
钼及钼合金坩埚壳体的旋压加工方法.pdf

mm****酱吖


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钼及钼合金坩埚壳体的旋压加工方法.pdf
本发明涉及钼及合金坩埚壳体的旋压加工方法,属于回转体零件的加工方法。包括下列步骤:(1)钼及钼合金板料;(2)旋压前芯模预加热;(3)钼及钼合金旋压预成形直筒加热进行普旋预成形成直筒,或钼及钼合金冲压预成形直筒形件;(4)终成形采用普旋、强旋结合的方法旋压成形;(5)预成形筒形件进行清洗,真空退火,保温,旋压终成形件进行清洗,真空炉内退火,保温;(6)旋压件机械加工。本发明摸索出针对钼及钼合金坩埚壳体零件的热旋压加工工艺方法,可降低钼及钼合金坩埚壳体零件制造过程中的材料浪费问题,产生的经济效益和社会效益巨
一种钼坩埚及其旋压工艺.pdf
本发明提供了一种钼坩埚的旋压工艺,包括如下步骤:S1、选料,选用金属元素杂质含量低于250ppm的钼板;S2、将步骤S1的钼板进行加热;S3、对钼板进行底部旋压成型,得到第一半成品;S4、对第一半成品进行圆边整形,得到第二半成品;S5、对第二半成品进行侧壁旋压,得到第三半