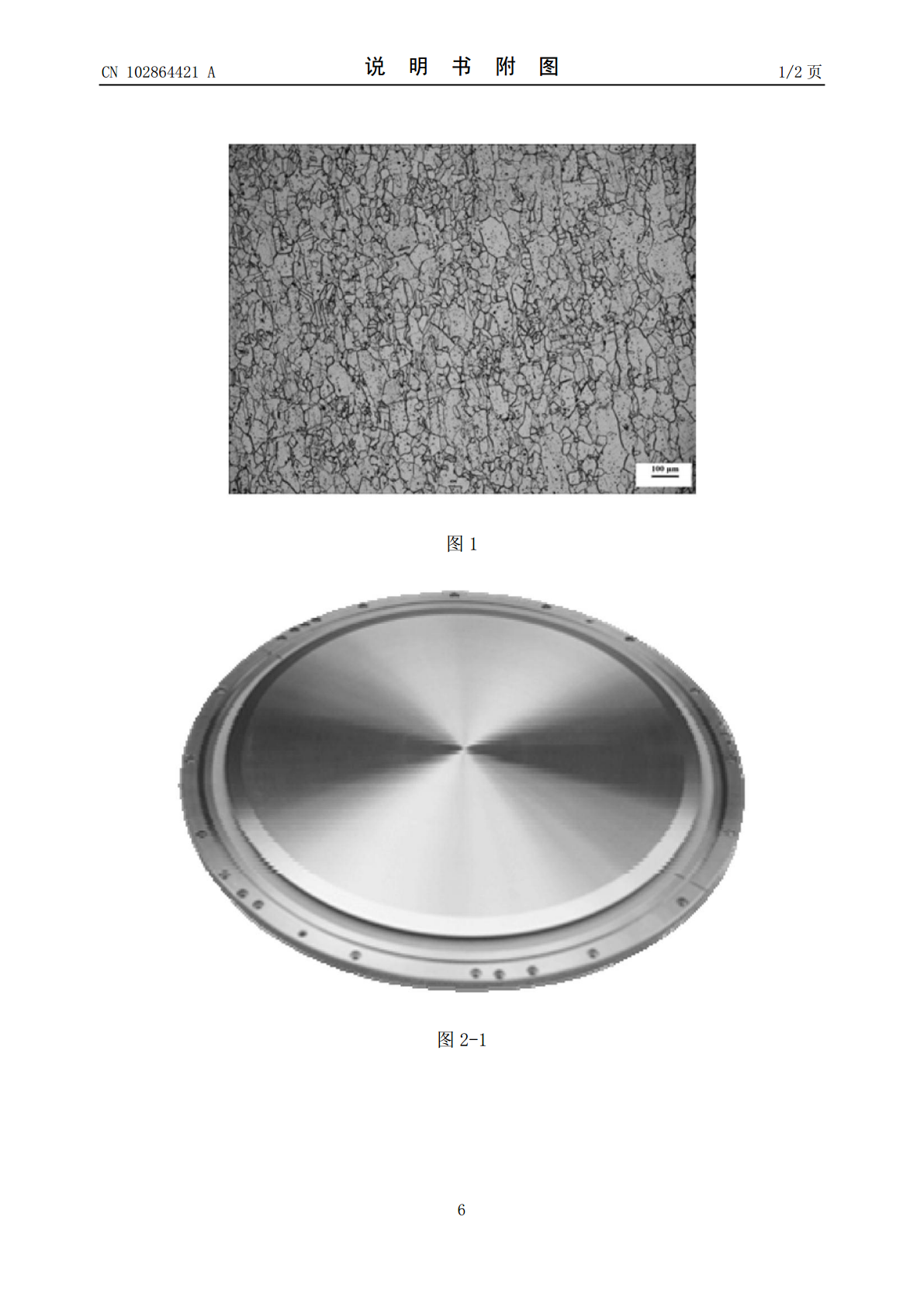
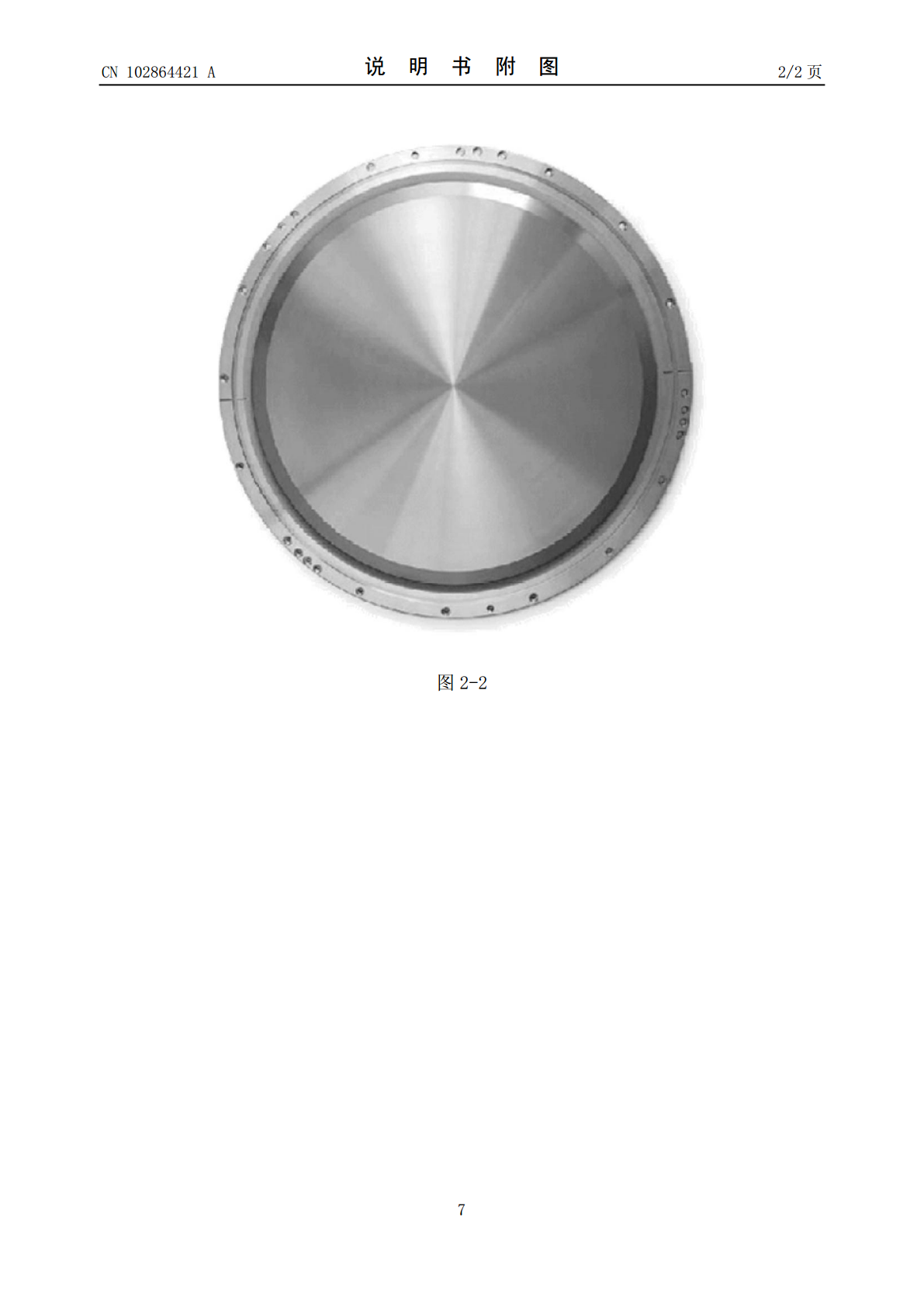
本发明涉及一种制备细小晶粒高纯镍溅射靶材的制造方法,本发明采用电子轰击炉熔炼,随后在合适工艺条件下进行热机械变形和冷塑性变形处理,再进行热处理,最后进行机加工,得到高性能的细晶高纯镍靶材,其纯度≥99.995%,平均晶粒度≤30um,晶粒大小均匀。?
