
一种汽车平衡轴的加工方法.pdf

一吃****仕龙

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车平衡轴的加工方法.pdf
本发明公开了一种汽车平衡轴的加工方法,包括以下步骤:a、浇注钢锭,钢锭中化学成分重量百分比为:0.080%≤C≤0.250%,0.70%≤Si≤1.00%,0.80%≤Mn≤1.00%,痕量≤P≤0.030%,痕量≤S≤0.030%。11.50%≤Cr≤13.50%,痕量≤B≤0.0018%,余量为不可避免的杂质;浇注成型的钢锭温度降至360℃,再加热至650-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至400℃,再以20℃/小时,冷却
一种平衡轴齿轮的加工方法.pdf
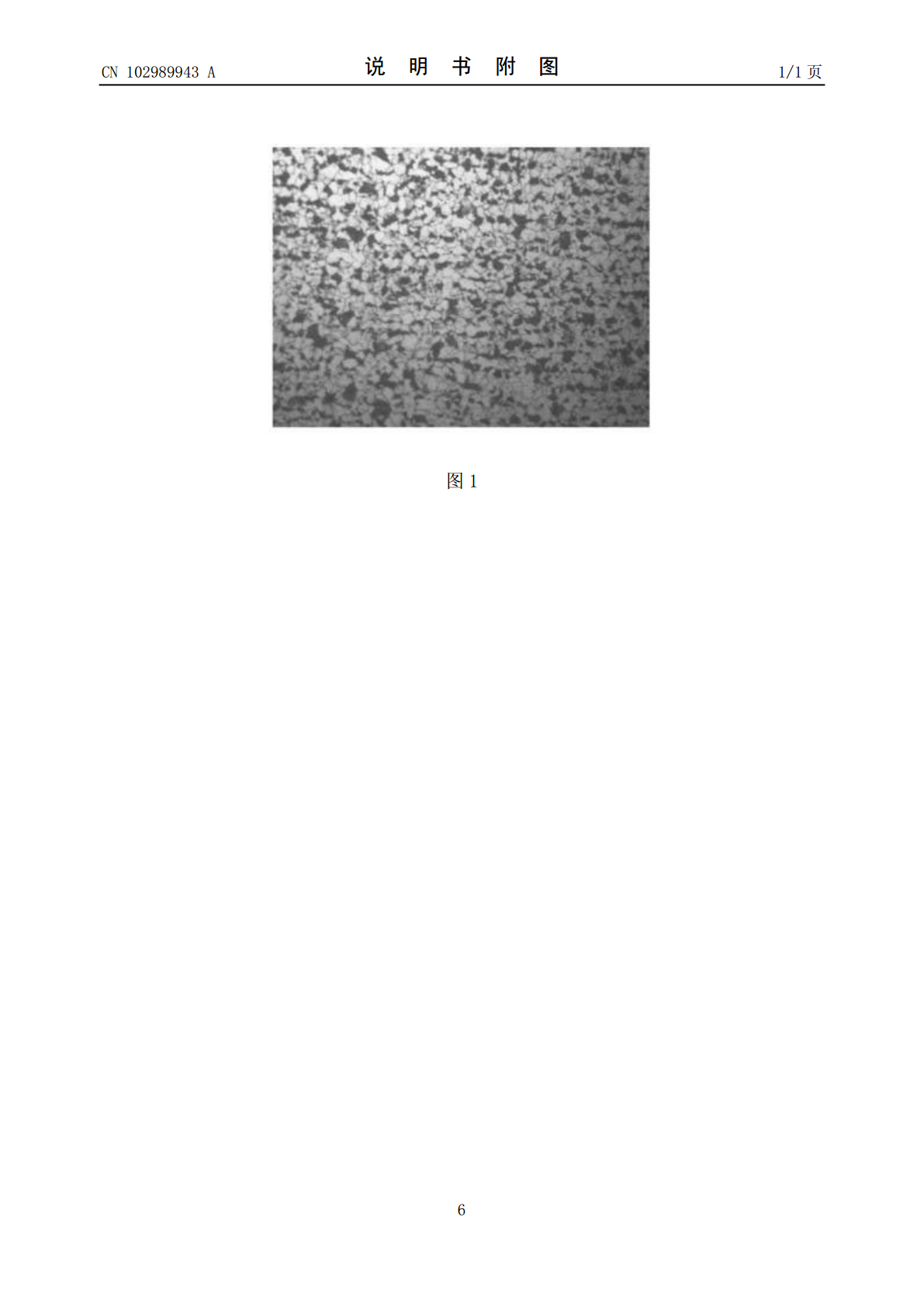
本发明涉及一种平衡轴齿轮的加工方法,它包括以下步骤:(a)将原料钢棒切割成多个钢段,置于1085~1115℃的条件下加热软化,随后放入模具中墩粗成型;(b)对墩粗后的钢段进行冲压形成中孔,(c)将形成中孔的钢段浸入水中进行降温,随后去除其表面的氧化皮;(d)对钢段进行精加工即可。这样一方面能够在其表面形成氧化皮,另一方面能够使得钢段内部进行金相反应,最终提高平衡轴齿轮的强度和韧性。

