
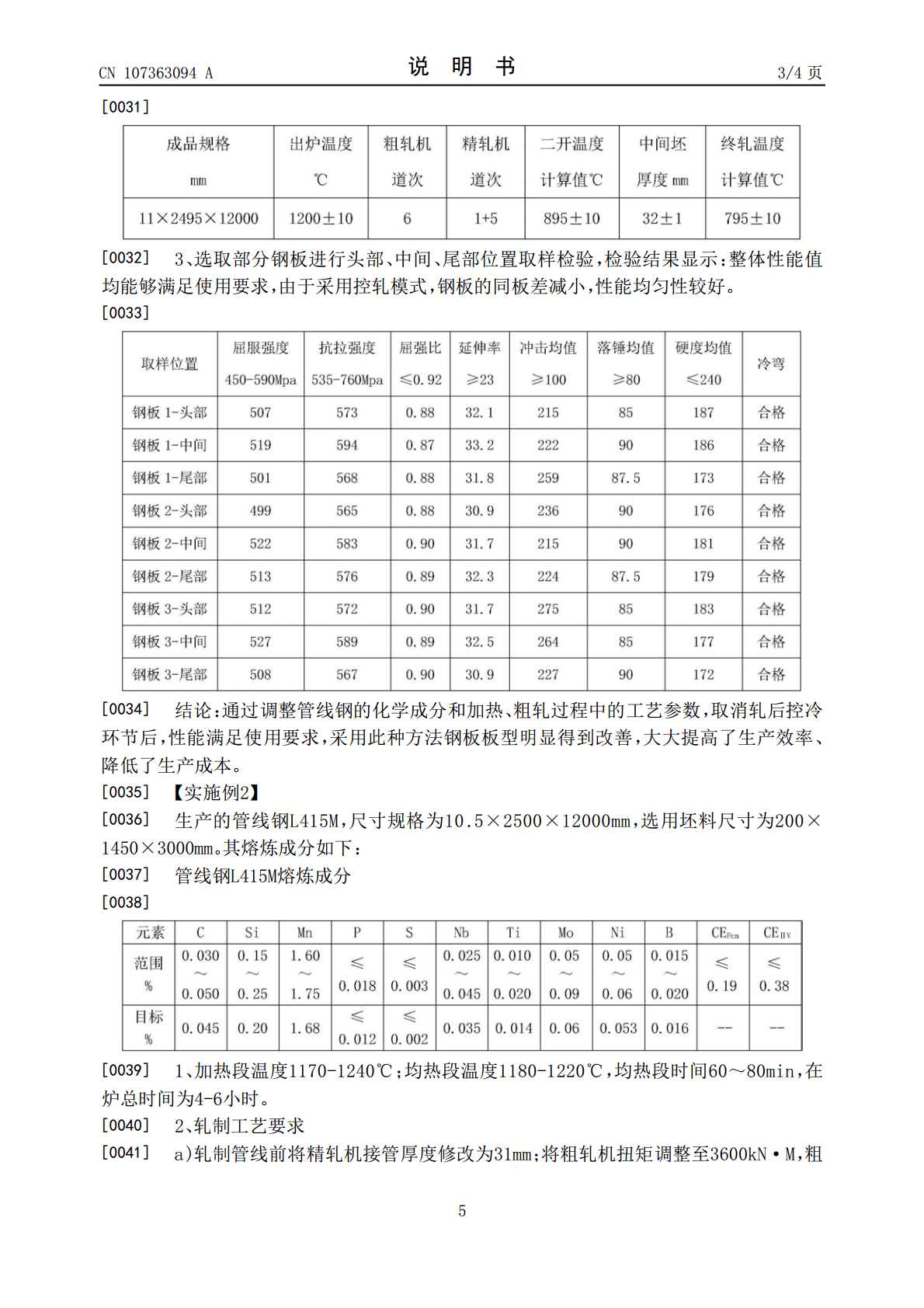
一种薄规格管线钢轧制方法.pdf

猫巷****忠娟

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄规格管线钢轧制方法.pdf
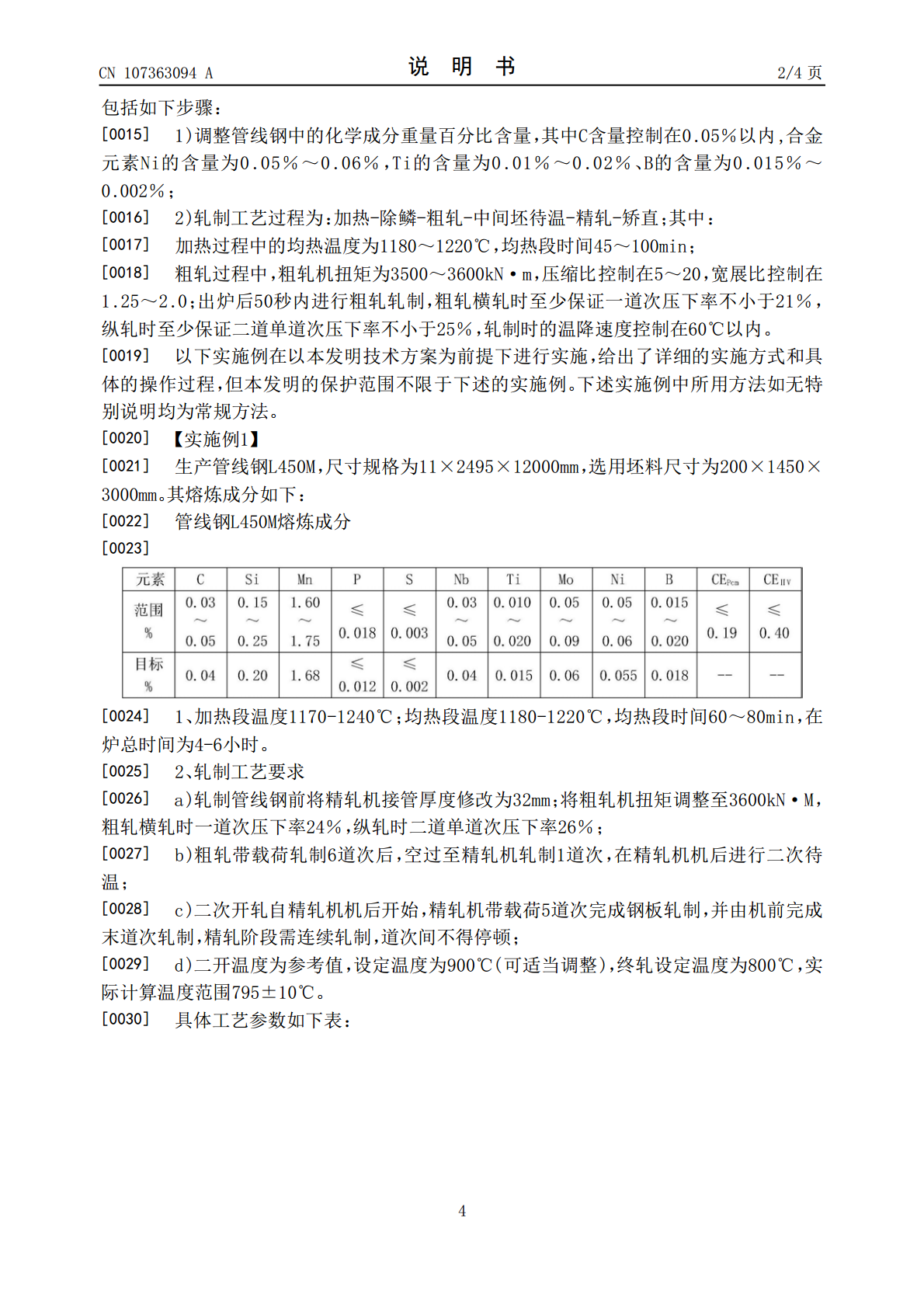
本发明涉及一种薄规格管线钢轧制方法,钢中C含量在0.05%以内,Ni含量为0.05%~0.06%,Ti含量为0.01%~0.02%、B含量为0.015%~0.002%;轧制时均热温度为1180~1220℃,均热段时间45~100min;粗轧机扭矩为3500~3600kN·m,压缩比控制在5~20,宽展比控制在1.25~2.0;出炉后50秒内粗轧,粗轧横轧时至少保证一道次压下率不小于21%,纵轧时至少保证二道单道次压下率不小于25%,温降速度在60℃以内。本发明通过调整管线钢的化学成分和加热、粗轧过程中的工
