
烧结钕铁硼磁体的分压烧结方法.pdf

一条****贺6

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
烧结钕铁硼磁体的分压烧结方法.pdf
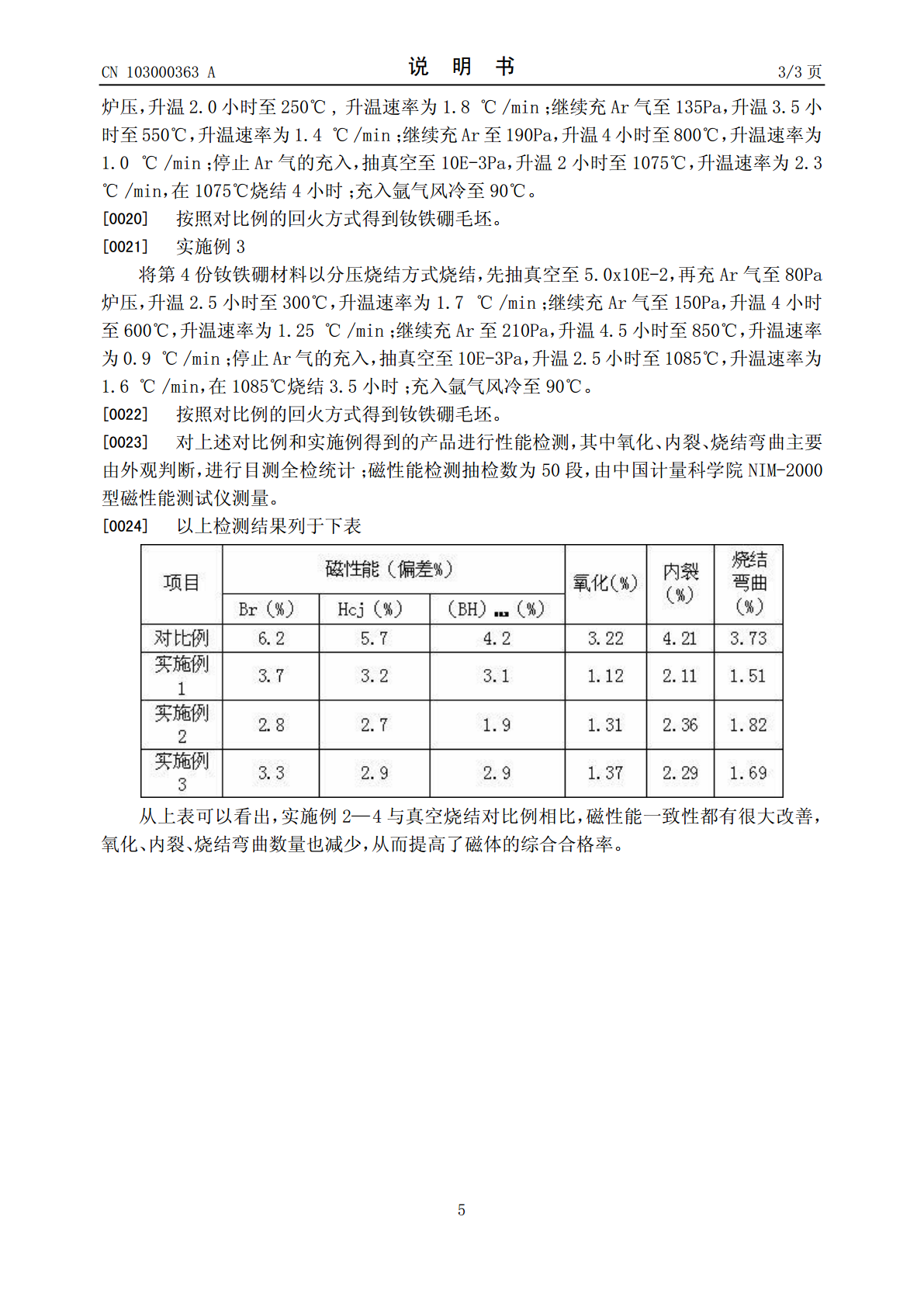
烧结钕铁硼磁体的分压烧结方法,在烧结过程中各个放气段充入一定的惰性气体Ar,根据坯料放气速率和真空泵系统排气速率通过真空度控制来调整炉内Ar气压力,使之在不同Ar气分压下均匀地放气进行升温烧结,但仍保持负压。本发明保证了磁性能的一致性和均匀性,而且可以节省烧结时间。
钕铁硼磁体的烧结方法.pdf
本发明公开了一种钕铁硼磁体的烧结方法,其特征在于,包含如下步骤:1)准备步骤:将钕铁硼生坯埋入耐高温粉料中,使所述钕铁硼生坯与空气隔绝,该耐高温粉料的烧结温度高于钕铁硼磁体的烧结温度;2)入炉步骤:将钕铁硼生坯连同耐高温粉料一同送入炉内的烧结空间;3)烧结步骤:将钕铁硼生坯烧结成钕铁硼磁体。该方法可以降低钕铁硼生坯在入炉前的氧化,从而减少烧结的变形,减少钕铁硼生坯的预留加工余量,使后续的机加工变得方便。
烧结钕铁硼磁体的制备方法.pdf
本发明涉及一种烧结钕铁硼磁体的制备方法,包括以下步骤:将钕铁硼磁体生坯、吸氧剂和吸潮剂置于烧结炉,抽真空至真空度≤10Pa后,升烧结。吸氧剂和吸潮剂可以分别吸附烧结炉内的氧气和水分,减少钕铁硼磁体生坯初入烧结炉时吸氧和吸潮的可能性,尤其可以减少钕铁硼磁体生坯边角的吸氧和吸潮,从而防止结钕铁硼磁体边角氧化或氧化不收缩的问题。
