
冰箱冷凝管用冷轧带钢及其制造方法.pdf

努力****凌芹

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冰箱冷凝管用冷轧带钢及其制造方法.pdf
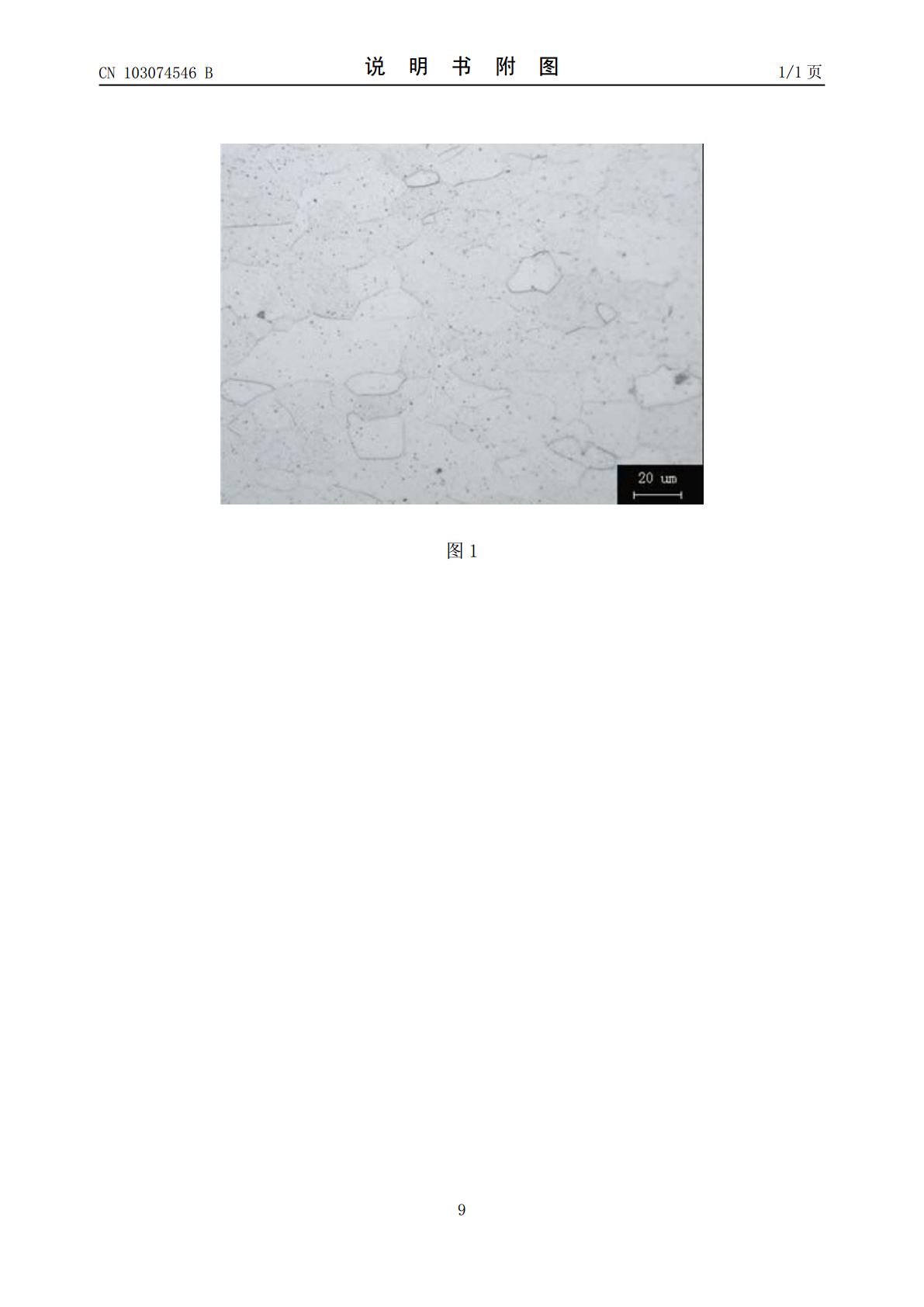
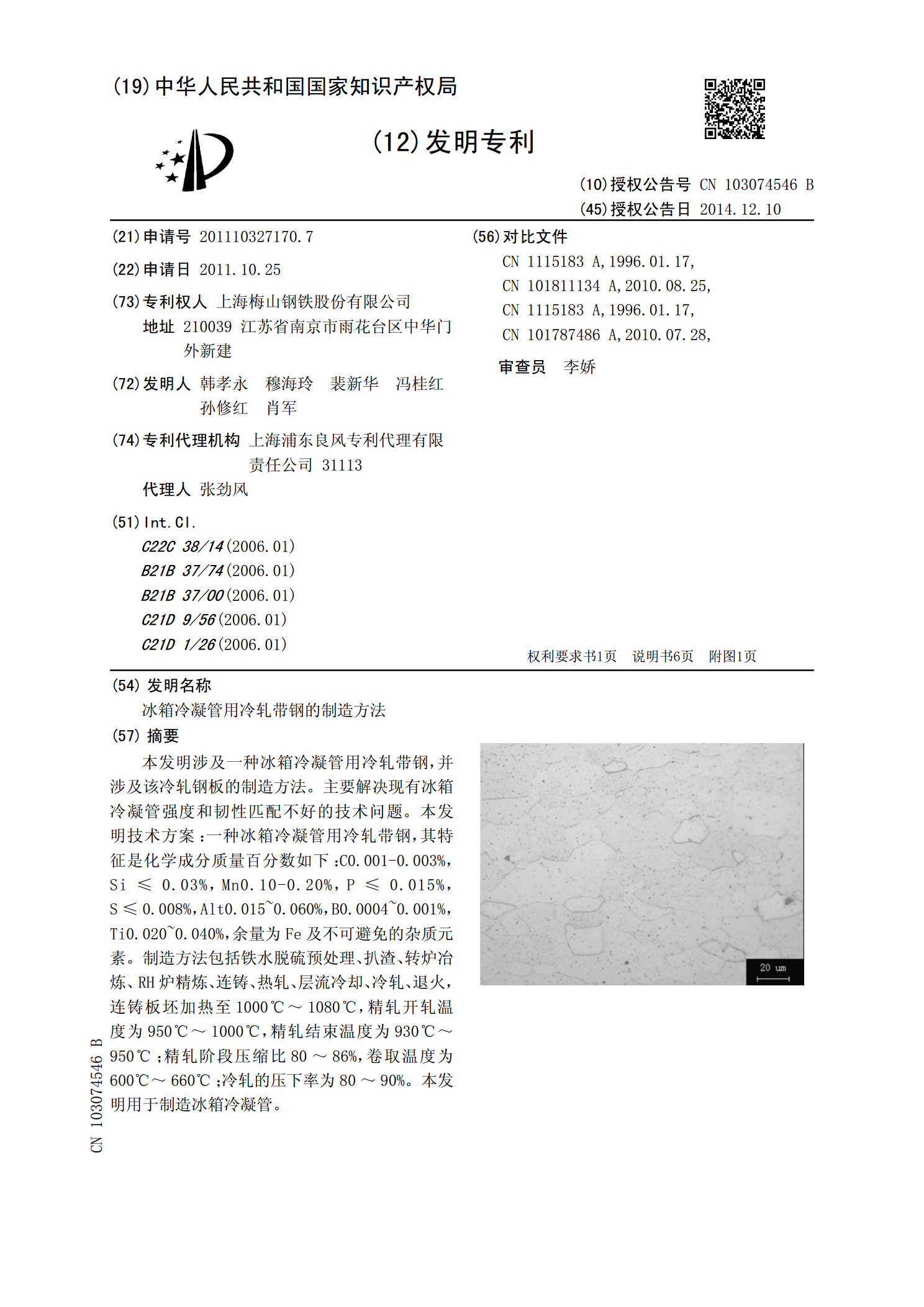
本发明涉及一种冰箱冷凝管用冷轧带钢,并涉及该冷轧钢板的制造方法。主要解决现有冰箱冷凝管强度和韧性匹配不好的技术问题。本发明技术方案:一种冰箱冷凝管用冷轧带钢,其特征是化学成分质量百分数如下:C0.001-0.003%,Si≤0.03%,Mn0.10-0.20%,P≤0.015