
一种大断面铸坯热送热装的系统平台.pdf

邻家****mk

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大断面铸坯热送热装的系统平台.pdf
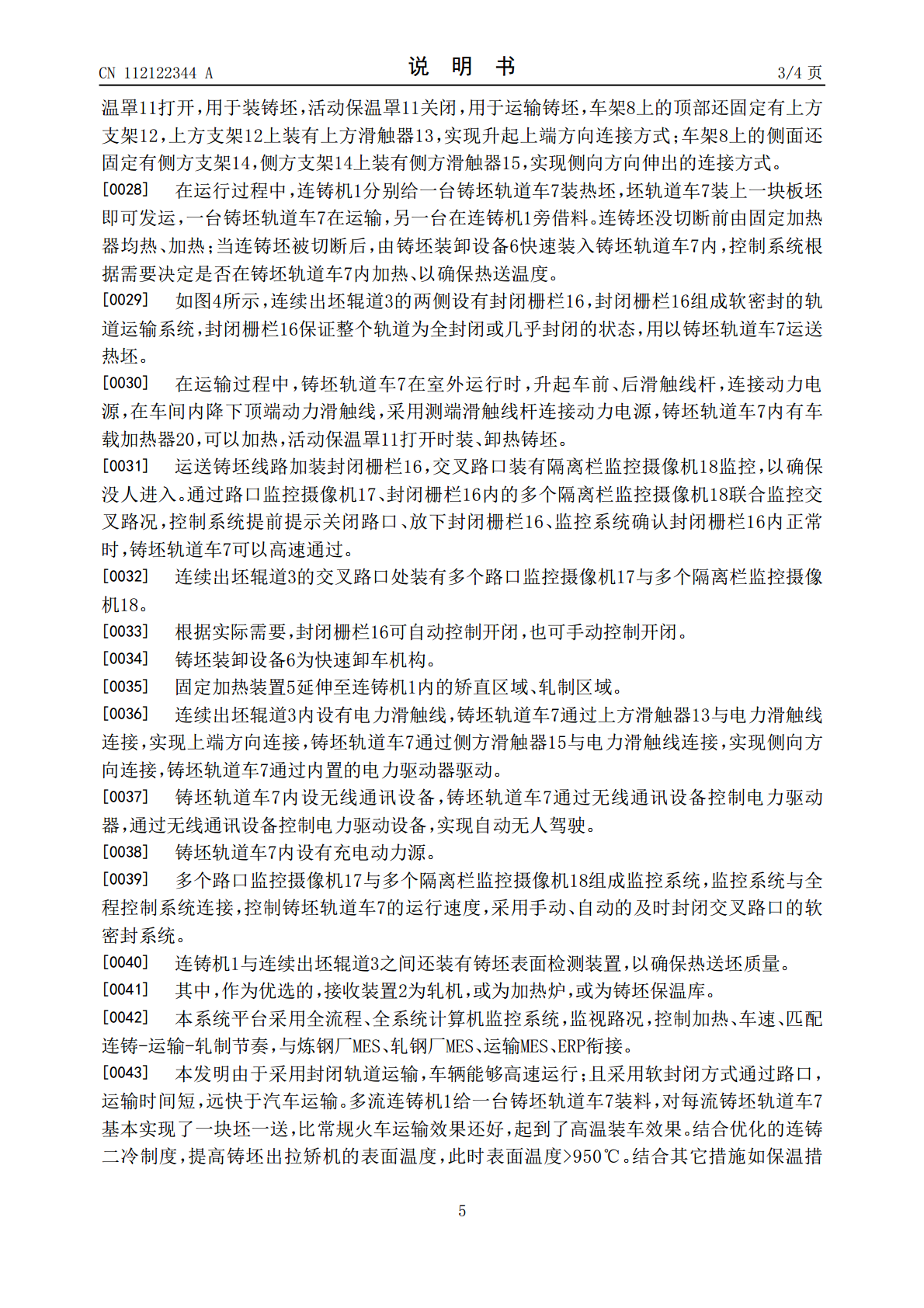
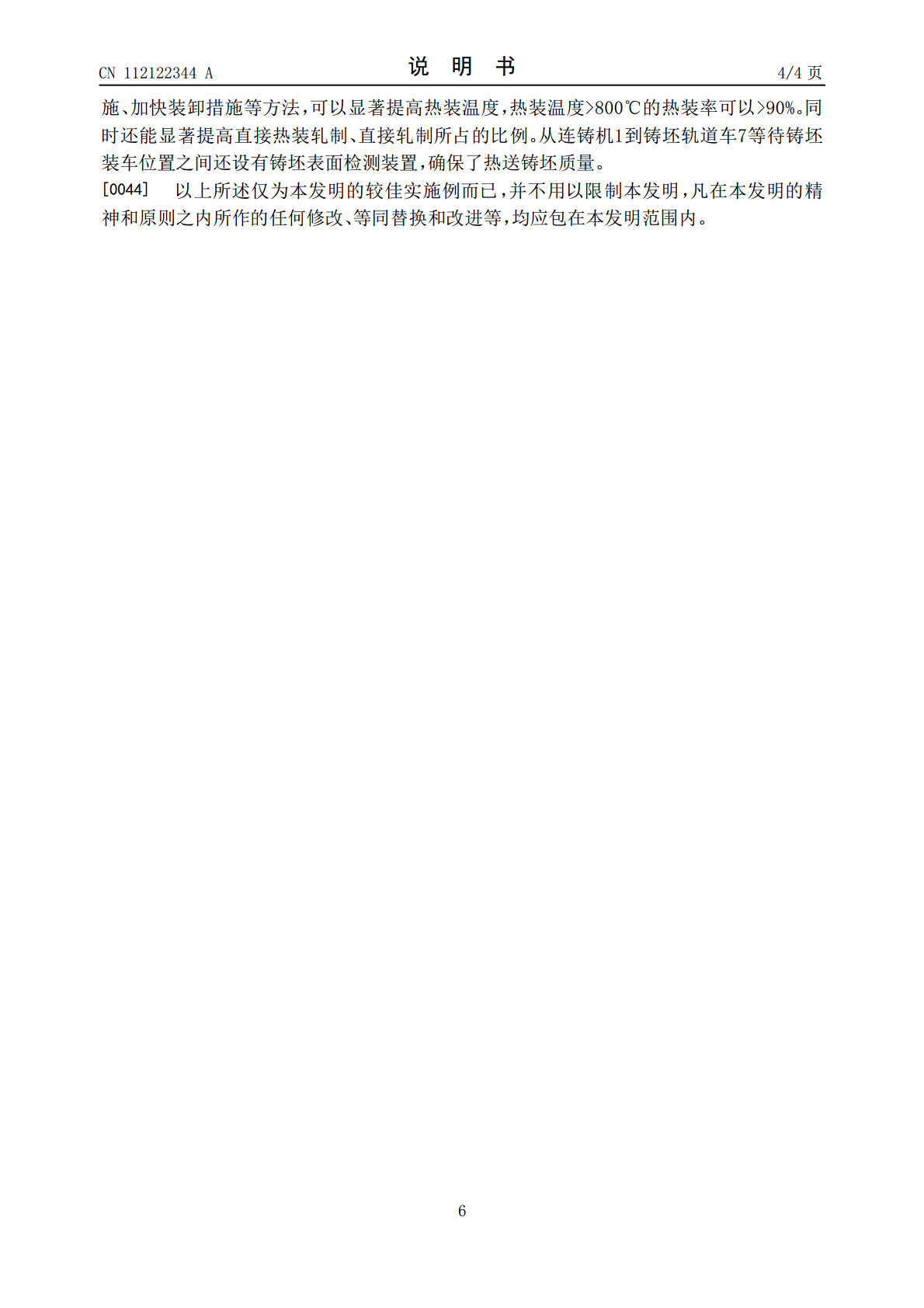
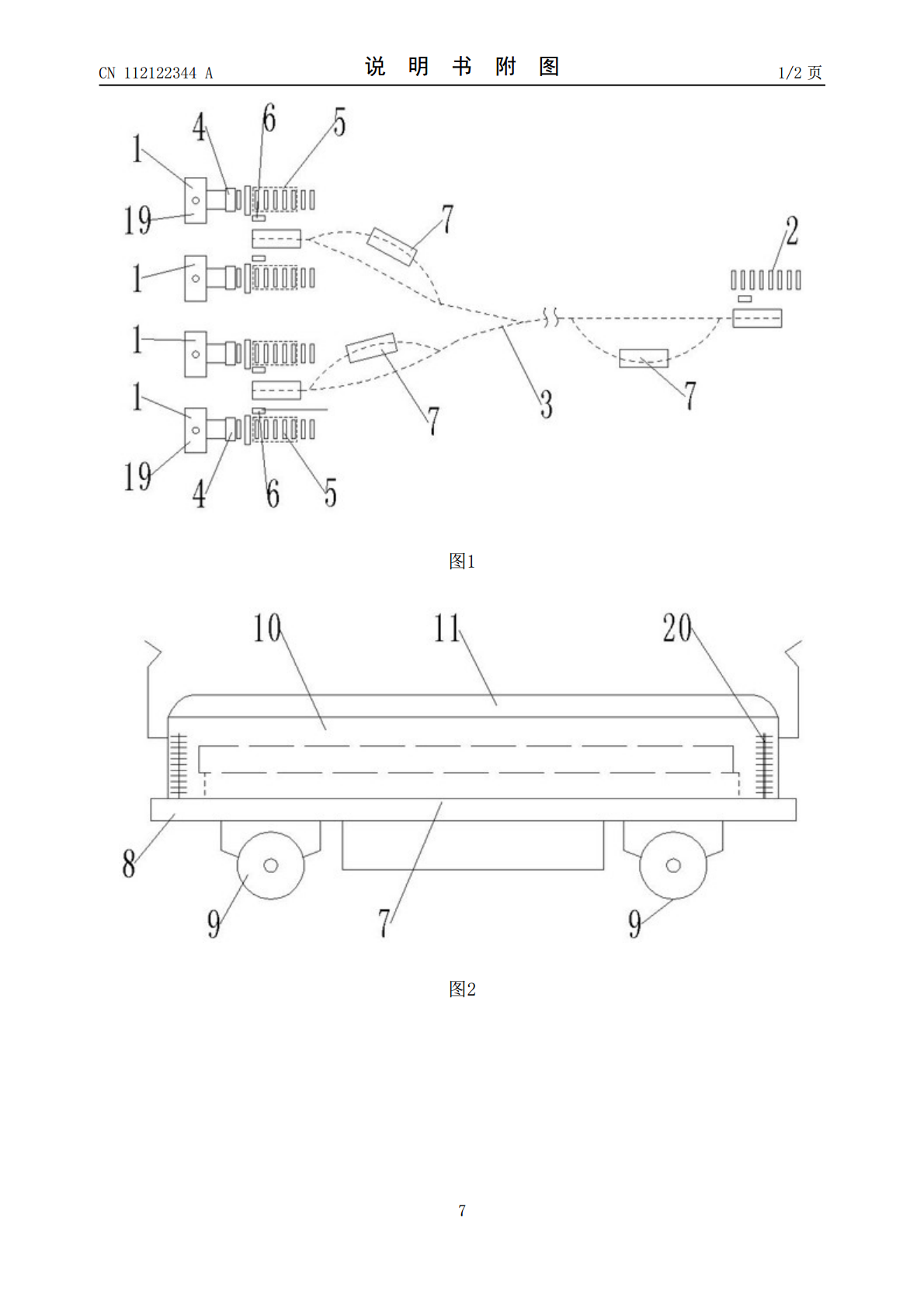