成品;S6、对第三半成品进行在线调质处理,降温至室温,即得钼坩埚;本发明所提供的旋压工艺所生产出来的钼坩埚,具备材料损失少、致密性高、组织均匀、无烧结空洞缺陷的特点,适用于作为蓝宝石单晶生长炉、石英玻璃熔炼炉、稀土冶炼炉等工业炉内的核心容
一种单锥钼合金壳体零件旋压成形装置及成形方法.pdf
本发明提供一种单锥钼合金壳体零件旋压成形装置及成形方法,属于单锥钼合金壳体加工领域。旋压成形装置包括同步夹具机构、旋轮座机构和旋转式高温加热枪,先将水基石墨润滑剂涂抹于芯模和钼合金壳体毛坯表面,使用同步夹具机构装夹固定,旋轮加压于毛坯,使之产生局部的塑性变形,并使用高温加热枪对整个旋压过程进行加热,直至获得壳体成品。有益效果是:具有步骤简便,成本低,能提高材料利用率,成品尺寸形状精度高,机械性能好等优点,可取代冲压、机械加工等现行加工钼合金壳体零件的方法,带来可观的经济效益和社会效益。
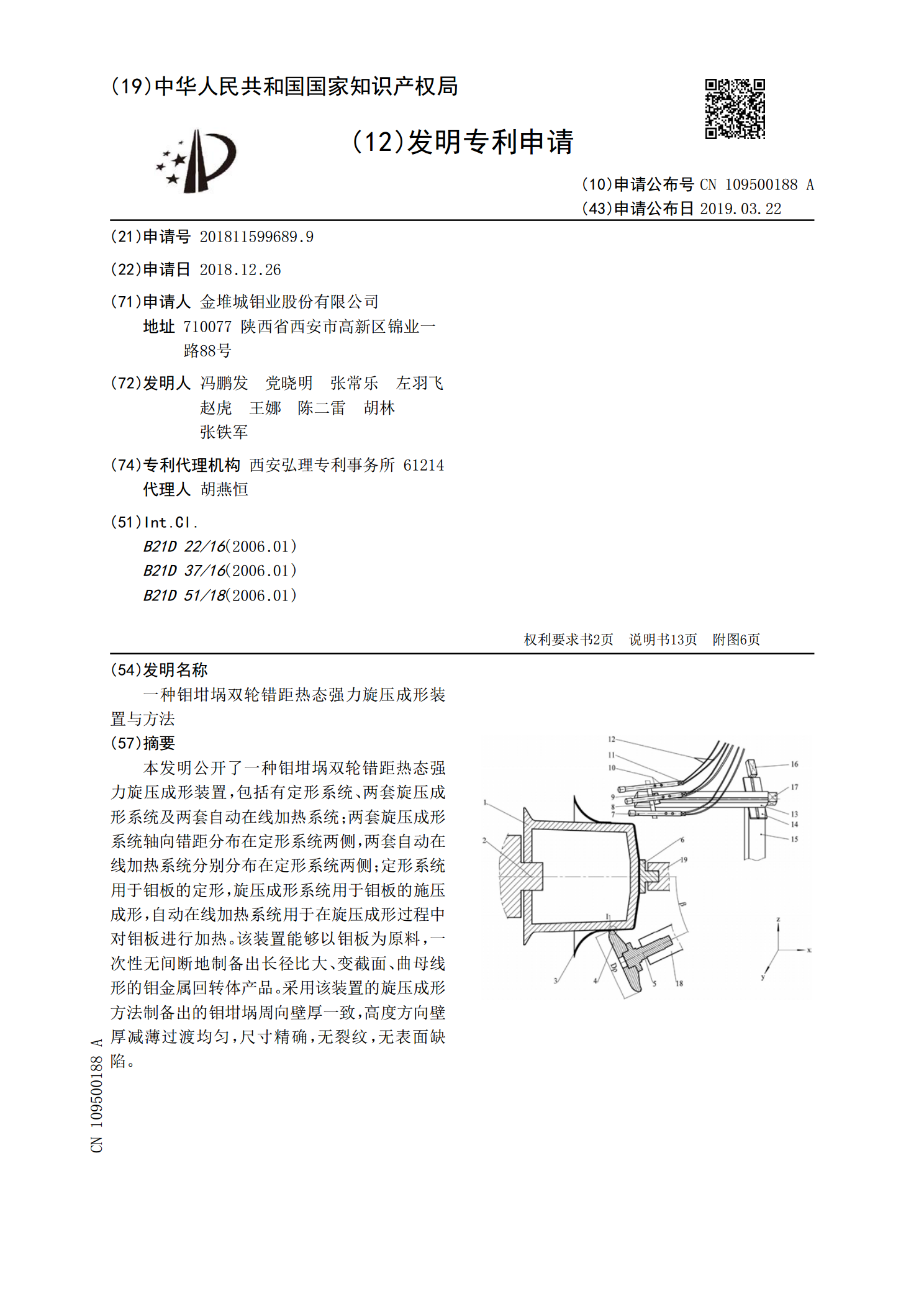
一种钼坩埚双轮错距热态强力旋压成形装置与方法.pdf
