
一种中厚板坯热装方法.pdf

一吃****海逸


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板坯热装方法.pdf
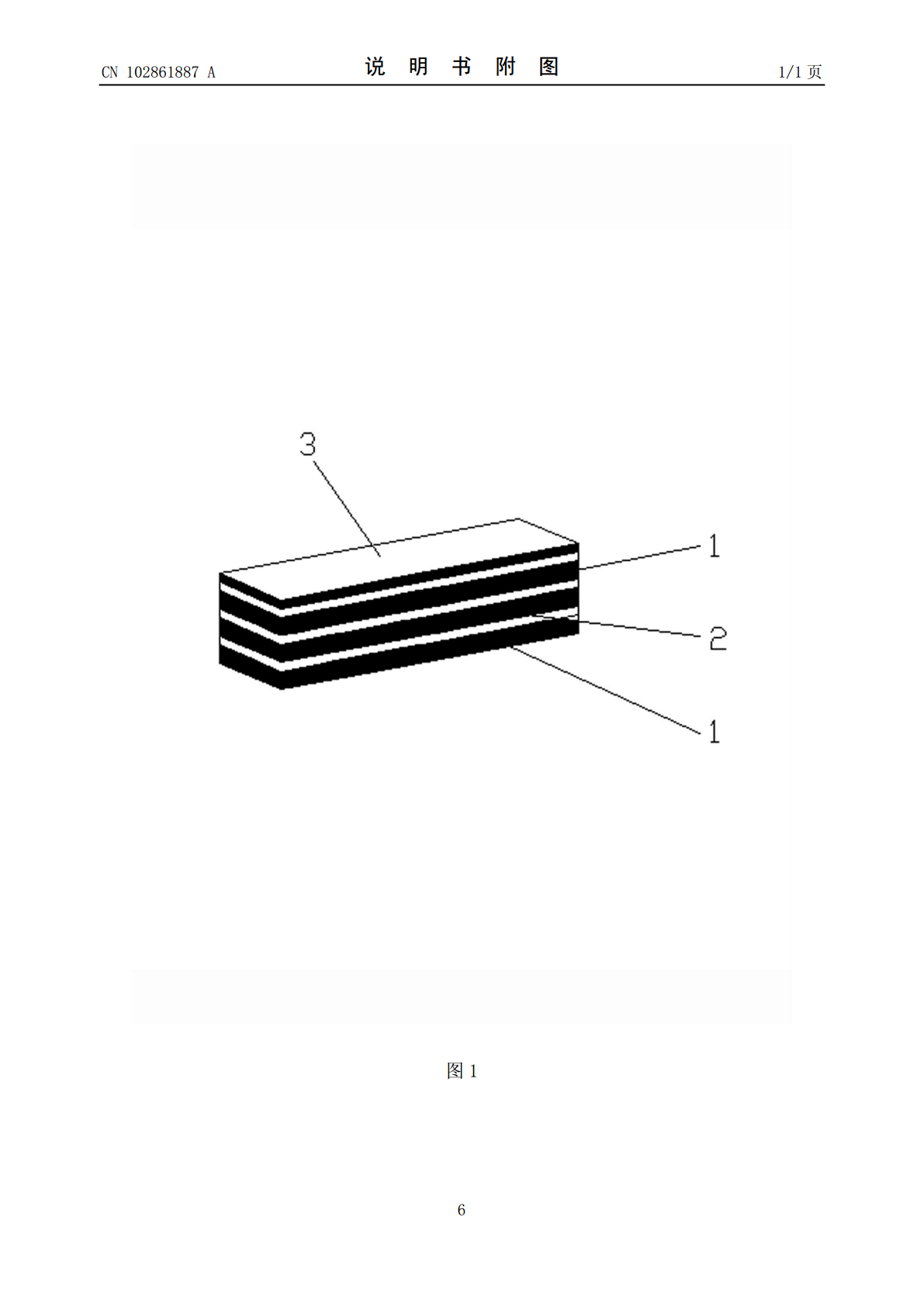
本发明涉及中厚板坯热装方法,将中厚板坯切割成定尺长度,输送到轧钢工序,高温铸坯用行车吊运到缓冷堆放位置,将常温中厚板坯方置于高温铸坯上面,采用一块或两块高温铸坯夹一块常温铸坯的方式堆垛,保证每个堆垛位置最上面一块为高温铸坯,冷热铸坯堆垛10~14h,待高温铸坯温度降到规定的热装温度最上限,或常温铸坯温度预热到规定的装炉温度下限时,铸坯开始装入加热炉。利用高温铸坯在缓冷过程释放热量预热常温中厚板坯,使得常温中厚板坯经预热后表面温度达到≥400~550℃,实现热装;能最大限度地利用高温铸坯的余热,节能效果良好