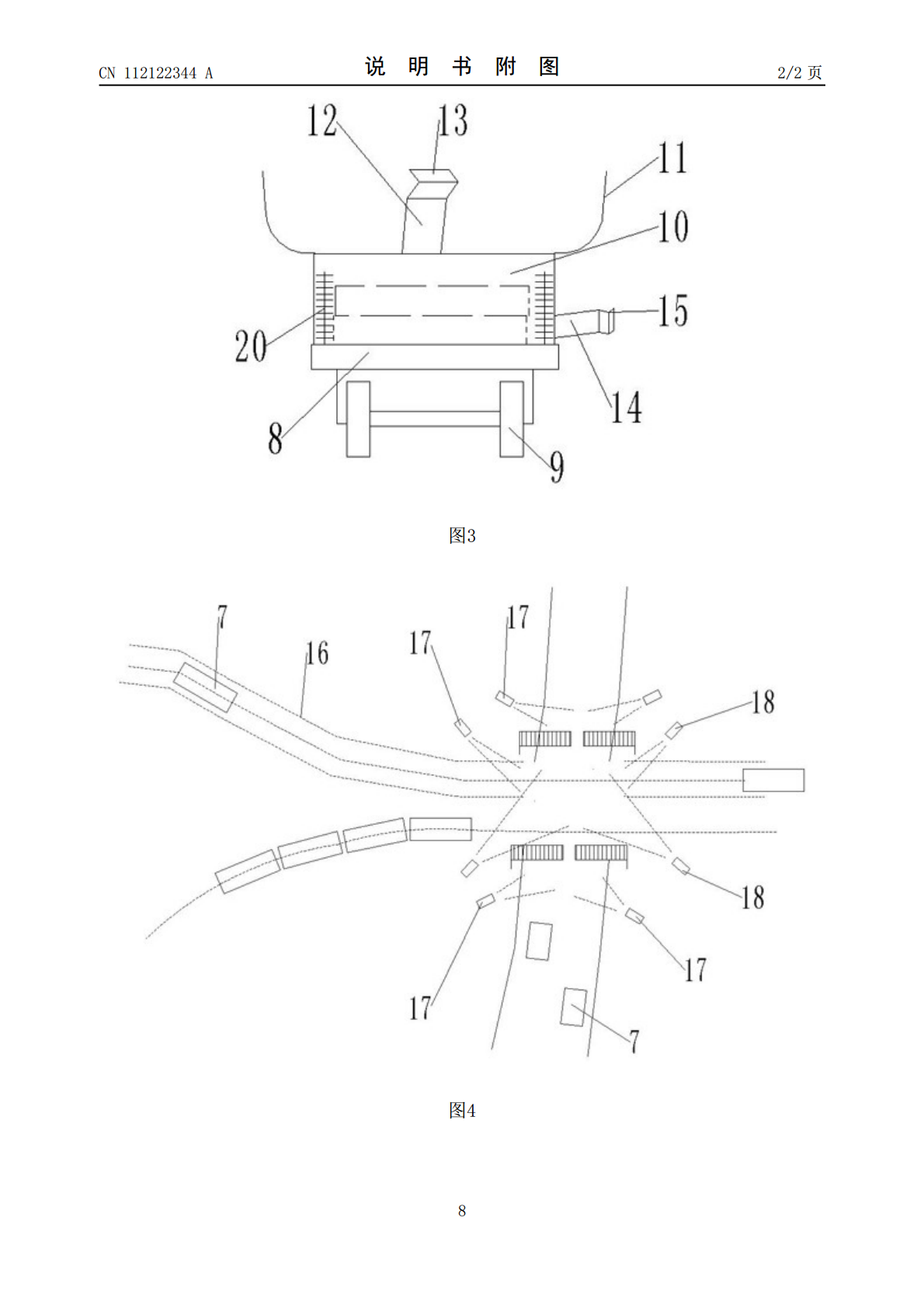
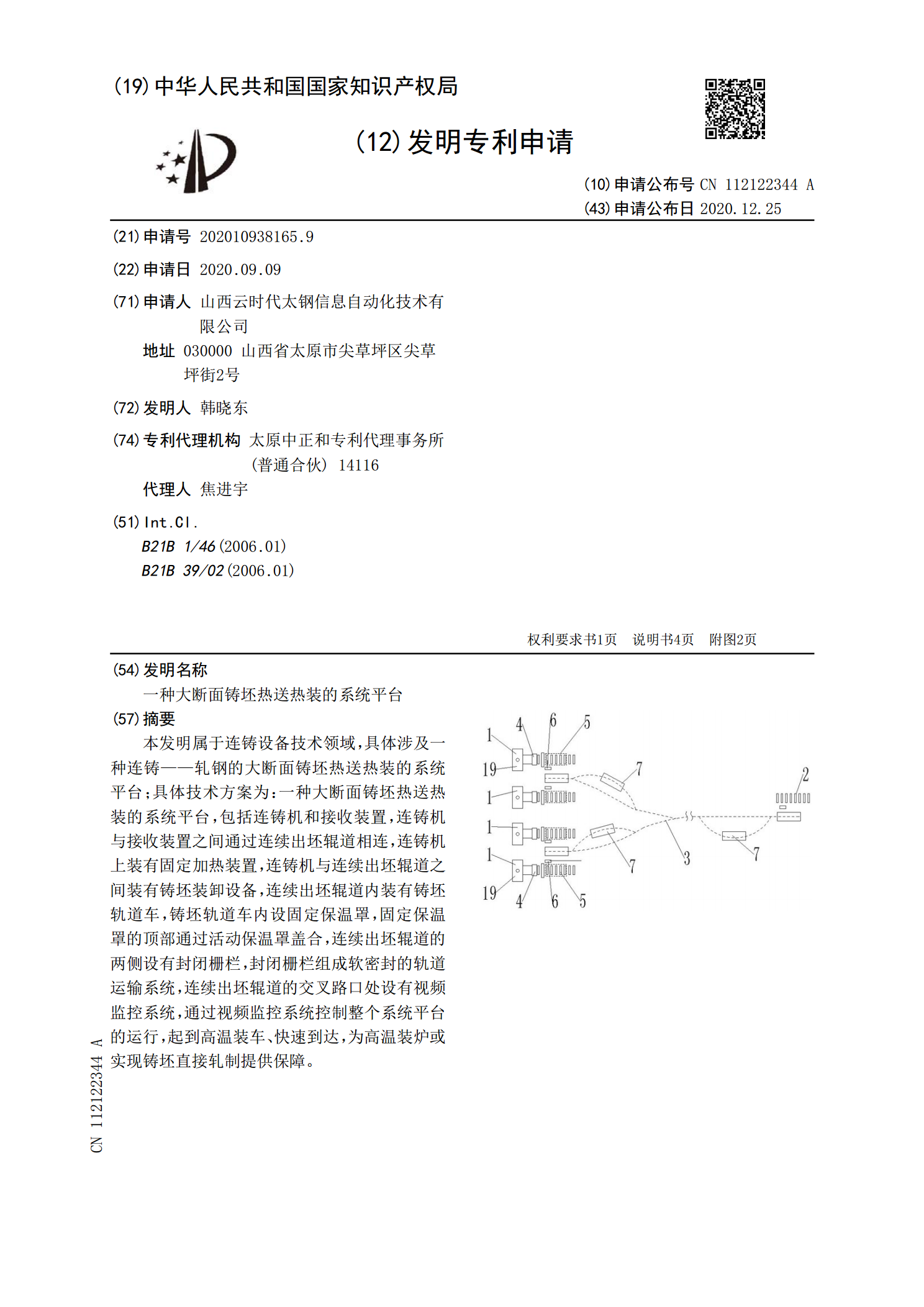
本发明属于连铸设备技术领域,具体涉及一种连铸——轧钢的大断面铸坯热送热装的系统平台;具体技术方案为:一种大断面铸坯热送热装的系统平台,包括连铸机和接收装置,连铸机与接收装置之间通过连续出坯辊道相连,连铸机上装有固定加热装置,连铸机与连续出坯辊道之间装有铸坯装卸设备,连续出坯