%,S≤0.008%,Alt0.015~0.060%,B0.0004~0.001%,Ti0.020~0.040%,余量为Fe及不可避免的杂质元素。制造方法包括铁水脱硫预处理、扒渣、转炉冶炼、RH炉精炼、连铸、热轧、层流冷却、冷轧、退火
双层卷焊管用冷轧带钢及其制造方法.pdf
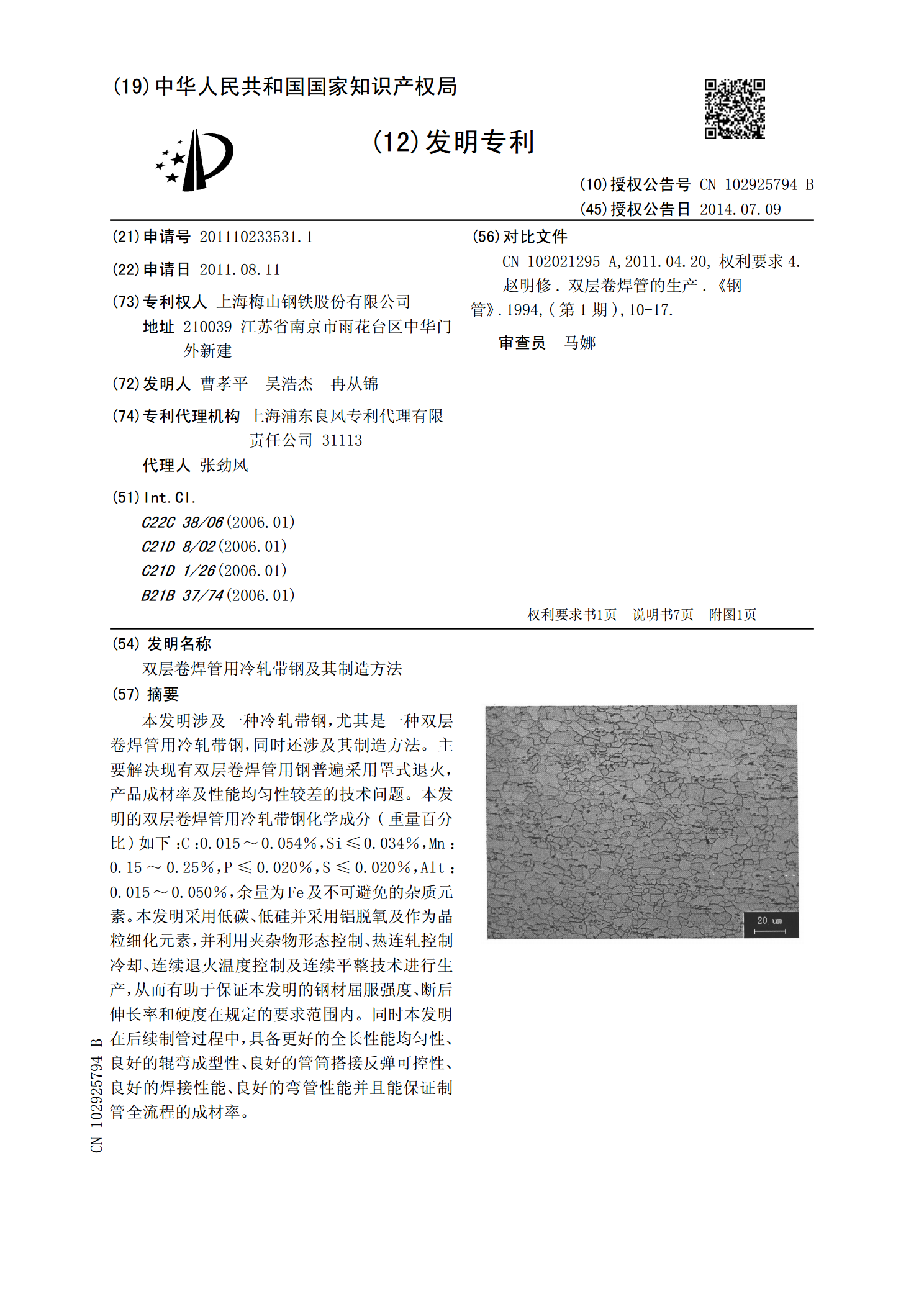
本发明涉及一种冷轧带钢,尤其是一种双层卷焊管用冷轧带钢,同时还涉及其制造方法。主要解决现有双层卷焊管用钢普遍采用罩式退火,产品成材率及性能均匀性较差的技术问题。本发明的双层卷焊管用冷轧带钢化学成分(重量百分比)如下:C:0.015~0.054%,Si≤0.034%,Mn:0.15~0.25%,