
一种平衡轴支架热铆专机及加工方法.pdf

论文****酱吖

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种平衡轴支架热铆专机及加工方法.pdf
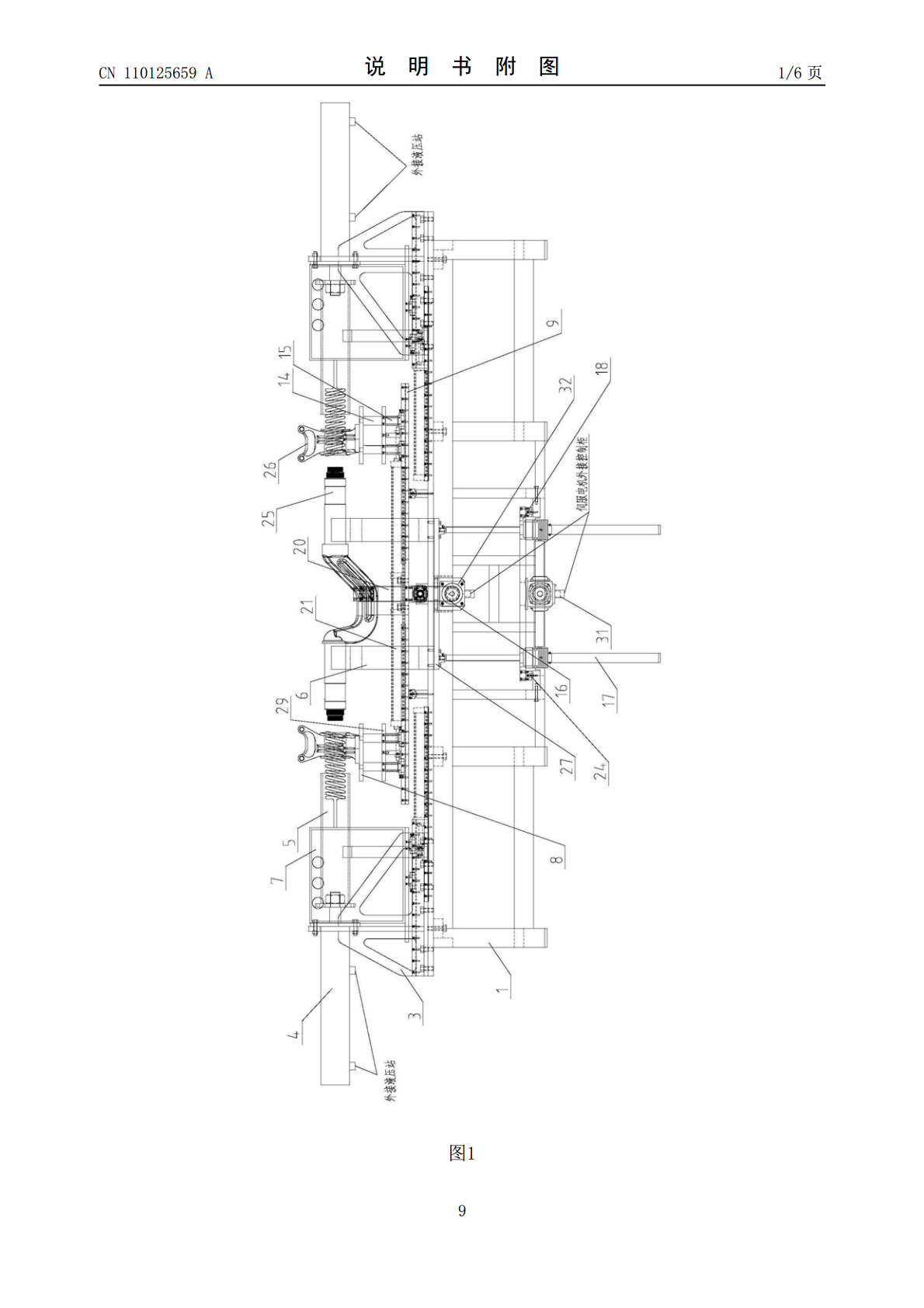
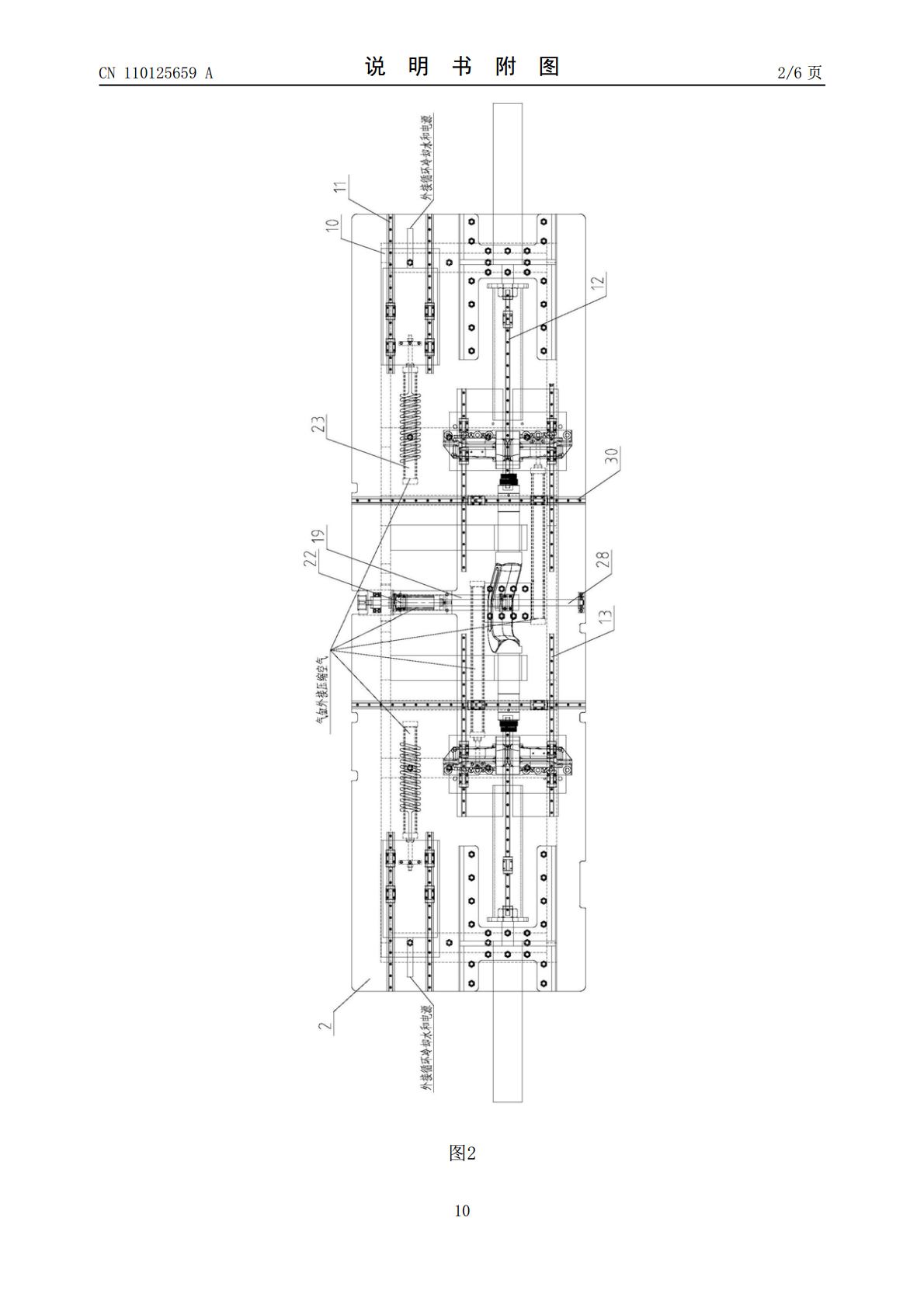
一种平衡轴支架热铆专机及加工方法,涉及平衡轴加工技术领域。主要由底架、置于底架上的安装底板、置于安装底板上的滑动平台、置于安装底板上的两组液压缸和两组高频加热器、置于滑动平台上的平衡轴和两组支架以及支架的支撑机构组成。通过专加热器加热支架安装内孔,加热后通过丝杠将加热后的支架移动到压装工位,通过液压缸加支架压装到固定的平衡轴两端对应的安装位置,并且可以根据支架的中心高度调整升降机构的升降高度来满足平衡轴的压装。方便操作人员对平衡轴与支架铆接,提高平衡轴与支架铆接的质量,避免因压装不到位造成的返工及浪费,提
