
双层卷焊管用冷轧带钢及其制造方法.pdf

是你****优呀

1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双层卷焊管用冷轧带钢及其制造方法.pdf
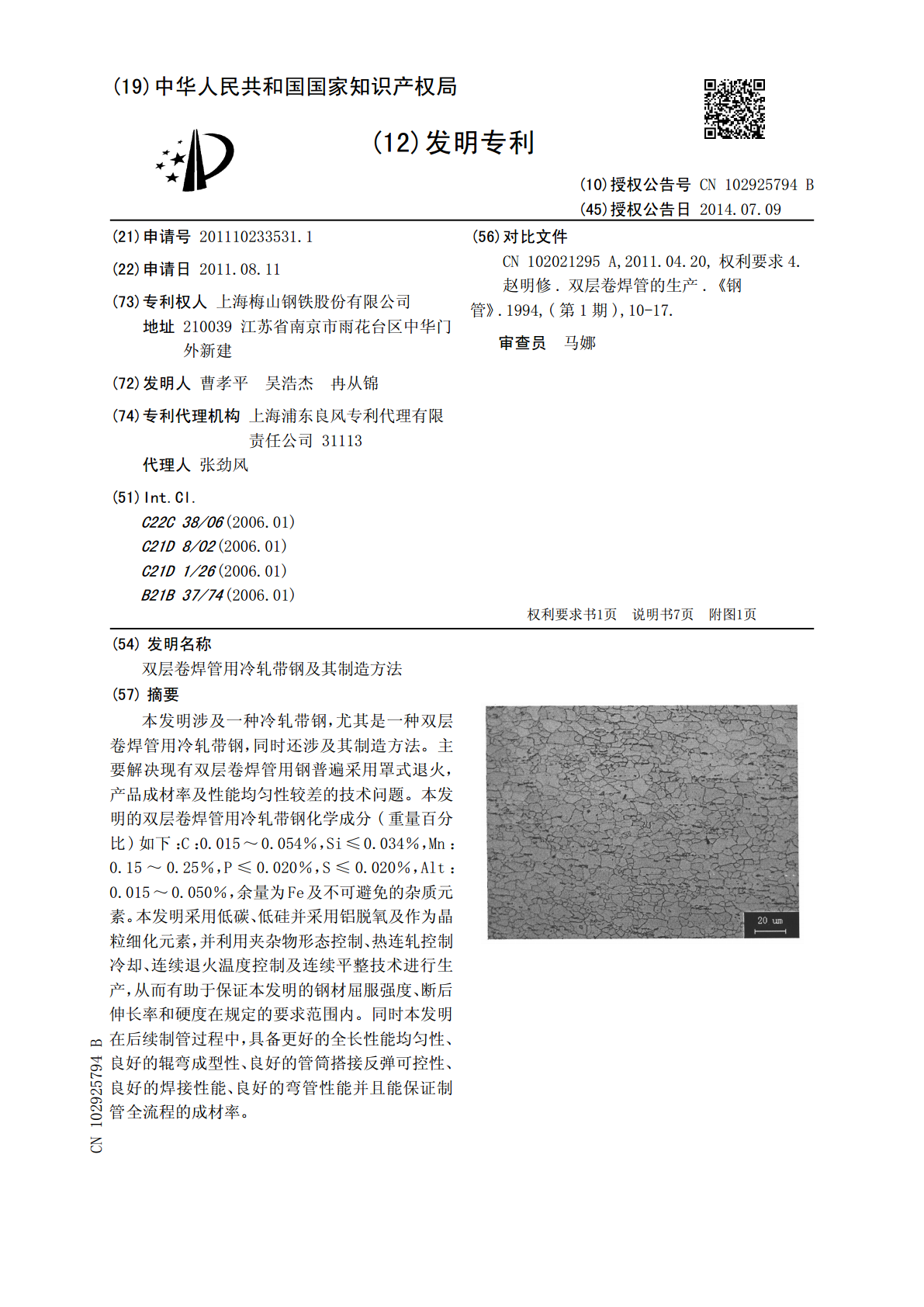
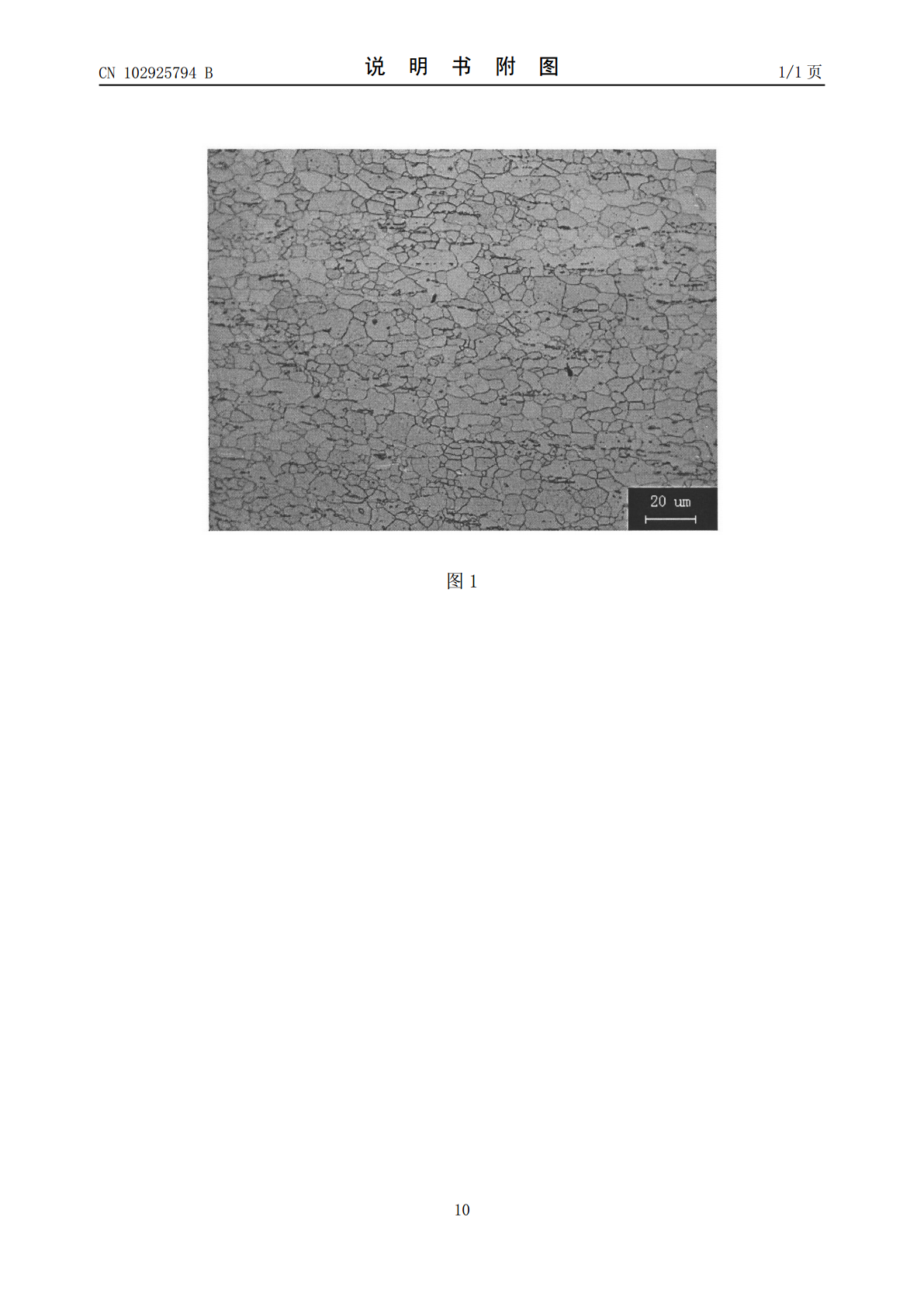
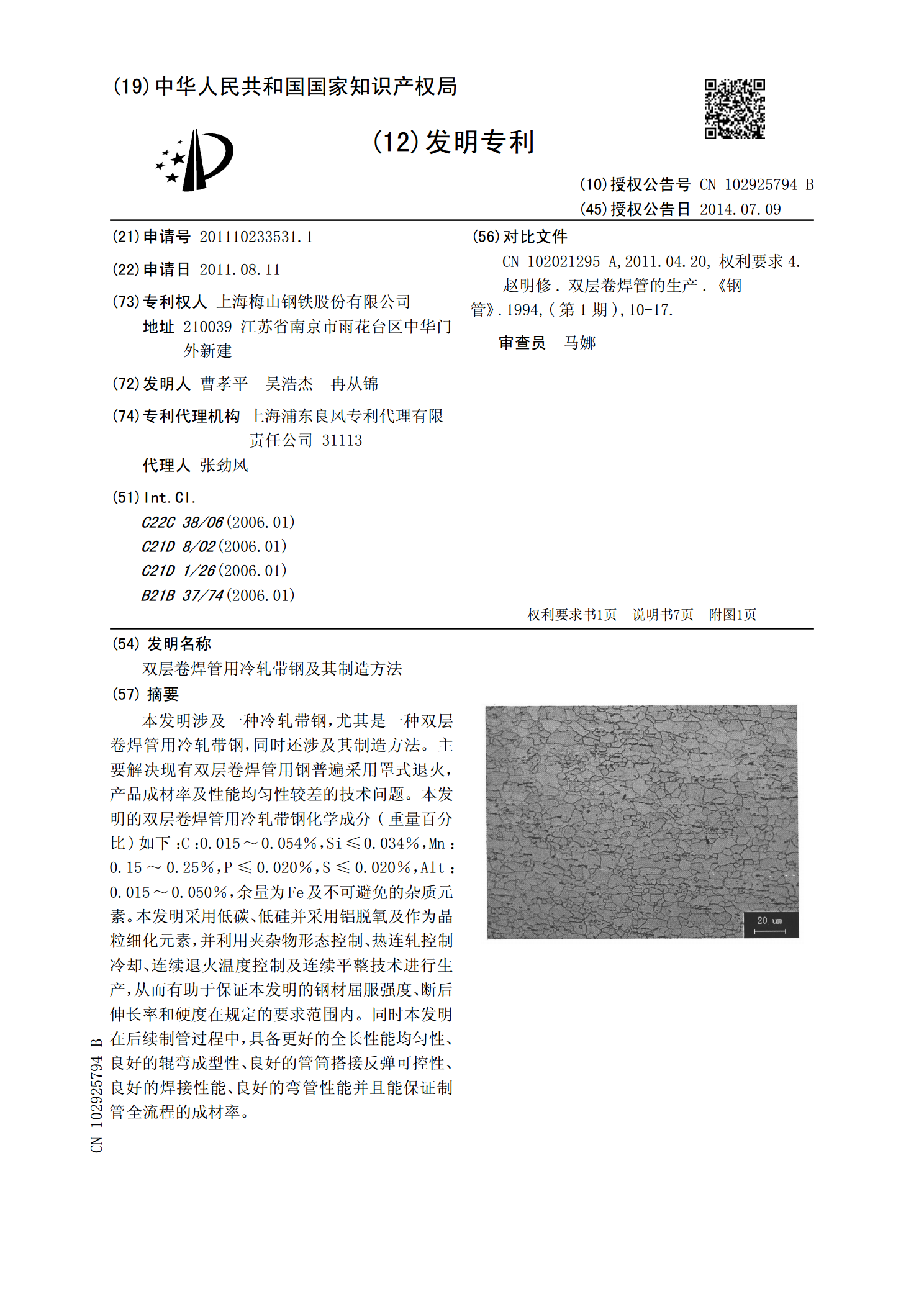
本发明涉及一种冷轧带钢,尤其是一种双层卷焊管用冷轧带钢,同时还涉及其制造方法。