
药芯焊丝用冷轧带钢及其制造方法.pdf

努力****梓颖

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
药芯焊丝用冷轧带钢及其制造方法.pdf
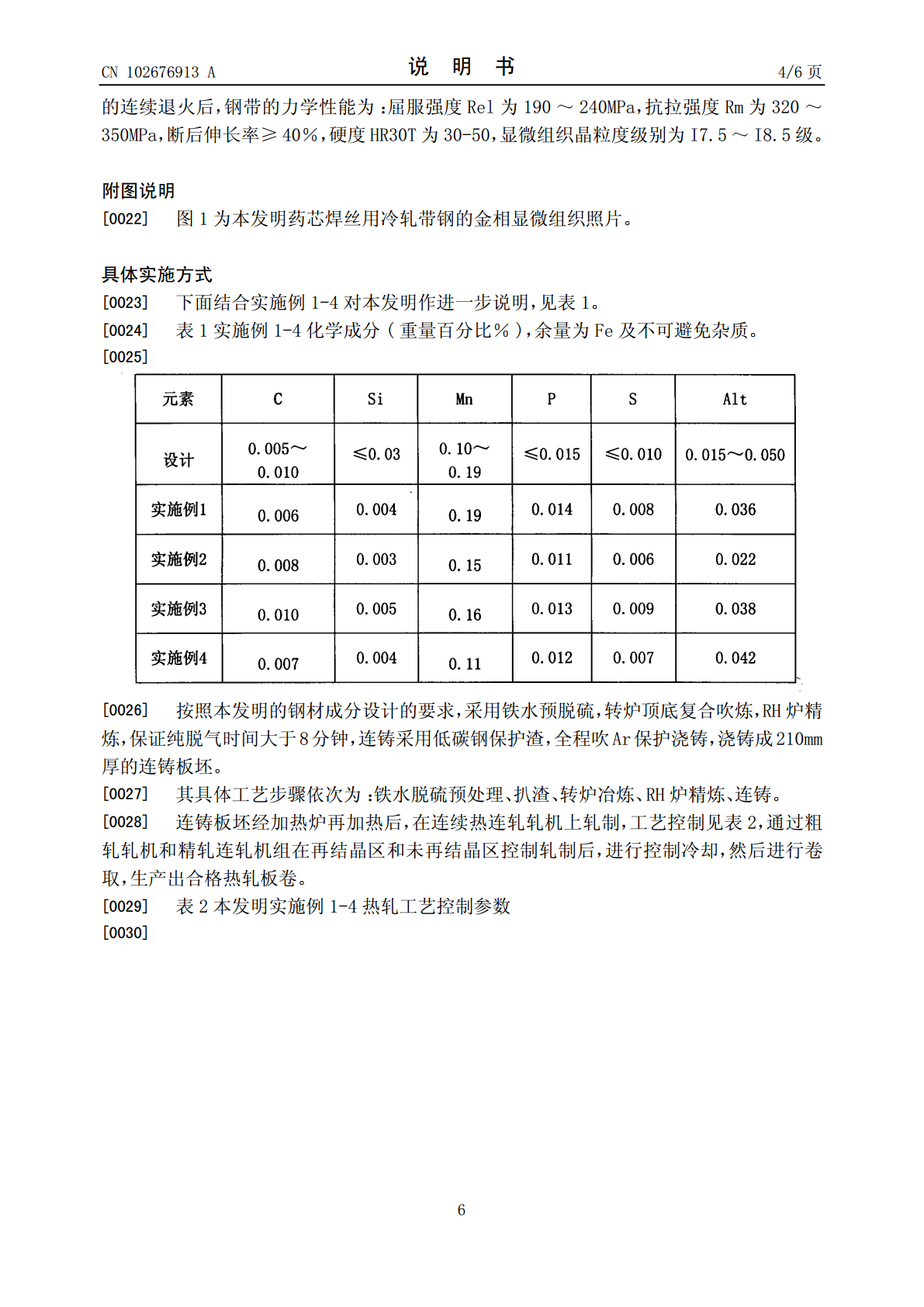
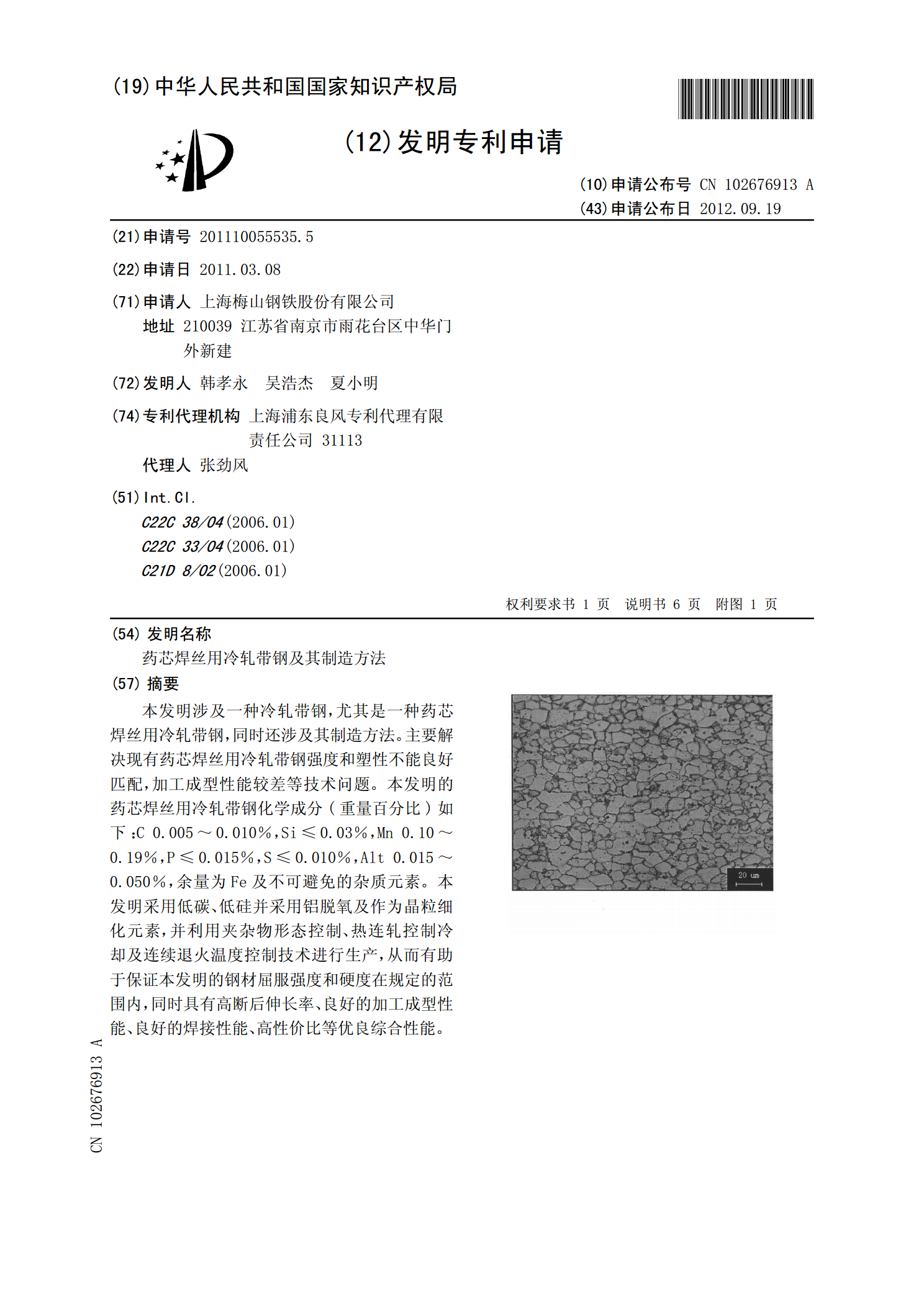
本发明涉及一种冷轧带钢,尤其是一种药芯焊丝用冷轧带钢,同时还涉及其制造方法。主要解决现有药芯焊丝用冷轧带钢强度和塑性不能良好匹配,加工成型性能较差等技术问题。本发明的药芯焊丝用冷轧带钢化学成分(重量百分比)如下:C?0.005~0.010%,Si≤0.03%,Mn?0.10~0.19%,P≤0.015%,S≤0.010%,Alt?0.015~0.050%,余量为Fe及不可避免的杂质元素。本发明采用低碳、低硅并采用铝脱氧及作为晶粒细化元素,并利用夹杂物形态控制、热连轧控制冷却及连续退火温度控制技术进行生产,