辊道内装有铸坯轨道车,铸坯轨道车内设固定保温罩,固定保温罩的顶部通过活动保温罩盖合,连续出坯辊道的两侧设有封闭栅栏,封闭栅栏组成软密封的轨道运输系统,连续出坯辊道的交叉路口处设有视频监控系统,通过视频监控系统控制整个系统平台的运行,起到
一种大方坯铸坯热送热装的工艺.pdf
本发明公开了一种大方坯铸坯热送热装的工艺,步骤一:在铸坯进入拉矫机前的辊道上需要加保温罩,出拉矫机至火切之间的辊道需要加保温罩进行保温;当铸坯装车前需要先确认厂房通风状况风状况,不得有对流风在热装区域出现;步骤二:然后进行初步质量监控,先结合过程设备运行监控及现场在线检验,对生产异常铸坯及时挑出,步骤三:快速收集铸坯,装车前铸坯表面温度在555‑625℃,采用一车一炉钢进行运输;步骤四:保温车运输,铸坯装车完毕后,即刻送至轧钢厂等待进加热炉,行车时间小于50min;到轧钢厂,及时卸车,装入加热炉,装入加热

永钢连铸坯热送热装生产实践.docx
永钢连铸坯热送热装生产实践-1--5-永钢连铸坯热送热装生产实践介绍了2022年以来永钢热送热装工作开展情况和做好热装生产的经验节能降耗效果十分显著并对制约热装生产的不利因素和未来热装效益增长潜能进行了初步分析。连铸坯热送热装是钢铁行业重点推广的节能技术之一具备节约能源提高加热炉生产能力减少连铸坯烧损和钢坯内外温差提高产品成材率加快物流流动和减少钢坯多次倒运等优点。轧钢加热炉是钢铁生产中的重要设备也是主要的耗能设备之一在轧钢工序耗中约占65%~70%。因此实施连铸坯热送热装技术降低轧钢加热炉的能