一种平衡轴齿轮的加工方法.pdf
本发明涉及一种平衡轴齿轮的加工方法,它包括以下步骤:(a)将原料钢棒切割成多个钢段,置于1085~1115℃的条件下加热软化,随后放入模具中墩粗成型;(b)对墩粗后的钢段进行冲压形成中孔,(c)将形成中孔的钢段浸入水中进行降温,随后去除其表面的氧化皮;(d)对钢段进行精加工即可。这样一方面能够在其表面形成氧化皮,另一方面能够使得钢段内部进行金相反应,最终提高平衡轴齿轮的强度和韧性。

一种汽车平衡轴的加工方法.pdf
本发明公开了一种汽车平衡轴的加工方法,包括以下步骤:a、浇注钢锭,钢锭中化学成分重量百分比为:0.080%≤C≤0.250%,0.70%≤Si≤1.00%,0.80%≤Mn≤1.00%,痕量≤P≤0.030%,痕量≤S≤0.030%。11.50%≤Cr≤13.50%,痕量≤B≤0.0018%,余量为不可避免的杂质;浇注成型的钢锭温度降至360℃,再加热至650-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至400℃,再以20℃/小时,冷却
一种新型平衡轴支架.pdf
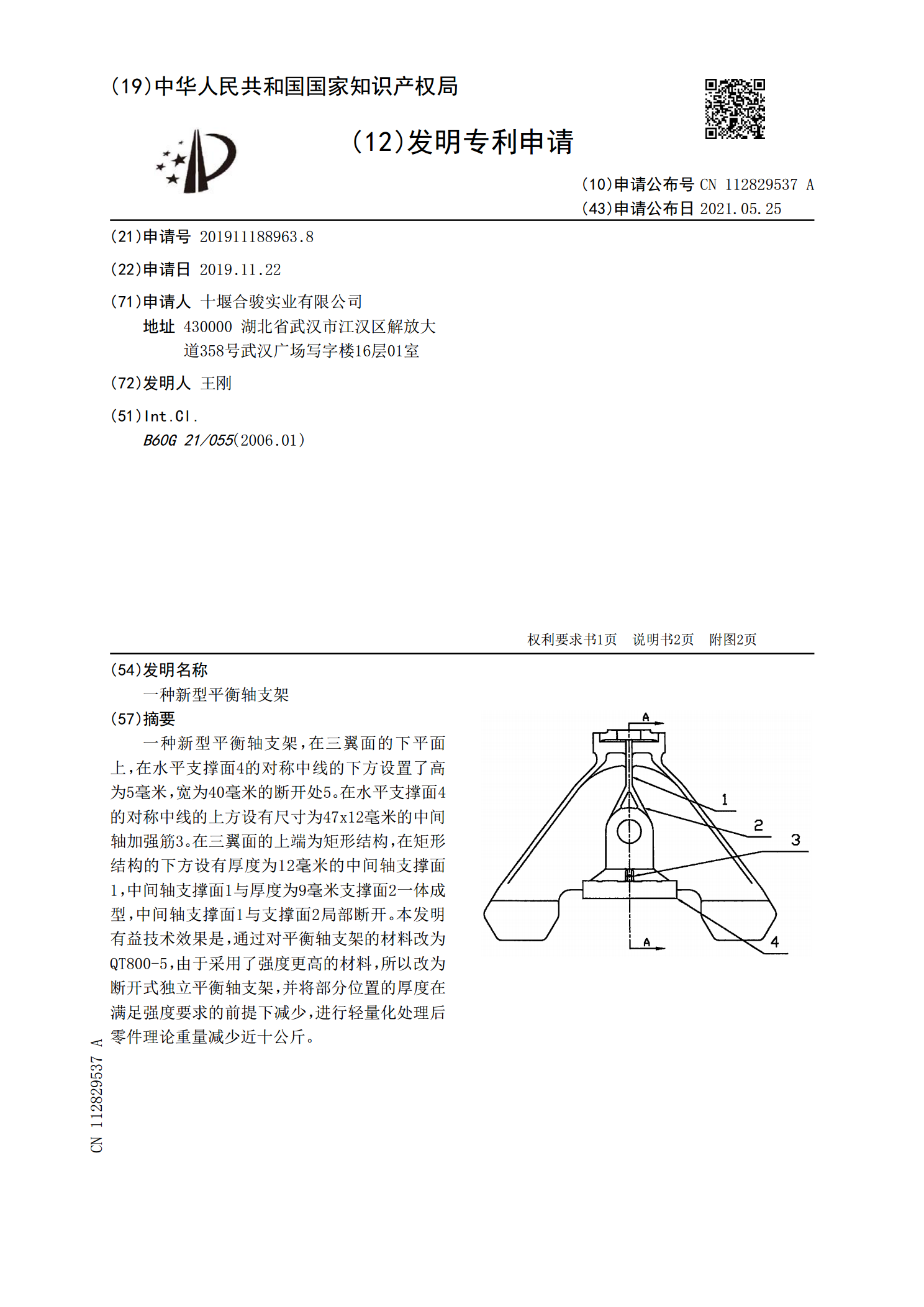
一种新型平衡轴支架,在三翼面的下平面上,在水平支撑面4的对称中线的下方设置了高为5毫米,宽为40毫米的断开处5。在水平支撑面4的对称中线的上方设有尺寸为47x12毫米的中间轴加强筋3。在三翼面的上端为矩形结构,在矩形结构的下方设有厚度为12毫米的中间轴支撑面1,中间轴支撑面1与厚度为9毫米支撑面2一体成型,中间轴支撑面1与支撑面2局部断开。