一种薄规格管线钢的高效轧制方法.pdf
本发明公开了一种薄规格管线钢的高效轧制方法,属于管线钢轧制技术领域。其采用交叉控轧,包括依次进行的如下阶段:板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板温矫和冷矫和下线堆冷;其中所述板坯再加热阶段在炉时间不小于1.2min/mm;粗轧阶段,粗轧道次控制在5道次及以内,粗轧后的中间坯厚度控制为钢板厚度的5~6倍;精轧阶段,控制总压缩比不小于80%。本发明通过交叉轧制结合轧制工艺控制,可以提升轧制效率,控制性能均匀性,降低生产成本。
一种单机架炉卷轧机薄规格X65钢级管线钢及轧制方法.pdf
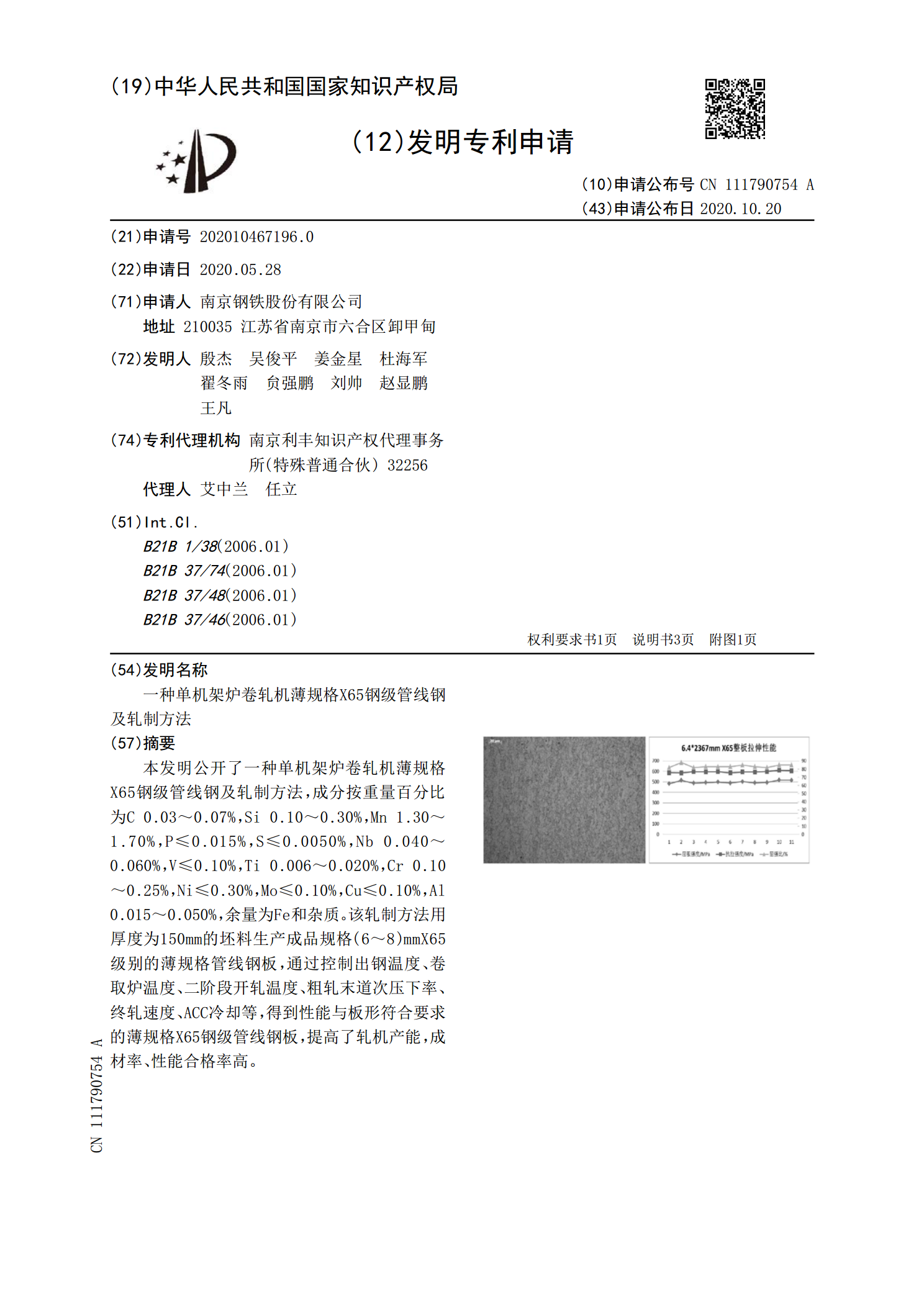