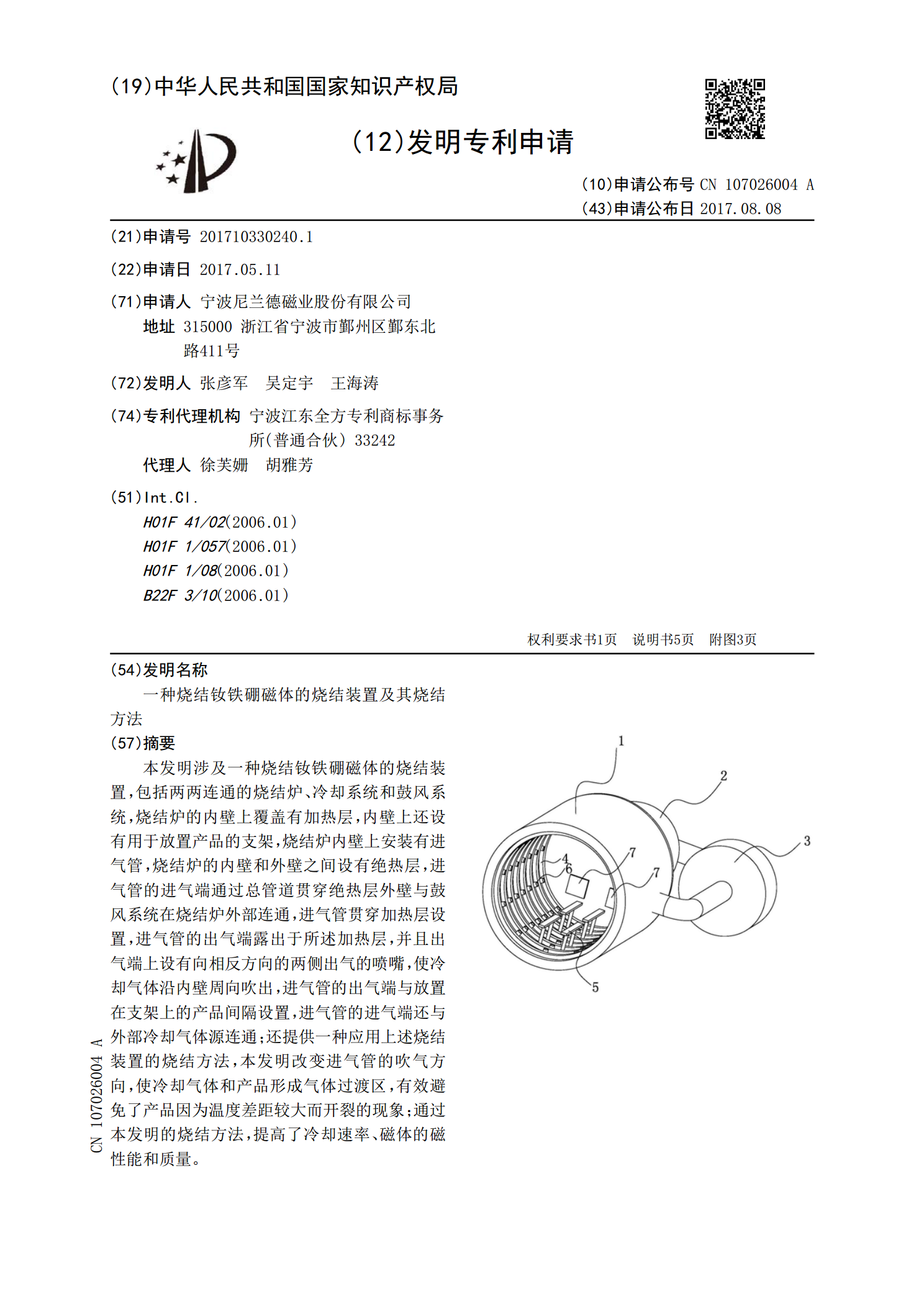
一种烧结钕铁硼磁体的烧结装置及其烧结方法.pdf
本发明涉及一种烧结钕铁硼磁体的烧结装置,包括两两连通的烧结炉、冷却系统和鼓风系统,烧结炉的内壁上覆盖有加热层,内壁上还设有用于放置产品的支架,烧结炉内壁上安装有进气管,烧结炉的内壁和外壁之间设有绝热层,进气管的进气端通过总管道贯穿绝热层外壁与鼓风系统在烧结炉外部连通,进气管贯穿加热层设置,进气管的出气端露出于所述加热层,并且出气端上设有向相反方向的两侧出气的喷嘴,使冷却气体沿内壁周向吹出,进气管的出气端与放置在支架上的产品间隔设置,进气管的进气端还与外部冷却气体源连通;还提供一种应用上述烧结装置的烧结方法
防止烧结钕铁硼磁体开裂的制造方法.pdf
防止烧结钕铁硼磁体开裂的制造方法,包括按组成配比,采用常规速凝制备成铸片,在氢含量≤400PPM的氢破炉制成粗粉,然后在气流磨中磨成细粉,对已进行磁场取向的磁体进行二次不同压力的压制以减少内应力,经二次模压品进行三个阶段不同升温速度与不同真空度的升温烧结,分别消除水分、去除有机添加剂,消除磁体孔隙内气体和内应力,去除引起磁体开裂的内在隐患,采用三阶段不同冷却速度降温,防止大块磁体因冷却过快而导致冷却开裂。经对照检测表明,本方法既能防止大块永磁体开裂,又能保证烧结钕铁硼磁体的高性能磁特性。