一种大方坯铸坯热送热装的工艺.pdf
本发明公开了一种大方坯铸坯热送热装的工艺,步骤一:在铸坯进入拉矫机前的辊道上需要加保温罩,出拉矫机至火切之间的辊道需要加保温罩进行保温;当铸坯装车前需要先确认厂房通风状况风状况,不得有对流风在热装区域出现;步骤二:然后进行初步质量监控,先结合过程设备运行监控及现场在线检验,对生产异常铸坯及时挑出,步骤三:快速收集铸坯,装车前铸坯表面温度在555‑625℃,采用一车一炉钢进行运输;步骤四:保温车运输,铸坯装车完毕后,即刻送至轧钢厂等待进加热炉,行车时间小于50min;到轧钢厂,及时卸车,装入加热炉,装入加热
一种适用于连铸坯热送热装的加热方法.pdf
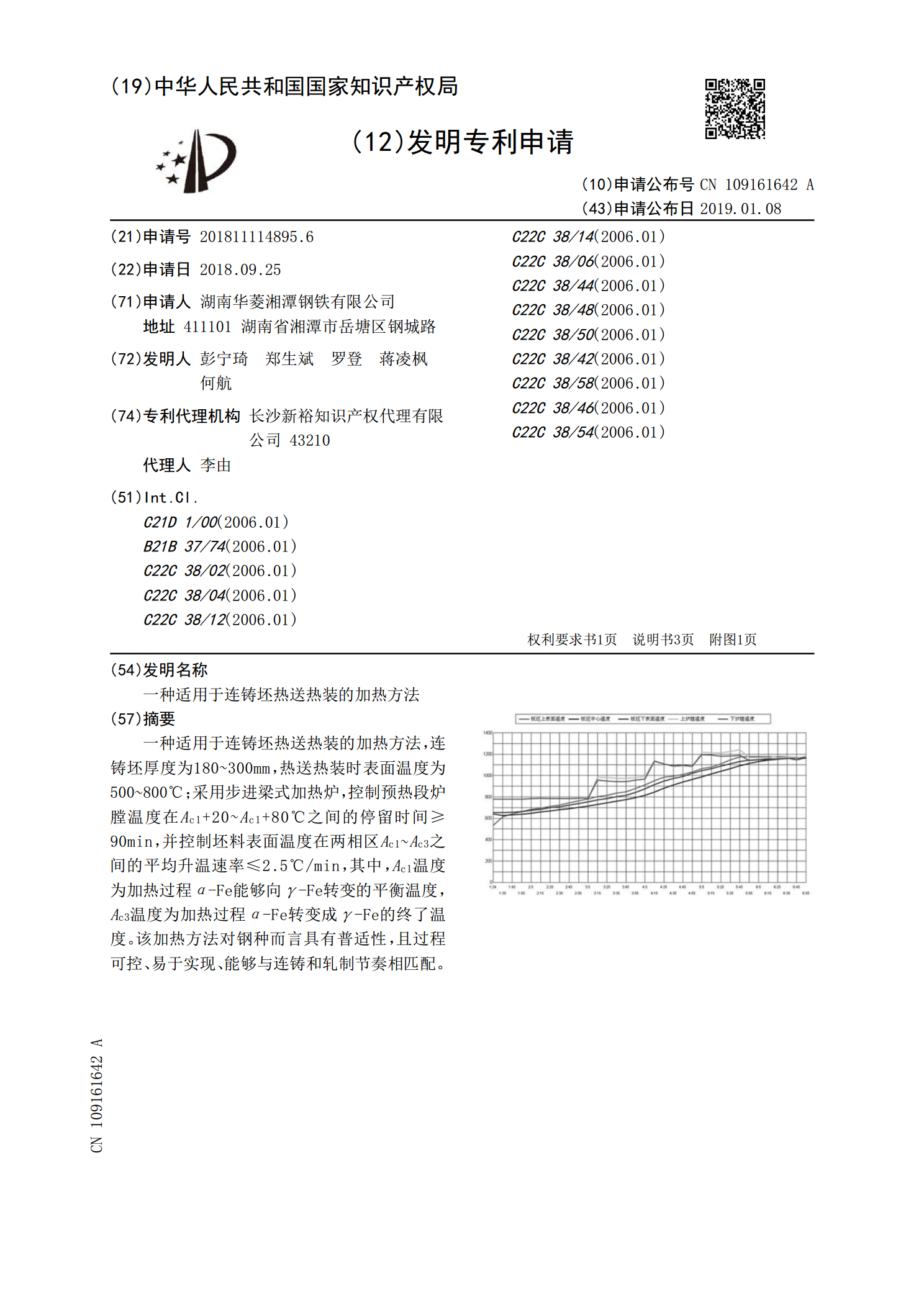
一种适用于连铸坯热送热装的加热方法,连铸坯厚度为180~300mm,热送热装时表面温度为500~800℃;采用步进梁式加热炉,控制预热段炉膛温度在
一种大断面铸坯热送热装的系统平台.pdf
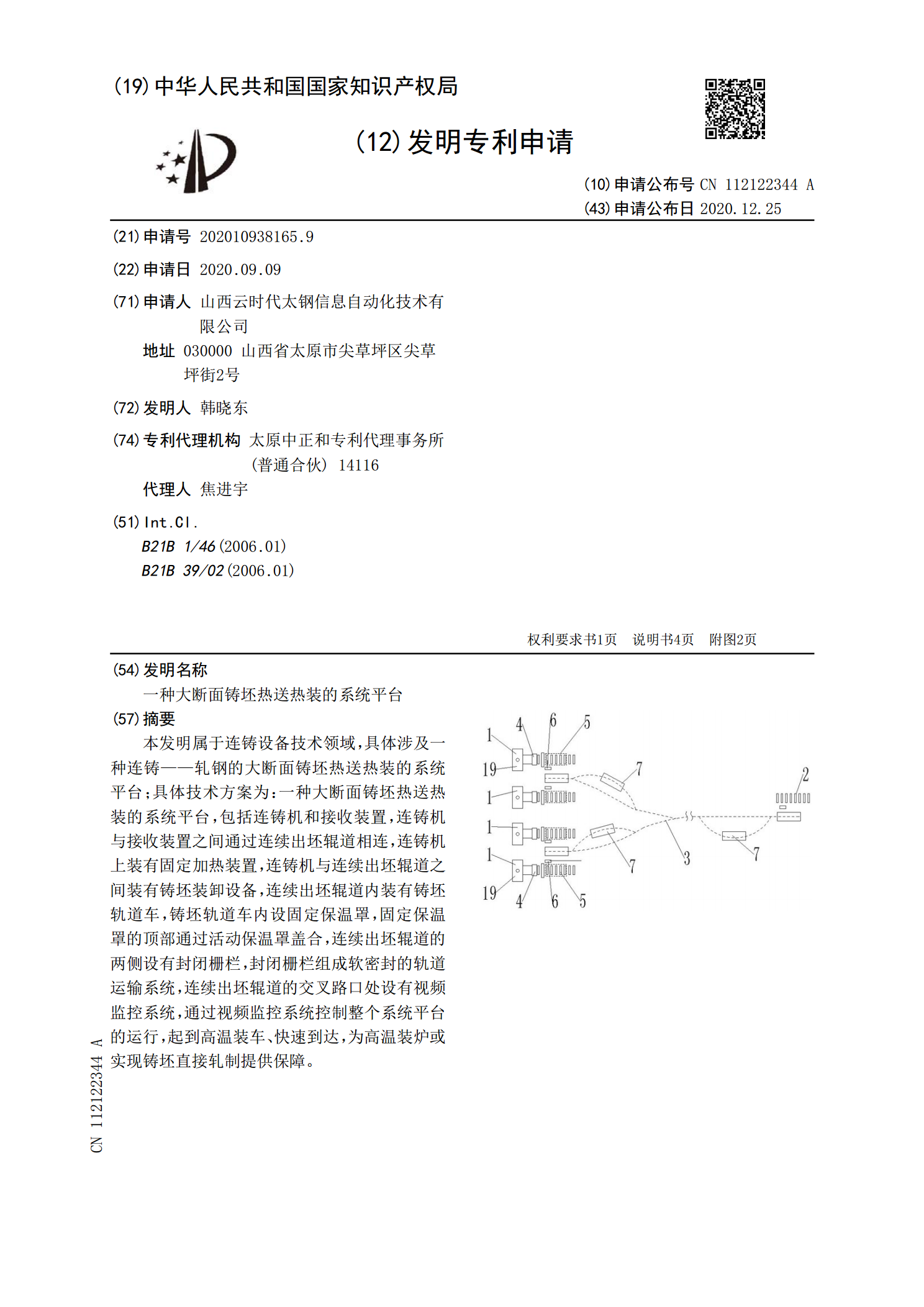
本发明属于连铸设备技术领域,具体涉及一种连铸——轧钢的大断面铸坯热送热装的系统平台;具体技术方案为:一种大断面铸坯热送热装的系统平台,包括连铸机和接收装置,连铸机与接收装置之间通过连续出坯辊道相连,连铸机上装有固定加热装置,连铸机与连续出坯辊道之间装有铸坯装卸设备,连续出坯辊道内装有铸坯轨道车,铸坯轨道车内设固定保温罩,固定保温罩的顶部通过活动保温罩盖合,连续出坯辊道的两侧设有封