提高连铸坯热装比的方法及系统.pdf
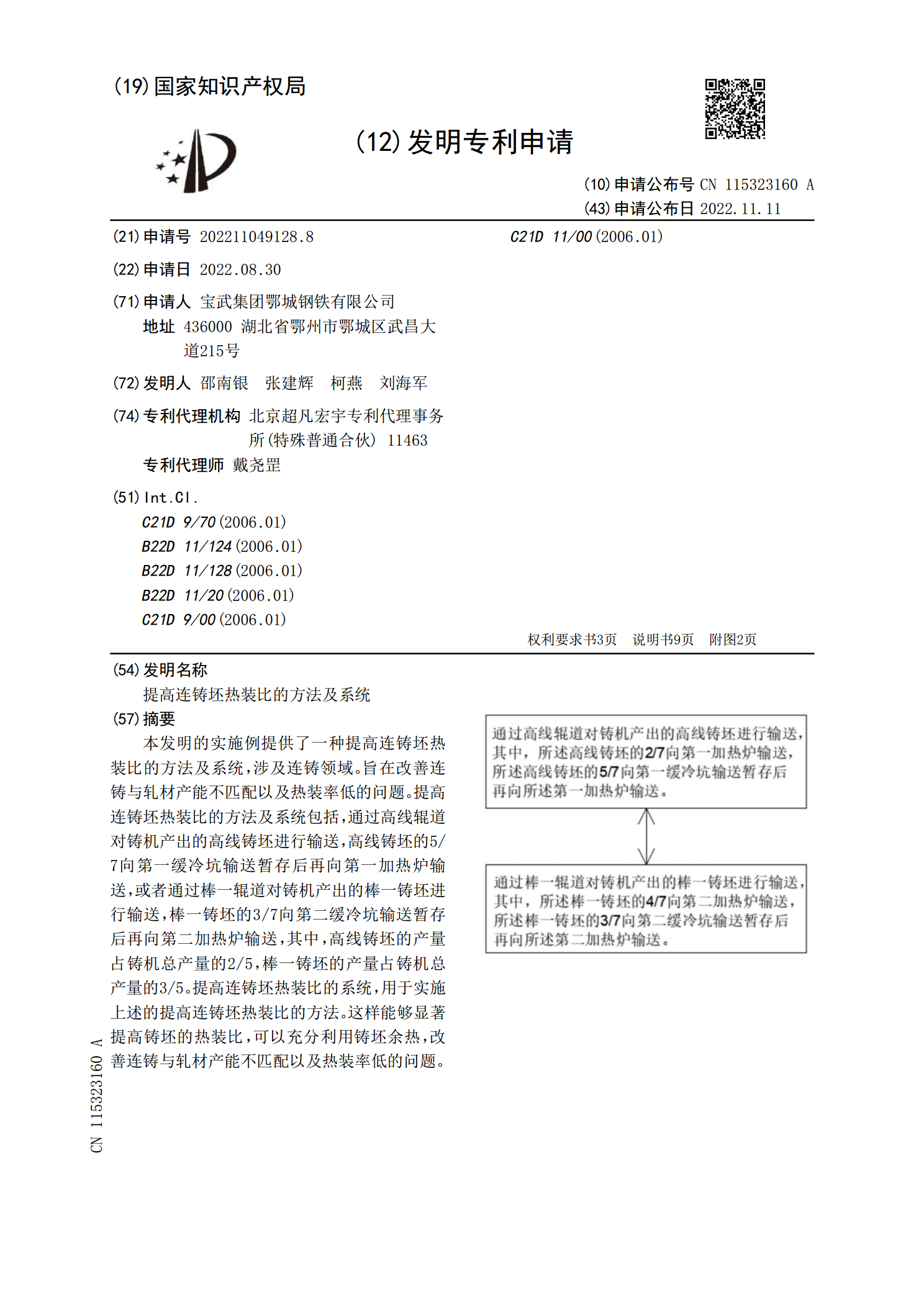
本发明的实施例提供了一种提高连铸坯热装比的方法及系统,涉及连铸领域。旨在改善连铸与轧材产能不匹配以及热装率低的问题。提高连铸坯热装比的方法及系统包括,通过高线辊道对铸机产出的高线铸坯进行输送,高线铸坯的5/7向第一缓冷坑输送暂存后再向第一加热炉输送,或者通过棒一辊道对铸机产出的棒一铸坯进行输送,棒一铸坯的3/7向第二缓冷坑输送暂存后再向