一种超高纯、等轴细晶铝靶材的制备方法.pdf
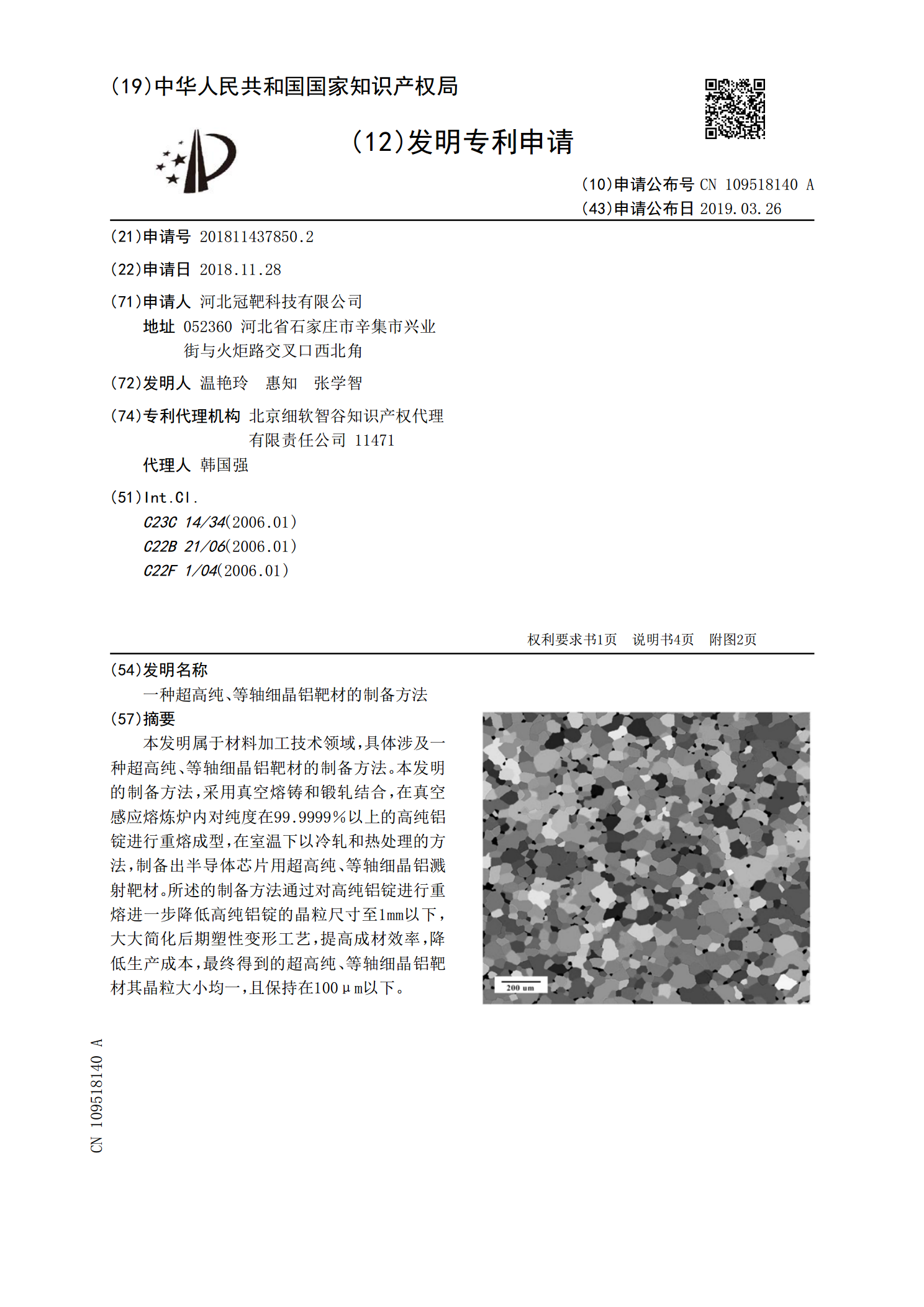
本发明属于材料加工技术领域,具体涉及一种超高纯、等轴细晶铝靶材的制备方法。本发明的制备方法,采用真空熔铸和锻轧结合,在真空感应熔炼炉内对纯度在99.9999%以上的高纯铝锭进行重熔成型,在室温下以冷轧和热处理的方法,制备出半导体芯片用超高纯、等轴细晶铝溅射靶材。所述的制备方法通过对高纯铝锭进行重熔进一步降低高纯铝锭的晶粒尺寸至1mm以下,大大简化后期塑性变形工艺,提高成材效率,降低生产成本,最终得到的超高纯、等轴细晶铝靶材其晶粒大小均一,且保持在100μm以下。

一种溅射用细晶高纯铝硅铜合金靶材坯料的制备方法.pdf