主要解决现有双层卷焊管用钢普遍采用罩式退火,产品成材率及性能均匀性较差的技术问题。本发明的双层卷焊管用冷轧带钢化学成分(重量百分比)如下:C:0.015~0.054%,Si≤0.034%,Mn:0.15~0.25%,P≤0.020%,S≤0.020%,Alt:0.015~0.050%,余量为Fe及不可避免的杂质元素。本发明采用低碳、低硅并采用铝脱氧及作为晶粒细化元素,并利用夹杂物形态控制、热连轧控制冷却、连续退火温度控制及连续平
一种连续钎焊型双层卷焊管用冷轧钢板及其制造方法.pdf
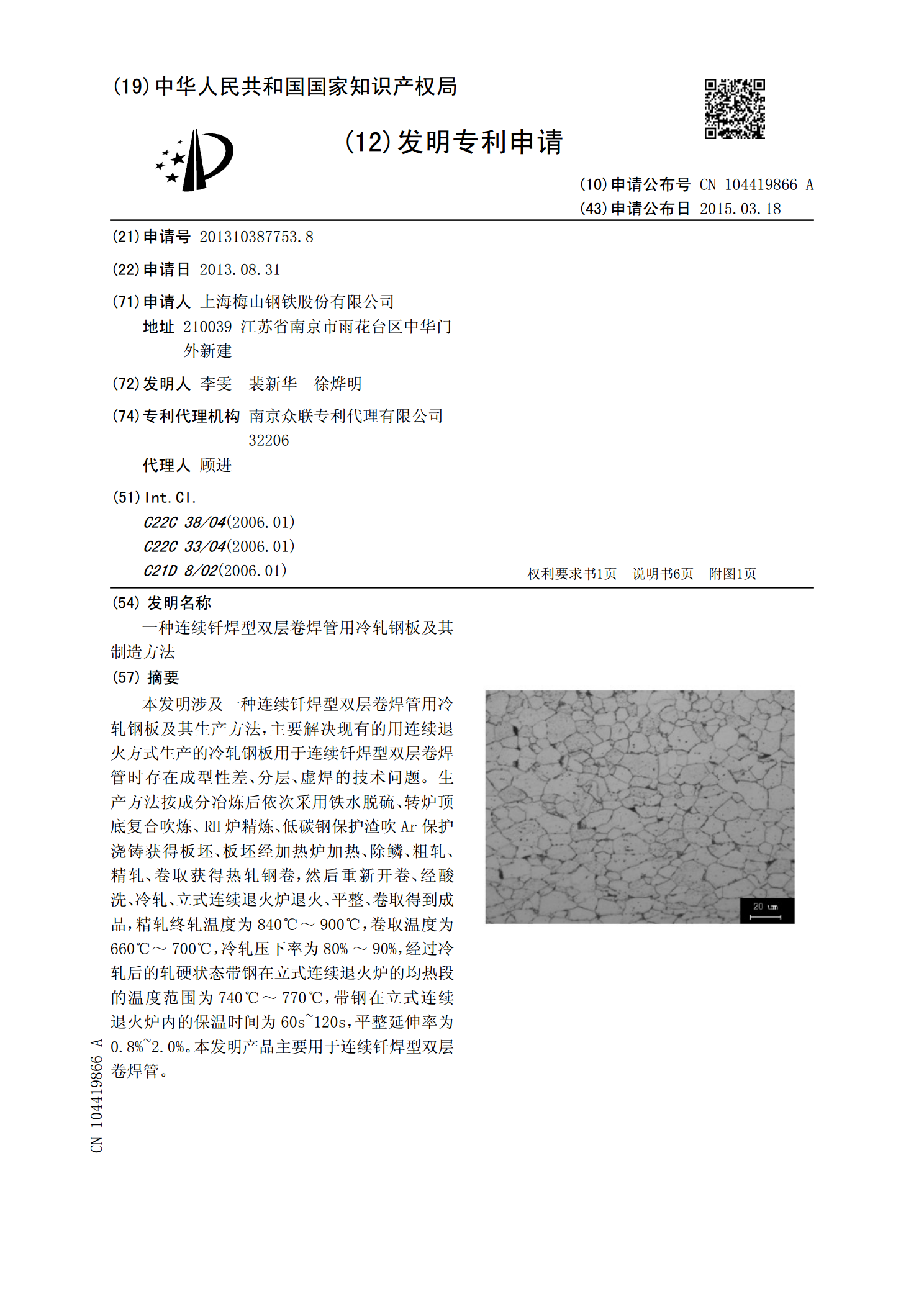