本发明公开了一种单机架炉卷轧机薄规格X65钢级管线钢及轧制方法,成分按重量百分比为C0.03~0.07%,Si0.10~0.30%,Mn1.30~1.70%,P≤0.015%,S≤0.0050%,Nb0.040~0.060%,V≤0.10%,Ti0.006~0.020%,Cr0.10~0.25%,Ni≤0.30%,Mo≤0.10%,Cu≤0.10%,Al0.015~0.050%,余量为Fe和杂质。该轧制方法用厚度为150mm的坯料生产成品规格(6~8)mmX65级别的薄规格管线钢板,通过控制
一种单机架炉卷轧机宽薄规格X60钢级管线钢及轧制方法.pdf
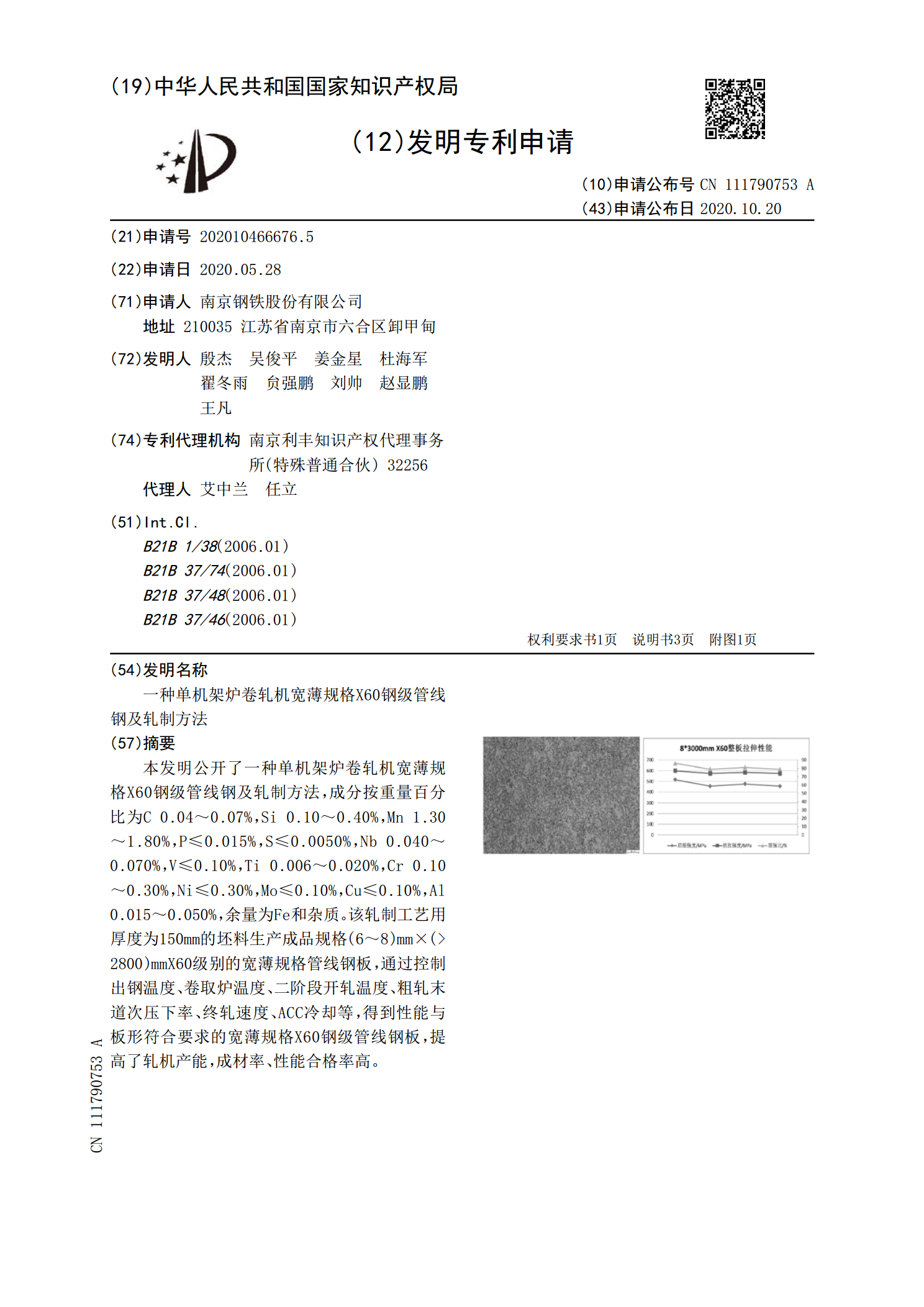
本发明公开了一种单机架炉卷轧机宽薄规格X60钢级管线钢及轧制方法,成分按重量百分比为C0.04~0.07%,Si0.10~0.40%,Mn1.30~1.80%,P≤0.015%,S≤0.0050%,Nb0.040~0.070%,V≤0.10%,Ti0.006~0.020%,Cr0.10~0.30%,Ni≤0.30%,Mo≤0.10%,Cu≤0.10%,Al0.015~0.050%,余量为Fe和杂质。该轧制工艺用厚度为150mm的坯料生产成品规格(6~8)mm×(>2800)mmX60级

一种提高厚规格管线钢轧制稳定的生产方法.pdf
本发明公开了一种提高厚规格管线钢轧制稳定的生产方法,步骤包括板坯加热、粗轧、精轧、轧后冷却、卷取,其中,所述的板坯加热步骤中,在炉时间170‑230min,加热温度为1190℃‑1250℃;所述的粗轧步骤中,粗轧咬入温度1070‑1110℃,板坯粗轧采用5道次,累计压下率60‑80%,粗轧最后道次速度4.0‑4.3m/s,粗轧终轧温度控制在1000‑1040℃;所述的精轧步骤中,精轧入口温度控制在960‑1000℃,精轧为七机架热连轧虚设F2和F5,累计压下量≥60%;终轧温度810‑850℃;穿带后加速