本发明为一种溅射用细晶高纯铝硅铜合金靶材坯料的制备方法。一种溅射用细晶高纯铝硅铜合金靶材坯料的制备方法,包括:S10配制中间合金:所述的中间合金为铝铜中间合金和铝硅中间合金;S20:将所述的中间合金与99.9995%纯度的高纯铝在真空熔炼炉中熔融,完全熔融后,得合金液;所述的合金液中硅含量为0.9‑1.1wt%,铜含量为0.45‑0.55wt%;S30:将所述的合金液采用高纯氩气进行在线精炼;S40:将经过在线精炼的合金液进行双极过滤;S50:将经过双级过滤的合金液进行φ120‑164mm棒材坯料铸造,得
镍靶坯及靶材的制造方法.pdf
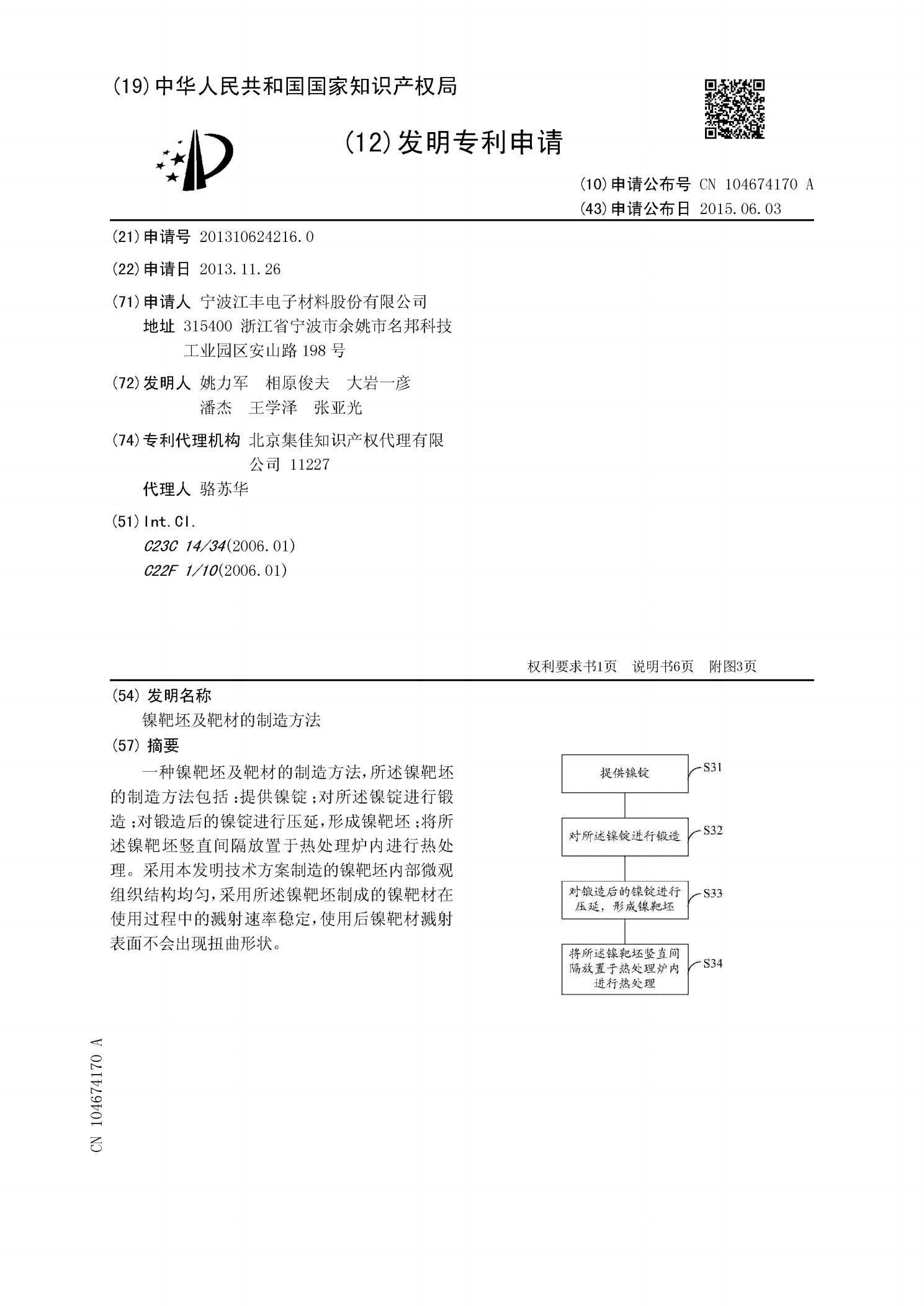
