
一种汽车平衡轴斜齿轮及其制备方法.pdf

海昌****姐淑

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车平衡轴斜齿轮及其制备方法.pdf
本发明公开了一种汽车平衡轴斜齿轮及其制备方法,该汽车平衡轴斜齿轮,为粉末冶金平行轴斜齿轮,包括设置与齿体中心的装配孔,以及设在齿体外缘的斜齿;所述的斜齿的螺旋角>20°本发明的平衡轴斜齿轮,有效解决生产高硬度的大螺旋角高密度粉末冶金斜齿轮制取问题。填补了高性能粉末冶金斜齿轮空白。具有成型生坯密度高,螺旋角大,成品的硬度高耐磨性高的优势,保证压出的生坯齿螺旋角达到25°,齿部硬度达到HRC50~55,粉末生坯齿部密度达到7.2g/cm

一种汽车发动机平衡轴树脂齿轮及其制造方法.pdf
本发明公开了一种汽车发动机平衡轴树脂齿轮及其制造方法,包括铁芯和树脂齿圈,所述铁芯包括轴套部、轮辋部和轮辐部,轮辐部位于轴套部和轮辋部同一侧的端部,齿圈注塑成型紧贴于轮辋部外周面,齿圈内表面和轮辋部外周面之间通过凸齿和凹槽配合,对齿圈进行周向限位。本发明采用钢板作为铁芯基材,连接安装部位不易变形,采用树脂材料成型具有轮齿的齿圈,铁芯采用轮辐位于端部的悬伸结构,使本发明具有吸收和平衡振动功能,与配重块和多级传动结合提高平衡减振效果,自润滑,重量轻,不易生锈,绝缘性好,减少了噪音。铁芯轮辋与树脂齿圈采用注塑成
一种平衡轴齿轮的加工方法.pdf
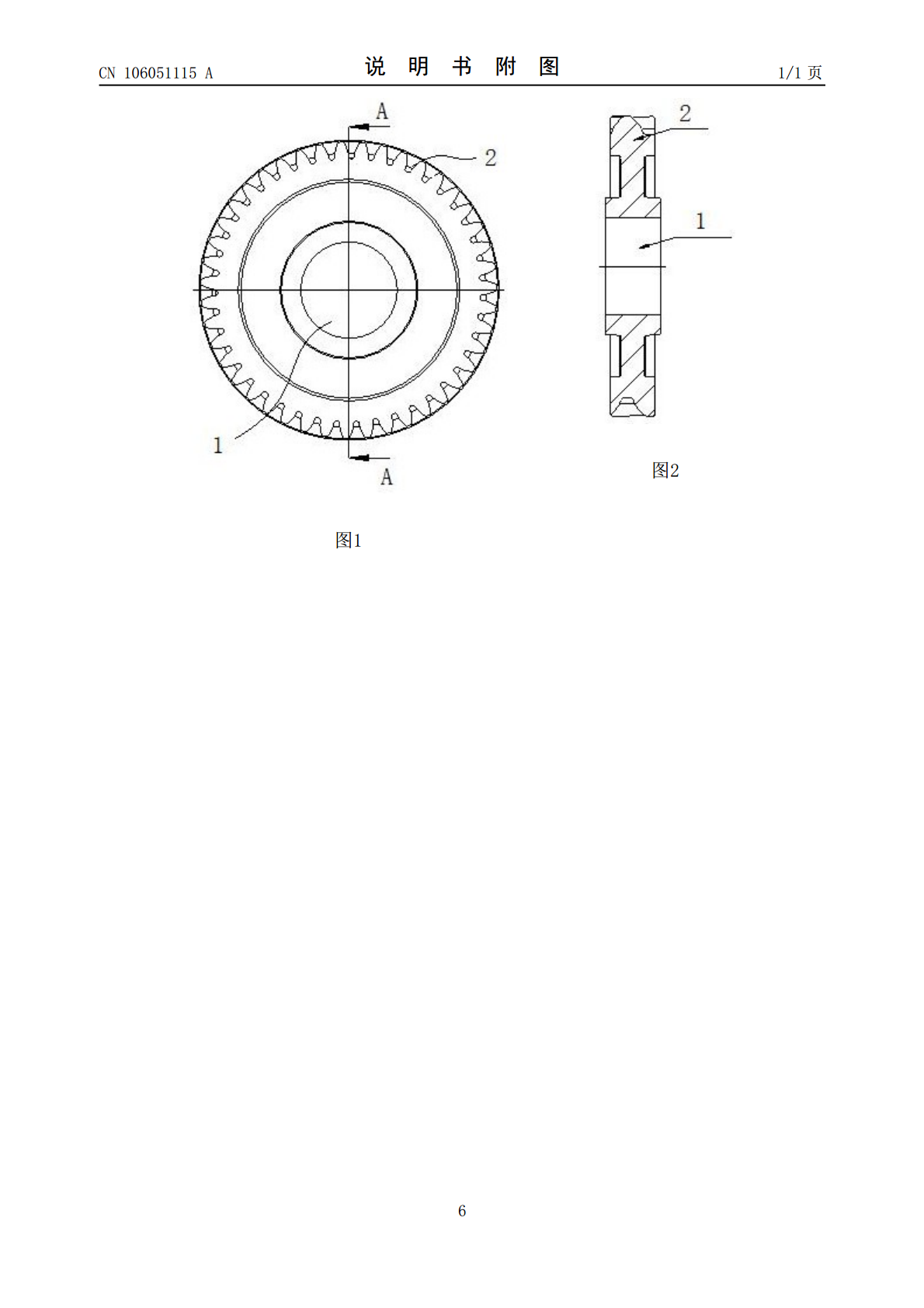
本发明涉及一种平衡轴齿轮的加工方法,它包括以下步骤:(a)将原料钢棒切割成多个钢段,置于1085~1115℃的条件下加热软化,随后放入模具中墩粗成型;(b)对墩粗后的钢段进行冲压形成中孔,(c)将形成中孔的钢段浸入水中进行降温,随后去除其表面的氧化皮;(d)对钢段进行精加工即可。这样一方面能够在其表面形成氧化皮,另一方面能够使得钢段内部进行金相反应,最终提高平衡轴齿轮的强度和韧性。