本发明涉及一种连续钎焊型双层卷焊管用冷轧钢板及其生产方法,主要解决现有的用连续退火方式生产的冷轧钢板用于连续钎焊型双层卷焊管时存在成型性差、分层、虚焊的技术问题。生产方法按成分冶炼后依次采用铁水脱硫、转炉顶底复合吹炼、RH炉精炼、低碳钢保护渣吹Ar保护浇铸获得板坯、板坯经加热炉加热、除鳞、粗轧、精轧、卷取获得热轧钢卷,然后重新开卷、经酸洗、冷轧、立式连续退火炉退火、平整、卷取得到成品,精轧终轧温度为840℃~900℃,卷取温度为660℃~700℃,冷轧压下率为80%~90%,经过冷轧后的轧硬状态带钢在立式
冰箱冷凝管用冷轧带钢及其制造方法.pdf
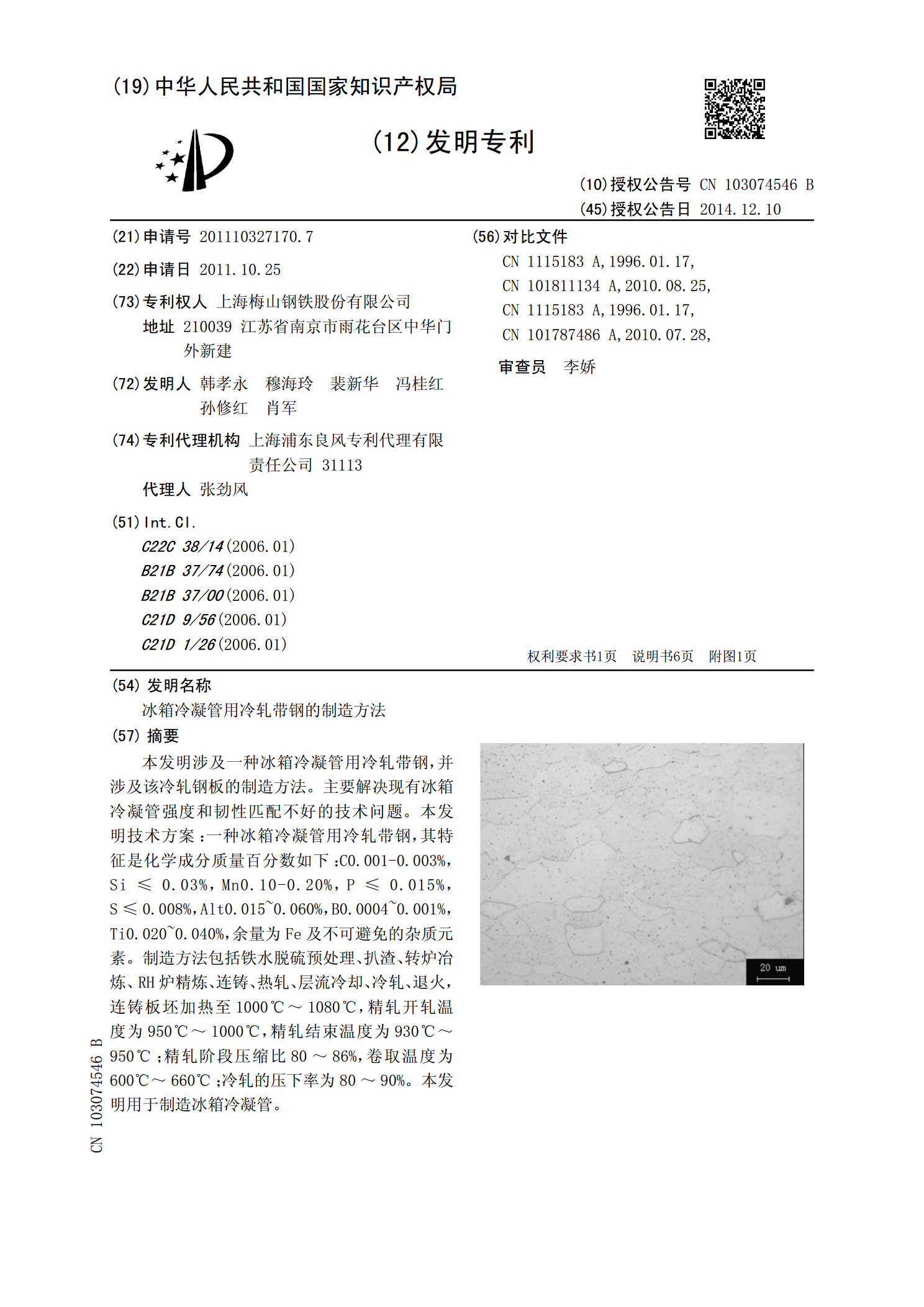
本发明涉及一种冰箱冷凝管用冷轧带钢,并涉及该冷轧钢板的制造方法。主要解决现有冰箱冷凝管强度和韧性匹配不好的技术问题。本发明技术方案:一种冰箱冷凝管用冷轧带钢,其特征是化学成分质量百分数如下:C0.001-0.003%,Si≤0.03%,Mn0.10-0.20%,P≤0.015%,S≤0.008%,Alt0.015~0.060%,B0.0004~0.001%,Ti0.020~0.040%,余量为Fe及不可避免的杂质元素。制造方法包括铁水脱硫预处理、扒渣、转炉冶炼、RH炉精炼、连铸、热轧、层流冷却、冷轧、退火

