
一种管线钢及其低成本轧制管线钢的方法.pdf

宛菡****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管线钢及其低成本轧制管线钢的方法.pdf
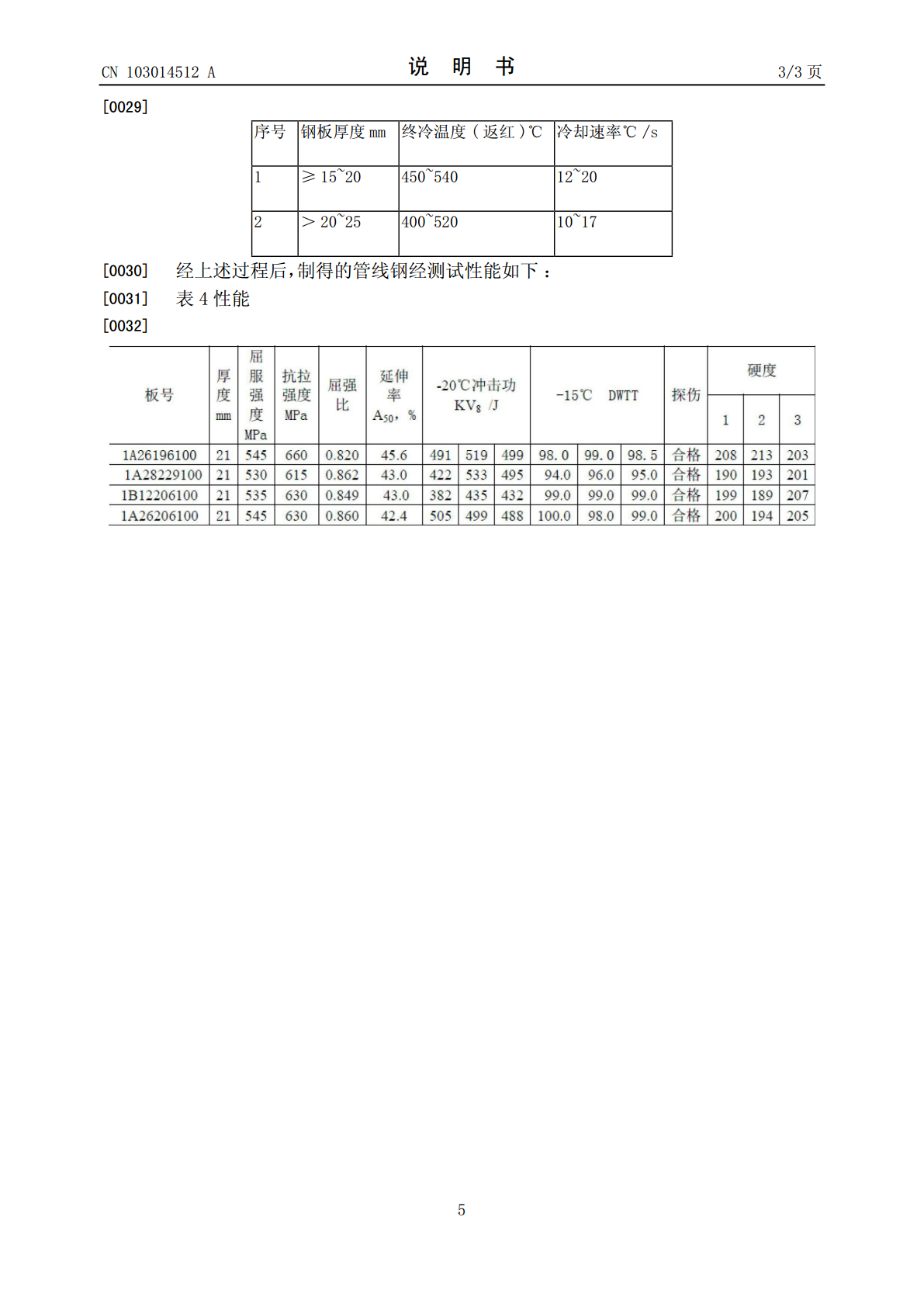
本发明公开了一种管线钢及其低成本轧制管线钢的方法,铸坯过程中,板坯入炉温度为室温,板坯出炉温度为1160~1200℃,板坯均热时间60~70分钟;轧制过程中,开轧温度为1140~1180℃,终轧温度为800~860℃;冷却过程中,终冷温度为400~540℃,冷却速度10~20℃/s;制得的管线钢的重量百分比化学成分范围为:C为0.065~0.04,Si为0.35~0.10,Mn为1.75~1.40,P≤0.012,S≤0.004,Nb为0.090~0.05,Ti为0.030~0.010,Cr为0.35~0
一种薄规格管线钢轧制方法.pdf
本发明涉及一种薄规格管线钢轧制方法,钢中C含量在0.05%以内,Ni含量为0.05%~0.06%,Ti含量为0.01%~0.02%、B含量为0.015%~0.002%;轧制时均热温度为1180~1220℃,均热段时间45~100min;粗轧机扭矩为3500~3600kN·m,压缩比控制在5~20,宽展比控制在1.25~2.0;出炉后50秒内粗轧,粗轧横轧时至少保证一道次压下率不小于21%,纵轧时至少保证二道单道次压下率不小于25%,温降速度在60℃以内。本发明通过调整管线钢的化学成分和加热、粗轧过程中的工
一种低成本X52管线钢的生产方法及管线钢.pdf
本发明提供一种低成本X52管线钢的生产方法及管线钢,所述生产方法包括将铁水进行脱硫、转炉冶炼、连铸成管线钢连铸坯,还包括将所述管线钢连铸坯均热至1160~1200℃、利用粗轧机对所述管线钢连铸坯进行3~7道次粗轧,得到中间坯、利用精轧机对中间坯进行4~7道次精轧,最后以50~100℃/s的冷却速度将精轧后的管线钢快速冷却至550~610℃,卷取后获得管线钢成品。所述低成本X52管线钢中不添加Nb。利用本发明的低成本X52管线钢的生产方法,可降低X52管线钢的生产成本,且生产工艺控制简单,适应性强。

111 管线钢轧制工艺规程.doc
唐钢一钢轧厂1700生产线石油天然气输送用热轧钢带轧制工艺规程第页唐钢质量管理体系文件版本号:1文件编号:JS/ZY-QZ-C-111受控唐钢一钢轧厂石油天然气输送管用热连轧钢带轧制工艺规程(公司秘密)编制:审核:批准:2012-08-20发布2012-08-20实施唐山钢铁集团有限责任公司技术中心更改状态一览表版本号更改次数更改理由更改人审核人批准人实施时间唐钢一钢轧厂1700生产线石油天然气输送用热轧钢带轧制工艺规程第页唐钢一钢轧厂1700生产
一种薄规格管线钢的高效轧制方法.pdf
本发明公开了一种薄规格管线钢的高效轧制方法,属于管线钢轧制技术领域。其采用交叉控轧,包括依次进行的如下阶段:板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板温矫和冷矫和下线堆冷;其中所述板坯再加热阶段在炉时间不小于1.2min/mm;粗轧阶段,粗轧道次控制在5道次及以内,粗轧后的中间坯厚度控制为钢板厚度的5~6倍;精轧阶段,控制总压缩比不小于80%。本发明通过交叉轧制结合轧制工艺控制,可以提升轧制效率,控制性能均匀性,降低生产成本。