P≤0.020%,S≤0.020%,Alt:0.015~0.050%,余量为Fe及不可避免的杂质元素。本发明采用低碳、低硅并采用铝脱氧及作为晶粒细化元素,并利用夹杂物形态控制、热连轧控制冷却、连续退火温度控制及连续平

二次冷轧荫罩带钢及其制造方法.pdf
本发明公开了一种二次冷轧荫罩带钢及其制造方法,其包括以下工艺:转炉炼钢→连续铸坯→热轧→酸洗冷轧→连续退火→二次冷轧→精整涂油,所获得荫罩带钢的各主要元素质量百分比为:C≤0.001%,Mn?0.10~0.40%,Al:0.02~0.06%,Si≤0.025%,P≤0.015%,S≤0.01%,O≤0.004%,余量为Fe和不可避免的杂质。本发明通过对各元素的成分设计,一方面控制碳的重量百分比在低含量范围,另一方面省去了脱碳退火工艺并降低了连退退火温度,缩短了生产周期,降低了生产成本;通过二次冷轧工序参数
药芯焊丝用冷轧带钢及其制造方法.pdf
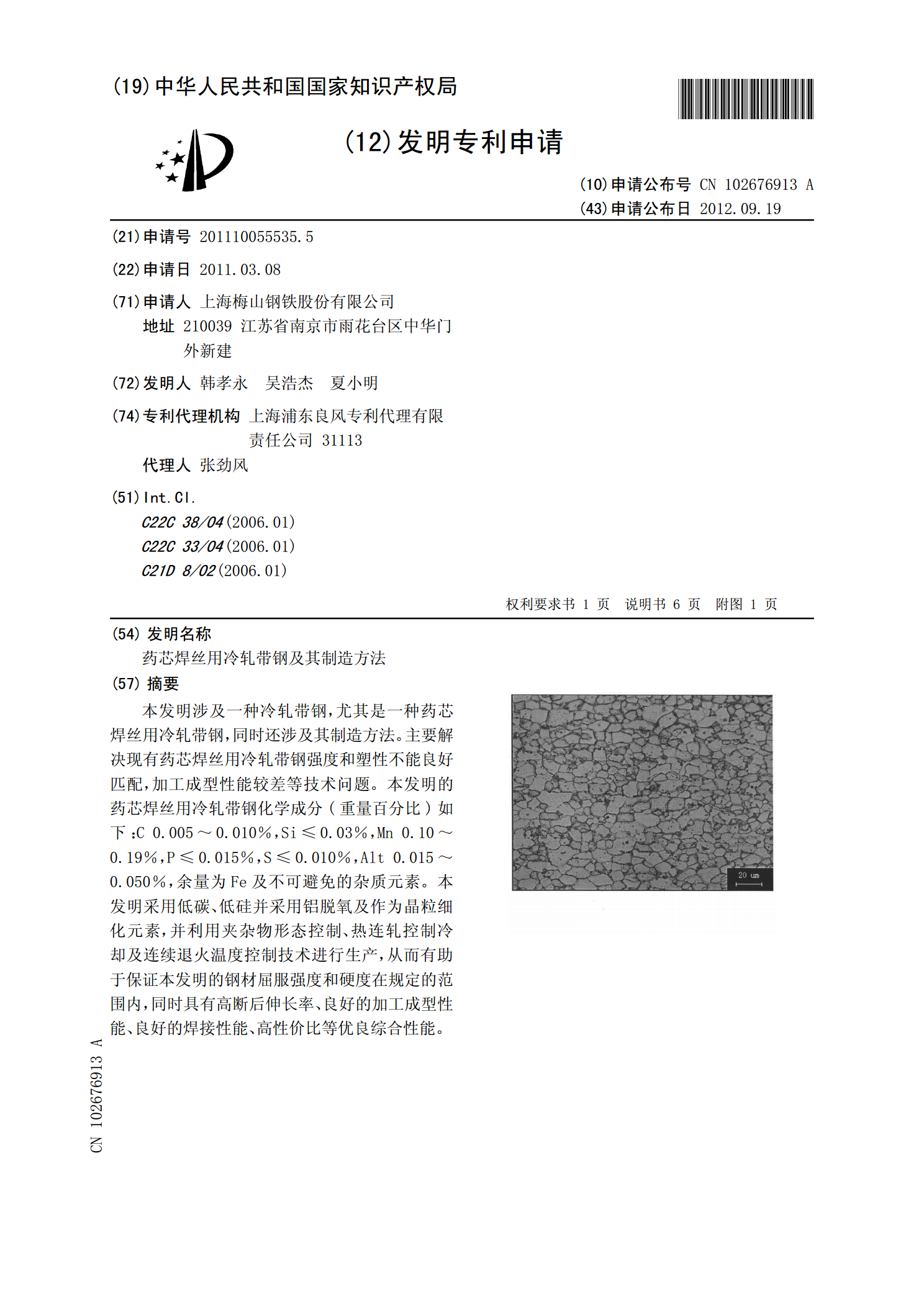
本发明涉及一种冷轧带钢,尤其是一种药芯焊丝用冷轧带钢,同时还涉及其制造方法。主要解决现有药芯焊丝用冷轧带钢强度和塑性不能良好匹配,加工成型性能较差等技术问题。本发明的药芯焊丝用冷轧带钢化学成分(重量百分比)如下:C?0.005~0.010%,Si≤0.03%,Mn?0.10~0.19%,P≤0.015%,S≤0.010%,Alt?0.015~0.050%,余量为Fe及不可避免的杂质元素。本发明采用低碳、低硅并采用铝脱氧及作为晶粒细化元素,并利用夹杂物形态控制、热连轧控制冷却及连续退火温度控制技术进行生产,
一种混凝土输送管用热轧带钢及其制造方法.pdf
一种混凝土输送管用热轧卷板及其制造方法,其成分质量百分比(%)为:C:0.60~0.70;Si:0.12~0.37;Mn:0.90~1.20;Al:0.015-0.06;P≤0.035;S:≤0.035;Cr:0.20~0.50;V:≤0.25,余量为Fe及不可避免的杂质元素。其工艺包括:铁水预处理→转炉冶炼→炉外精炼→板坯连铸→红送直装→板坯加热→高压水除鳞→粗轧机组轧制→高压水除鳞→精轧机组轧制→卷取→质量和性能检验→包装标志→入库的方式生产。方法二、铁水预处理→转炉冶炼→炉外精炼→板坯连铸→板坯退火