一种镍靶坯及靶材的制造方法,所述镍靶坯的制造方法包括:提供镍锭;对所述镍锭进行锻造;对锻造后的镍锭进行压延,形成镍靶坯;将所述镍靶坯竖直间隔放置于热处理炉内进行热处理。采用本发明技术方案制造的镍靶坯内部微观组织结构均匀,采用所述镍靶坯制成的镍靶材在使用过程中的溅射速率稳定,使用后镍靶材溅射表面不会出现扭曲形状。
一种高纯铜靶材的制备方法及靶材的用途.pdf
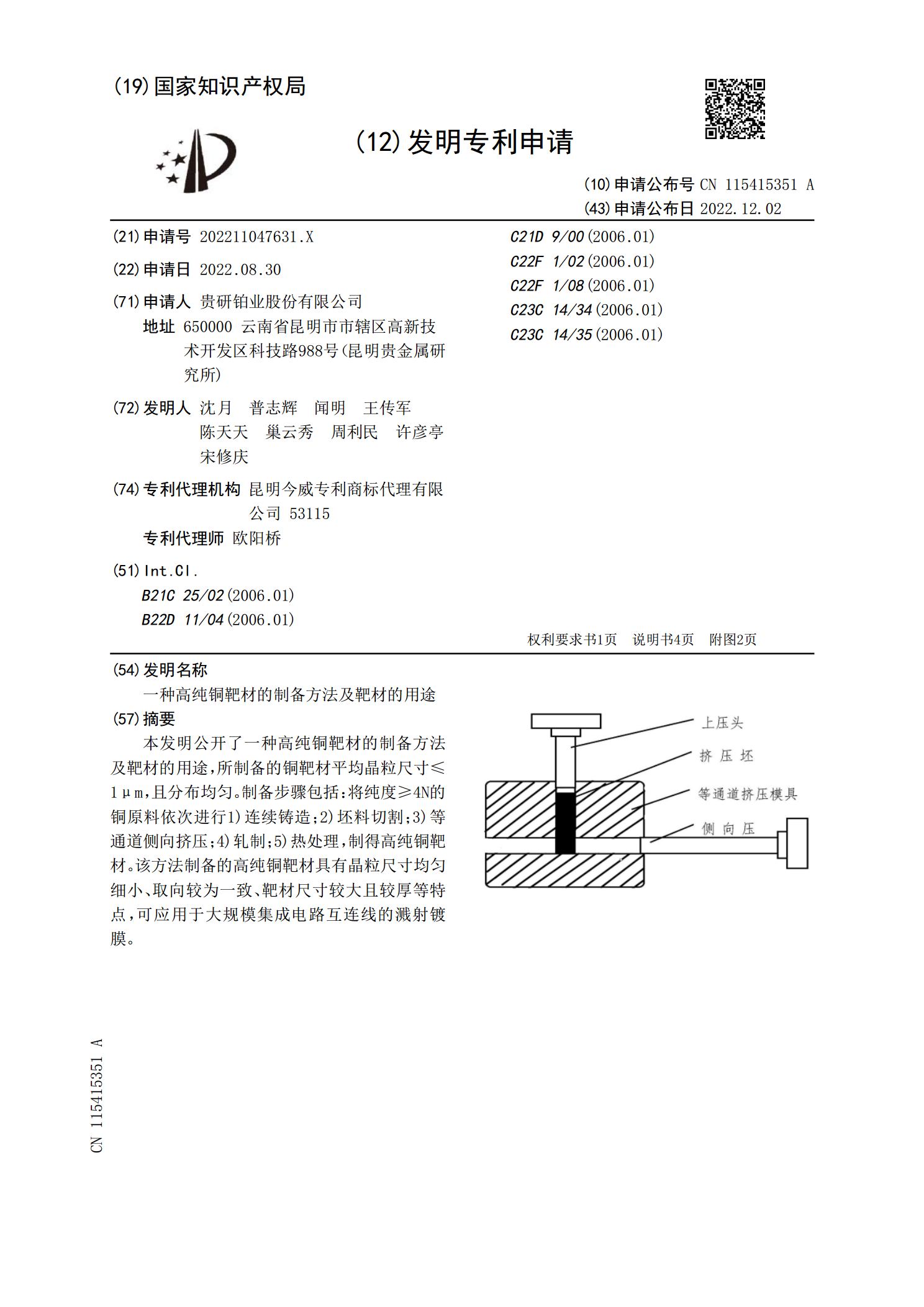
本发明公开了一种高纯铜靶材的制备方法及靶材的用途,所制备的铜靶材平均晶粒尺寸≤1μm,且分布均匀。制备步骤包括:将纯度≥4N的铜原料依次进行1)连续铸造;2)坯料切割;3)等通道侧向挤压;4)轧制;5)热处理,制得高纯铜靶材。该方法制备的高纯铜靶材具有晶粒尺寸均匀细小、取向较为一致、靶材尺寸较大且较厚等特点,可应用于大规模集成电路互连线的溅射镀膜。