平衡轴斜齿轮自动热压装配装置.pdf
一种平衡轴斜齿轮自动热压装配装置,包括动平衡机(2)、齿轮热压机(3)、机械手(4)和上下料站(5),所述机械手(4)夹取上下料站(5)上待装配的平衡轴和斜齿轮,分别送至动平衡机(2)和齿轮热压机(3),该动平衡机(2)对所述平衡轴进行动不平衡量测量,并对平衡轴进行方向找正,斜齿轮在齿轮热压机(3)中被加热,经动不平衡测量和方向找正后的平衡轴由所述机械手(4)送至斜齿轮热压机(3)中,与已加热的斜齿轮进行热压装配。本装置具有足够的静态、动态、热稳态刚度和精度,整个系统具有良好的动态性能,所选择的检测测量和

一种粉末冶金偏心斜齿轮及其制备方法.pdf
本发明公开了一种粉末冶金偏心斜齿轮及其制备方法。该偏心斜齿轮包括设有斜齿的齿轮体和带有偏心孔的偏心凸轮,所述的齿轮体与偏心凸轮通过烧结焊一次制成一个整体。该制备方法包括用模具分别制造出齿轮体和偏心凸轮两个单件产品;接着进行成形和预烧结,然后进行机械压配和烧结焊,最后进行渗碳即可。该粉末冶金偏心斜齿轮,密度6.8g/cm3;硬度HRA60以上;齿形精度JIS6以上;焊接脱拔力1000kgf以上;偏心距5.0±0.1mm以下。该制备方法,工序少,在烧结过程中把外螺旋斜齿与偏心轮这二个部分结合成一个整体,一次性