第二加热炉输送,其中,高线铸坯的产量占铸机总产量的2/5,棒一铸坯的产量占铸机总产量的3/5。提高连铸坯热装比的系统,用于实施上述的提高连铸坯热装比的方法。这样能够显著提高
一种适用于连铸坯热送热装的加热方法.pdf
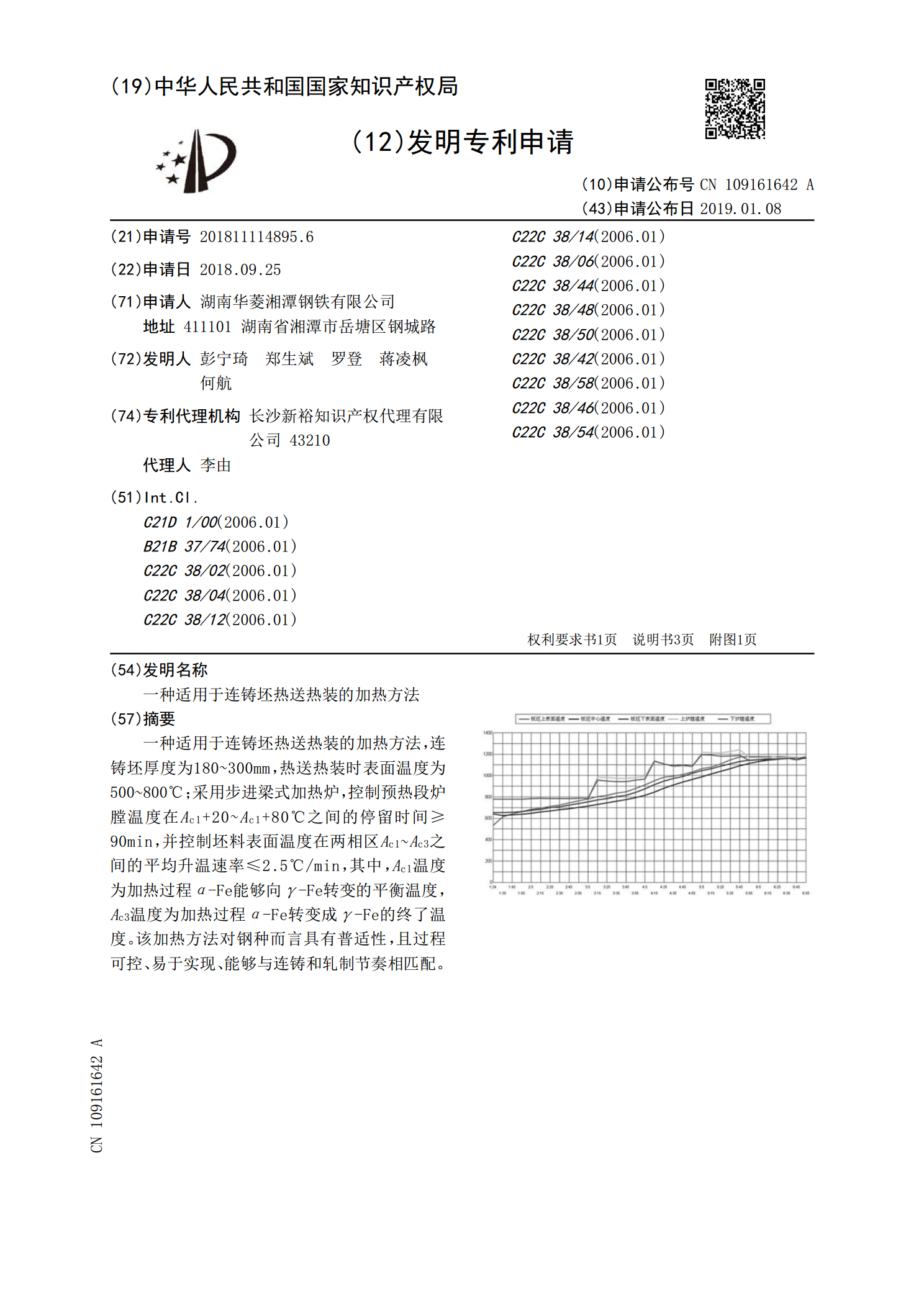
一种适用于连铸坯热送热装的加热方法,连铸坯厚度为180~300mm,热送热装时表面温度为500~800℃;采用步进梁式加热炉,控制预热段炉膛温度在