闭栅栏,封闭栅栏组成软密封的轨道运输系统,连续出坯辊道的交叉路口处设有视频监控系统,通过视频监控系统控制整个系统平台的运行,起到
一种基于方坯合金钢热装热送工艺.pdf
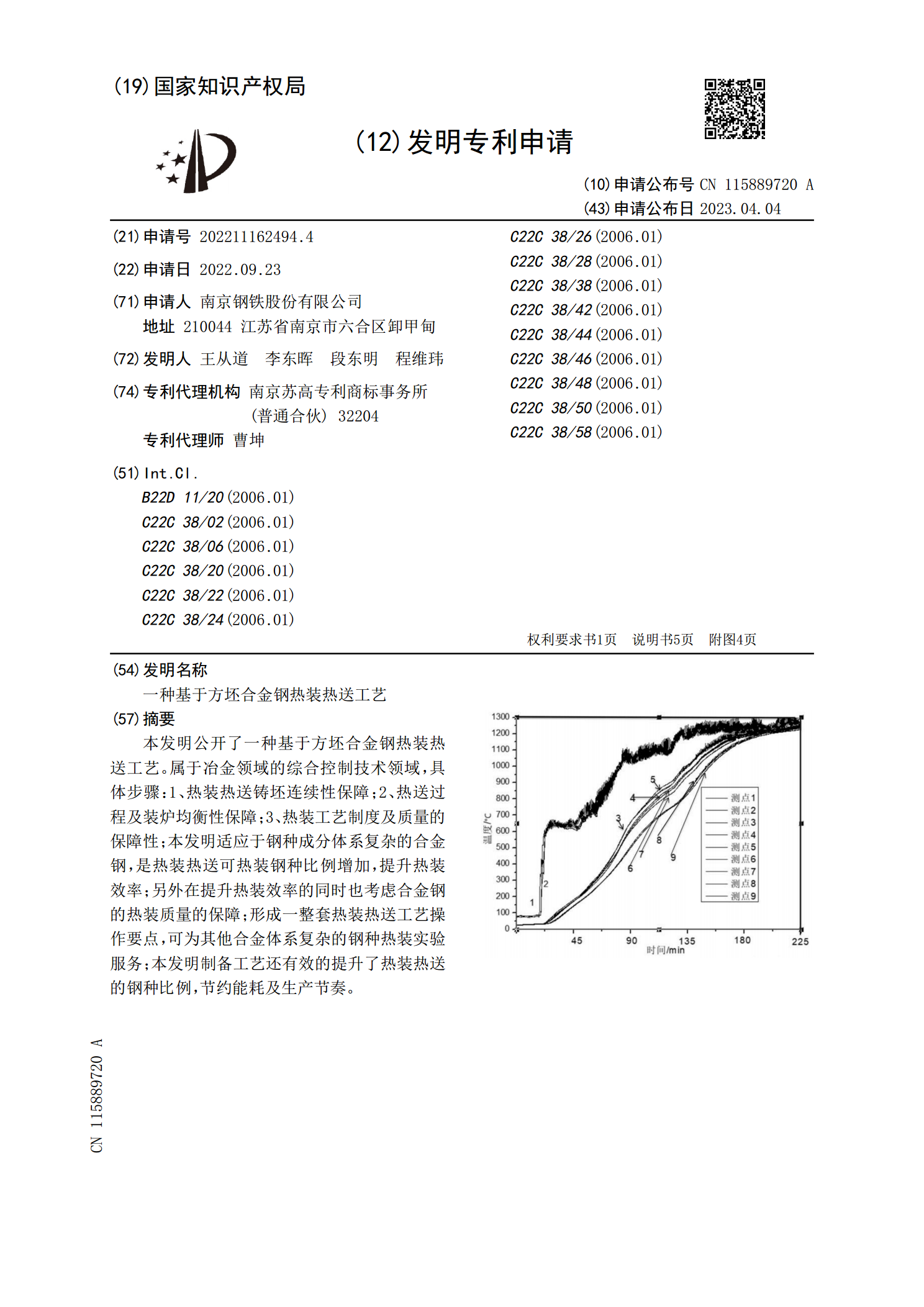
本发明公开了一种基于方坯合金钢热装热送工艺。属于冶金领域的综合控制技术领域,具体步骤:1、热装热送铸坯连续性保障;2、热送过程及装炉均衡性保障;3、热装工艺制度及质量的保障性;本发明适应于钢种成分体系复杂的合金钢,是热装热送可热装钢种比例增加,提升热装效率;另外在提升热装效率的同时也考虑合金钢的热装质量的保障;形成一整套热装热送工艺操作要点,可为其他合金体系复杂的钢种热装实验服务;本发明制备工艺还有效的提升了热装热送的钢种比例,节约能耗及生产节奏。