一种汽车平衡轴斜齿轮及其制备方法.pdf
本发明公开了一种汽车平衡轴斜齿轮及其制备方法,该汽车平衡轴斜齿轮,为粉末冶金平行轴斜齿轮,包括设置与齿体中心的装配孔,以及设在齿体外缘的斜齿;所述的斜齿的螺旋角>20°本发明的平衡轴斜齿轮,有效解决生产高硬度的大螺旋角高密度粉末冶金斜齿轮制取问题。填补了高性能粉末冶金斜齿轮空白。具有成型生坯密度高,螺旋角大,成品的硬度高耐磨性高的优势,保证压出的生坯齿螺旋角达到25°,齿部硬度达到HRC50~55,粉末生坯齿部密度达到7.2g/cm
一种平衡轴支架热铆专机及加工方法.pdf
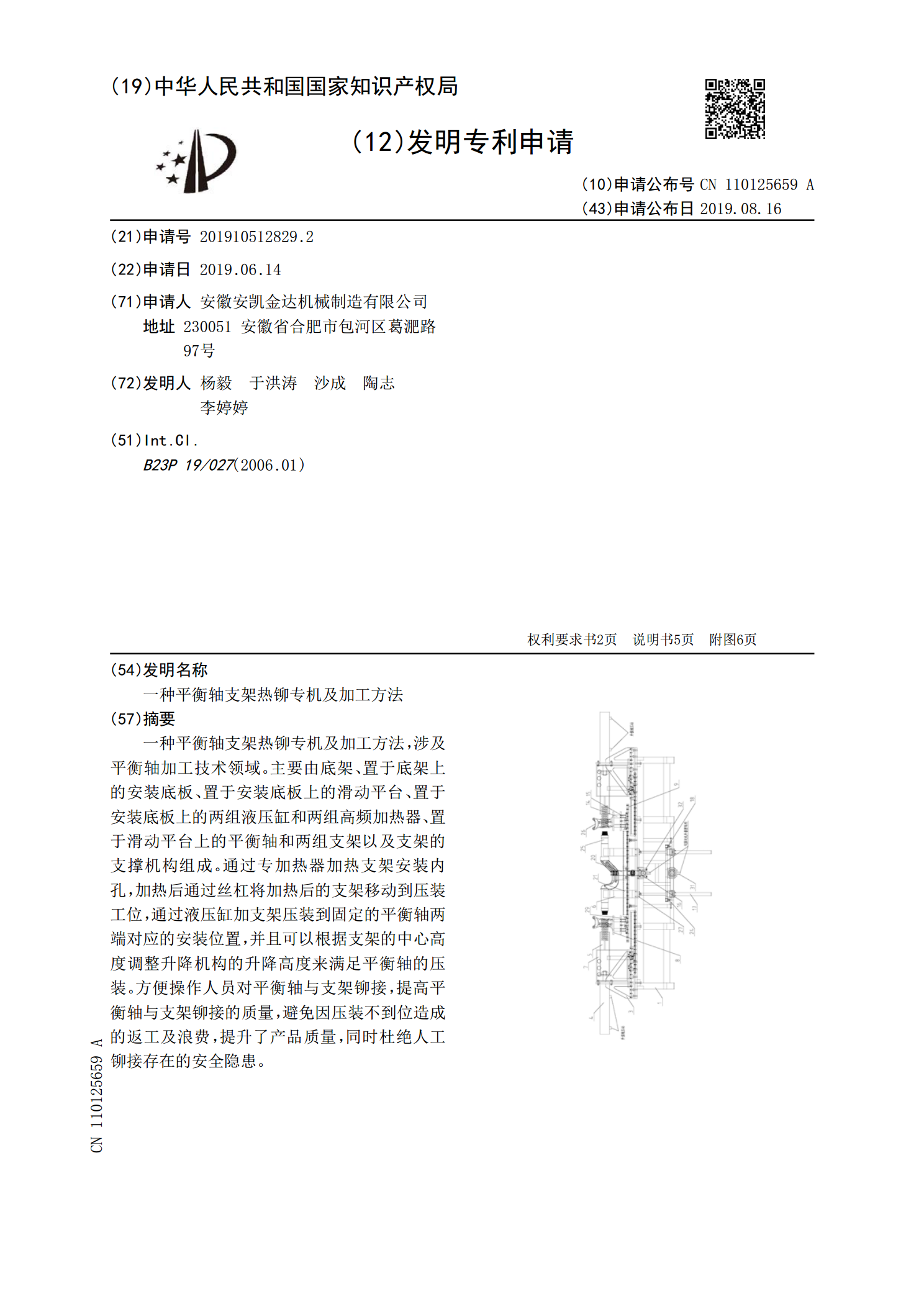
一种平衡轴支架热铆专机及加工方法,涉及平衡轴加工技术领域。主要由底架、置于底架上的安装底板、置于安装底板上的滑动平台、置于安装底板上的两组液压缸和两组高频加热器、置于滑动平台上的平衡轴和两组支架以及支架的支撑机构组成。通过专加热器加热支架安装内孔,加热后通过丝杠将加热后的支架移动到压装工位,通过液压缸加支架压装到固定的平衡轴两端对应的安装位置,并且可以根据支架的中心高度调整升降机构的升降高度来满足平衡轴的压装。方便操作人员对平衡轴与支架铆接,提高平衡轴与支架铆接的质量,避免因压装不到位造成的返工及浪费,提

一种汽车半轴加工工艺.pdf
本发明公开了一种汽车半轴加工工艺,包括步骤:a.用10%~111%清洗液兑水加热到50℃~60℃,将半轴放置到超声波清洗机中,振动清洗12~15分钟取出;b.用8%~10%脱脂剂兑水加热到70℃~80℃后,把汽车半轴放置到脱脂池中浸泡;c.用常温自来水,将半轴放在冷水清洗池中清洗7~10分钟;d.用软自来水加热到40℃~50℃,将半轴放置到池中清洗;e.磷化处理;f.采用超声波振动清洗的方式,将脱脂、除锈、活化、磷化过程中渗透到其夹缝和孔隙内的残留液和杂质清除干净;g.烘干;在磷化处理时将其放入磷化液中,