一种药芯焊丝用冷轧钢带生产方法.pdf
本发明提供一种药芯焊丝用冷轧钢带生产方法,它包括以下步骤:1)原料选择:选用厚度2.2-3.0mm、宽度在300mm-850mm的SPCE热轧酸洗原料,原料成分质量百分比为:0.01-0.025%的C、0.002-0.010%的Si、0.150-0.350%的Mn、不超过0.01%的S、不超过0.015的P、不超过0.003%的N、不超过0.05%的Alt、其余为铁元素和不可避免的杂质;2)冷轧:将上述酸洗原料冷轧至0.5-1.2mm,总压下率控制在70-85%;3)再结晶退火:将轧制后的钢带装入强循环罩
银基药芯焊丝及制造方法.pdf
银基药芯焊丝及制造方法,其特征在于:①将钎剂粉末放入钎剂罐中升温至580—600℃,待钎剂熔化成液态状态待用,②将安配比配好的银、铜、锌熔化浇铸成棒,然后将浇铸棒车削去除氧化皮,并切成锭子待用,③将药芯焊丝挤压装置系统上升温至520-530℃,④将锭子置于马弗炉内预热,预热温度560-580℃,⑤将预热好的锭子放入药芯焊丝挤压装置系统的模筒内,启动药芯焊丝挤压装置系统的压机将挤压杆挤进上模筒,将合金挤入引料锥,经分流进入上模,模芯,下模,然后形成空心管,⑥将钎剂罐上进气阀打开,加压,将钎剂罐中液态钎剂压入

一种无缝药芯焊丝制造方法.pdf
本发明介绍了一种无缝药芯焊丝制造方法,将低碳钢带轧制成“U”型槽,将药粉填加在“U”型槽内后轧制成“O”型,然后将其焊合;焊后坯管冷连轧减径至6~12mm,将管内的药粉压制密实;把压制后的钢管放入退火炉内整体退火,然后收线成盘;将上述焊丝线盘酸洗、石灰涂层,拉拔至1.2~4.0mm成品,将该焊丝镀铜层绕后在真空包装机上密封包装,即得成品。本发明的方法可制备φ1.0~4.0mm无缝药芯焊丝,用于907A、945、921A、980等高强钢的焊接;焊丝能满足屈服强度大于785MPa高强度结构钢焊接需要,熔敷金属

药芯焊丝一体化成型机组、药芯焊丝生产方法及药芯焊丝.pdf
本发明公开了一种药芯焊丝一体化成型机组,包括放带机、成型机和收线装置,所述成型机包括被动式轧架,所述收线装置的上游设有成型机出口稳速装置,所述成型机出口稳速装置和所述收线装置共用一个动力源。本发明还公开了采用上述成型机组生产焊丝的方法和采用上述方法生产的焊丝。本发明不但避免了工字轮收线时,由于焊丝乱绕排线所造成的焊丝收卷即时半径不稳定性对于焊丝收线速度的干扰,而且从根本上消除了稳速装置下级设备对稳速装置速度的不稳定影响因素。再加上采用成型机出口稳速装置使得速度的输出方式由不确定变为长期确定的输出方式,使得