本发明有益技术效果是,通过对平衡轴支架的材料改为QT800‑5,由于采用了强度更高的材料,所以改为断开式独立平衡轴支架,并将部分位置的厚度在满足强度要求的前提下减少,进
一种热铆加工装置.pdf
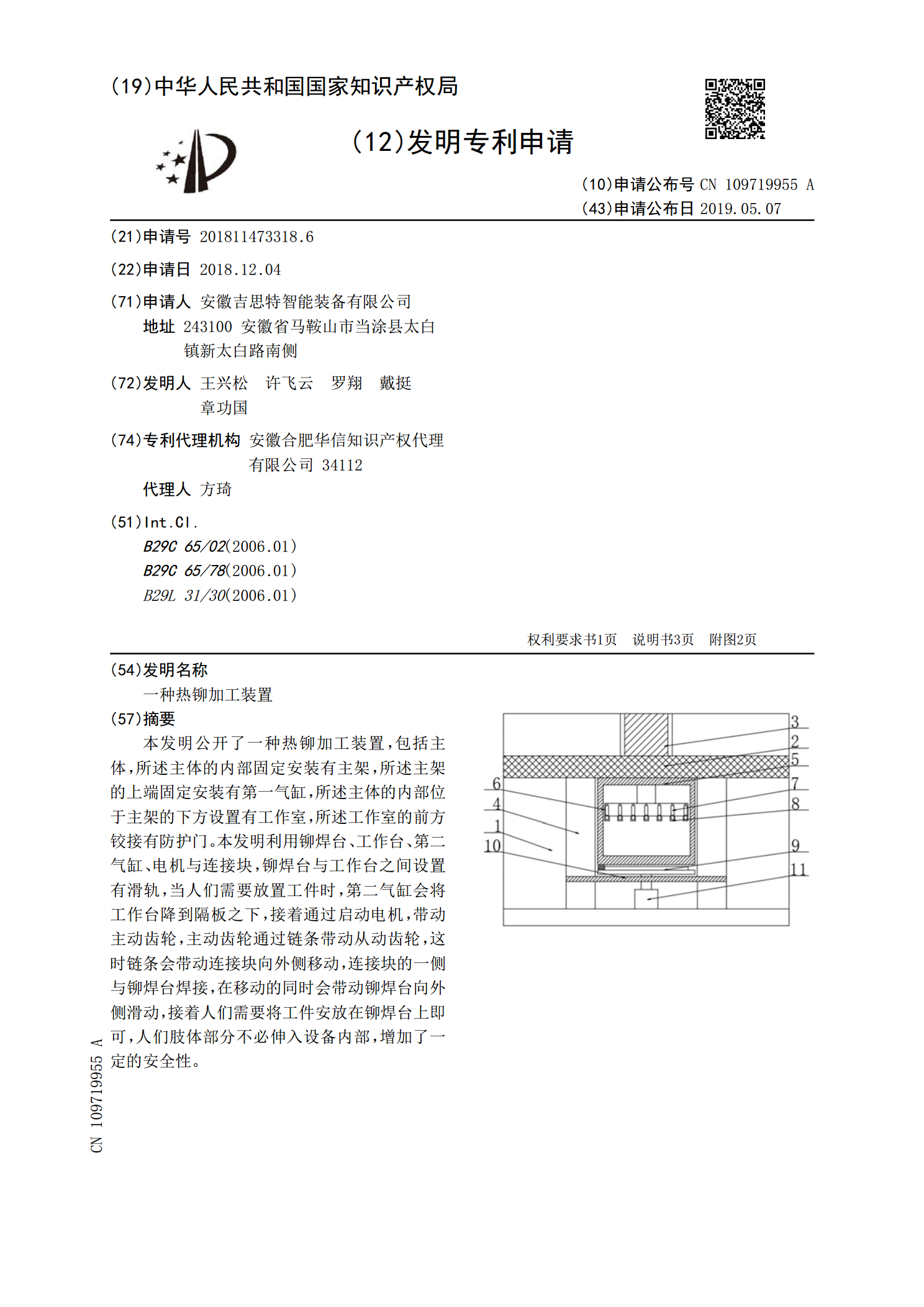
本发明公开了一种热铆加工装置,包括主体,所述主体的内部固定安装有主架,所述主架的上端固定安装有第一气缸,所述主体的内部位于主架的下方设置有工作室,所述工作室的前方铰接有防护门。本发明利用铆焊台、工作台、第二气缸、电机与连接块,铆焊台与工作台之间设置有滑轨,当人们需要放置工件时,第二气缸会将工作台降到隔板之下,接着通过启动电机,带动主动齿轮,主动齿轮通过链条带动从动齿轮,这时链条会带动连接块向外侧移动,连接块的一侧与铆焊台焊接,在移动的同时会带动铆焊台向外侧滑动,接着人们需要将工件安放在铆焊台上即可,人们肢