本发明公开了一种钼坩埚双轮错距热态强力旋压成形装置,包括有定形系统、两套旋压成形系统及两套自动在线加热系统;两套旋压成形系统轴向错距分布在定形系统两侧,两套自动在线加热系统分别分布在定形系统两侧;定形系统用于钼板的定形,旋压成形系统用于钼板的施压成形,自动在线加热系统用于在旋压成形过程中对钼板进行加热。该装置能够以钼板为原料,一次性无间断地制备出长径比大、变截面、曲母线形的钼金属回转体产品。采用该装置的旋压成形方法制备出的钼坩埚周向壁厚一致,高度方向壁厚减薄过渡均匀,尺寸精确,无裂纹,无表面缺陷。
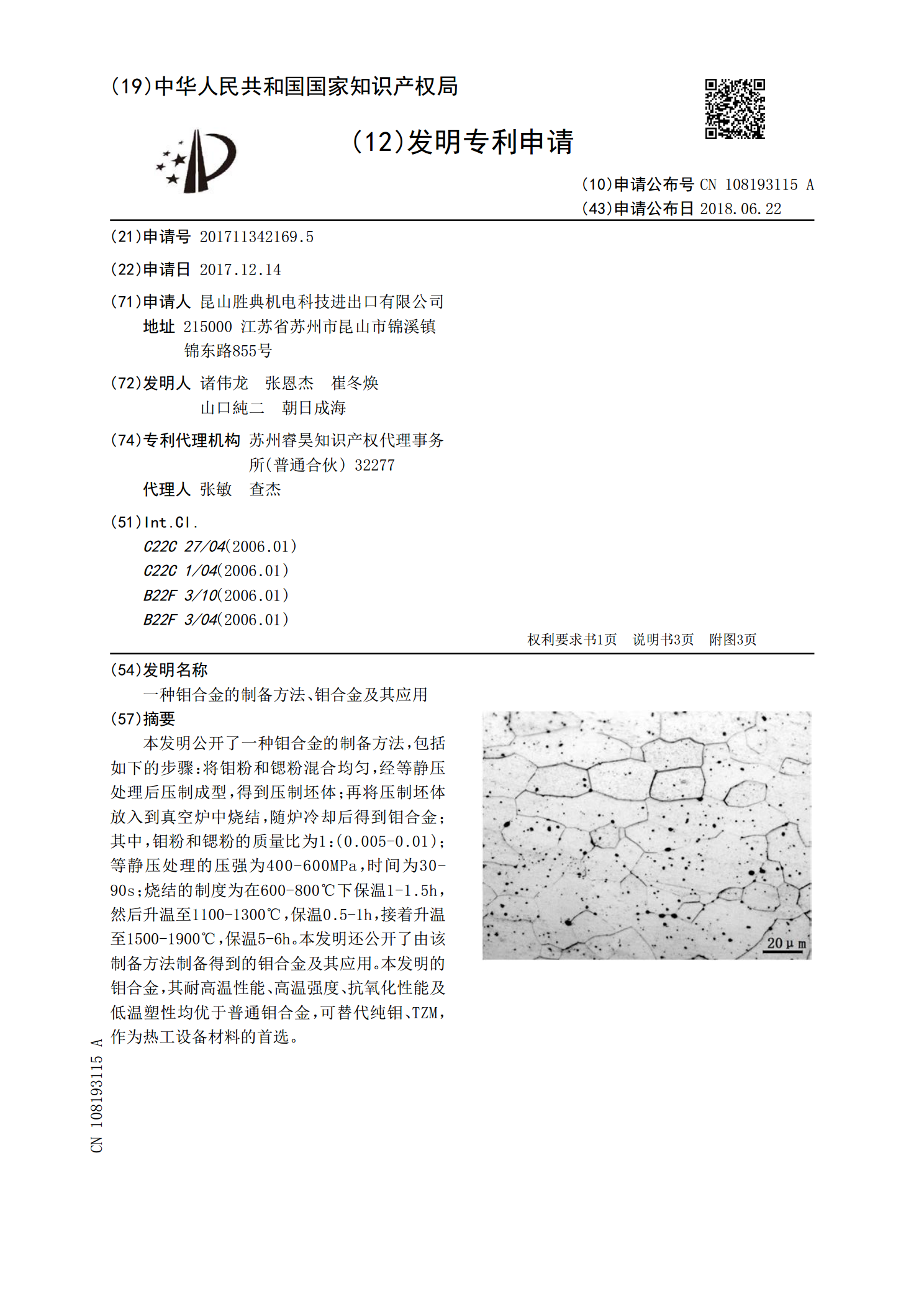
一种钼合金的制备方法、钼合金及其应用.pdf
本发明公开了一种钼合金的制备方法,包括如下的步骤:将钼粉和锶粉混合均匀,经等静压处理后压制成型,得到压制坯体;再将压制坯体放入到真空炉中烧结,随炉冷却后得到钼合金;其中,钼粉和锶粉的质量比为1:(0.005‑0.01);等静压处理的压强为400‑600MPa,时间为30‑90s;烧结的制度为在600‑800℃下保温1‑1.5h,然后升温至1100‑1300℃,保温0.5‑1h,接着升温至1500‑1900℃,保温5‑6h。本发明还公开了由该制备方法制备得到的钼合金及其应用。本发明的钼合金,其耐高温性能、高