一种双层卷焊管用冷轧钢板及其生产方法.pdf
本发明涉及一种双层卷焊管用冷轧钢板及其生产方法,属于铁基合金技术领域。主要解决现有技术中用冷轧钢板生产双层卷焊管时必须经过退火处理,冷轧钢板具有时效性的问题。本发明采用的技术方案是:一种双层卷焊管用冷轧钢板,化学成分重量百分比为:C:0.0010%~0035%,Si≤0.05%,Mn:0.10%~0.25%,P≤0.020%,S≤0.015%,Ti:0.04%~0.07%,N≤0.0035%,其余为Fe和不可避免的夹杂元素。冷轧钢板的屈服强度为180~240Mpa。本发明具有降低双层卷焊管制造成本的益处。

一种双层卷焊管用耐时效性优良的冷轧钢板及其制造方法.pdf
本发明公开了一种双层卷焊管用耐时效性优良的冷轧钢板及其制造方法,解决现有的用连续退火方式生产的冷轧钢板用于连续钎焊型双层卷焊管时存在的焊管耐时效性差的技术问题。本发明提供的一种双层卷焊管用耐时效性优良的冷轧钢板,其化学成分重量百分比为:C:0.03~0.07%,Si≤0.05%,Mn:0.10~0.30%,P≤0.025%,S≤0.020%,Alt:0.03~0.06%,N≤0.003%,Cr:0.05~0.15%,其余为Fe和不可避免的夹杂。本发明的冷轧钢板主要用于采用快速加热到1100℃以上完成以铜膜